



摘要:在進行自選刀時,主要有隨機選刀和順序選刀(dāo)兩種方式,其中順序選刀是按照事先預定好的工序,在刀庫中插入刀具,然後按照順序轉到(dào)取到位置(zhì),然後把使用(yòng)過的刀(dāo)具再次放入到原來的刀(dāo)座(zuò)中。
關鍵(jiàn)詞:加工中心;控(kòng)製設計;計算機數控裝置;可編程控製器;數(shù)據寄存器
1、自動(dòng)換刀裝置的相關說明
隨(suí)著經濟發展的步伐不斷加快,新理念、新思想不斷湧(yǒng)現,現(xiàn)代製造業(yè)的發(fā)展速度也在呈上升趨(qū)勢,當前,加工(gōng)中心配置自動換刀裝置的作(zuò)用愈發突出,原因在於它可以最大限度地降低零部件加工所需的時間。 自動(dòng)換刀裝置通常由三部分(fèn)組成:一是刀庫;刀庫中刀具的數量(liàng)在(zài)十到一百多把(bǎ)不等,刀(dāo)庫的主要作用一(yī)方麵可(kě)以儲存刀具(jù);另一方麵還可以實時準確地(dì)進行定位。 二是控製裝(zhuāng)置;三是(shì)機械(xiè)手。 如果刀庫體積太大或是刀庫中的刀具儲(chǔ)存數量較多時,這會影(yǐng)響
刀庫的移動(dòng)速度,最終使定(dìng)位(wèi)出現偏差(chà),此時機械手的有效性就會真正發揮出來, 它(tā)可以實現換刀動作。 換刀機械手可以對刀具進行重新裝卸而且還能(néng)靈活地進行刀庫與主軸頭(tóu)之間的傳遞。 對於(yú)數控加工中心來說(shuō),換刀效率的(de)高低直(zhí)接關係刀庫的真正作用的發揮。 自動換刀裝置的優點(diǎn)在於能夠集中完成多個程序, 而且還能節省時間,最大限度地提(tí)高工作效率。 因此為了滿足現代發展之需(xū),通常情況(kuàng)下加工中(zhōng)心都會(huì)配備一定的自動換刀係統。
2、PLC 中心控製係(xì)統的主要特征
2.1、穩定性強,抵抗幹擾力(lì)強
我們都知道先前的繼電器控製係統中都用到了中間繼電器等部件,但因為接觸(chù)點不牢固,極容易出現一定的事故。 隨著高科技領域的不斷發展,在製(zhì)造業中引入(rù)PLC中心控製係統有效地解決了這一問題,PLC 中心係統在設計中進行了屏蔽、安全(quán)等保護措施,可避免外部環境的幹擾,提高設備的使用率。 當前,PLC 的應用範圍非常廣泛,而且效果較為顯(xiǎn)著,據統計該係統運行後可在很長(zhǎng)的時間內不會出現故障,能夠正(zhèng)常運轉,即便遇到一定的幹擾也能很好地抵禦。PLC 控製係統經常(cháng)被用作幹擾能力較為嚴重的工業生產現場,並在其中(zhōng)發(fā)揮著巨大(dà)的作用(yòng)。
2.2、可操作性強,實用方便
PLC 控製係統可操作性強,實(shí)用方便,一台 PLC 控製係統可以為(wéi)很多用戶提供(gòng)一定的編(biān)程元(yuán)件,可在複雜的環境中靈活運用。 與傳統(tǒng)功能的繼電(diàn)器係統相比(bǐ)較而言,PLC 控製係統有自己獨有(yǒu)的優勢之處:一是能夠通過互聯網實現分散控製,集中管理;二是操作簡單易行。 因此在工業設計中 PLC 控製係統得到了有效的應用,幾乎完(wán)全取代了傳統的繼電器(qì)控(kòng)製,大大提高了工作(zuò)的效率,也在一定程度上提高工作的精準性(xìng)。
2.3、編程操作易行,維(wéi)修(xiū)便捷
當前,在 PLC 編程語言中尤以梯形圖的使用範圍(wéi)最為廣泛。 原因在於梯形圖編程傳承了傳統繼電器控製線路中的相關優點,可將圖清楚明了地反映到大眾(zhòng)麵前。 PLC擁有一定的故障診斷能力以(yǐ)及自我修複(fù)能力, 當係統出現故障時,PLC 可以通過二極(jí)管等(děng)發出警報,這樣可方便操作人員及時對故(gù)障進行排除,將損失降至最低,延長使用年限。
2.4、能耗低且重量輕
PLC 控製係統能耗低且重量輕,操作起來方(fāng)便易行(háng),這主要(yào)是因為(wéi) PLC 是(shì)通過大規模的集成電路組裝而成(chéng)的。 PLC 是一(yī)種(zhǒng)實現機電一體化較為理想的控製設備。 尤其是對(duì)於(yú)一些較(jiào)為(wéi)繁雜的控製係統,當使用 PLC 係統後可大大(dà)降低繼電器的使用數(shù)量。 因為 PLC 的體積較小(xiǎo)因而可將開關櫃的體積縮小(xiǎo)到一定範圍內,節省了一(yī)部分空間。 與傳統(tǒng)繼電器開(kāi)關控製係統相比較 PLC 占用空間小、 能耗低(dī),在現代工業發展中發揮著重要作用。
2.5、安裝簡便,保養方便
盡管 PLC 控製係(xì)統體積較小,但其功能卻(què)非常強大,它不僅可以彌補傳統繼電器的不足之處,而且還可以減小電器櫃中各種電器元件存儲的容量,防止複雜的接線相互交錯。 PLC 的梯形圖程度可操作性強,即便是編程初學者,也(yě)能在很(hěn)短的(de)時間內將所有的操作技術掌握, 如果係統出現一定的(de)錯誤,也能很容易將(jiāng)其修複。 尤其是對(duì)於(yú)一些係統較為繁雜的(de)設計(jì), 使用PLC 梯形圖設(shè)計出的電路圖更為簡便,可使相關人員在(zài)極(jí)短時間內掌握(wò)電路圖的原理,可為設(shè)計人員節約大量的時(shí)間(jiān)。
3、識別刀具和選刀具的方法
3.1、識別刀具方法
通(tōng)過加工中心的計算機數控(kòng)裝置(CNC)發出選刀(dāo)指令,然(rán)後把刀庫(kù)轉到需要刀具號取刀位置的過(guò)程叫做自動選刀。 一般自動選(xuǎn)刀主要有隨機選(xuǎn)刀(dāo)和順序選刀兩種。其中順序選刀法指(zhǐ)的是按照事(shì)先設(shè)定好的工(gōng)序將刀具先後插入到(dào)刀庫中(zhōng),然(rán)後(hòu)在按照先後順序(xù)轉動到取到的位置,並將使用過的刀具再次放(fàng)入到原來的刀座中(zhōng),這種方式不需要安裝刀(dāo)具識別(bié)裝置,工(gōng)作(zuò)穩定性好、 驅(qū)動裝置也較為簡單,但是刀庫中的刀具無法在其他工序中進行使用。 假(jiǎ)如沒有按照順序安裝在刀庫(kù)中,會造成比較嚴重的後果(guǒ)。 隨(suí)機(jī)選刀法指的是按照指令(lìng)的要求隨機選擇需要使用的刀具,可以在刀庫中(zhōng)隨(suí)意存放刀具,在各個(gè)刀座或刀具上設置有相應的代碼,在進行換刀時,刀庫會自動旋(xuán)轉, 然(rán)後選(xuǎn)擇(zé)經過識別(bié)的刀(dāo)具,當CNC 指令和刀具代碼一致時,此刀具會被選中,刀庫會自動旋轉然後將刀具送到需要換刀的位(wèi)置。
3.2、利用 PLC(可編程控製器)隨機進(jìn)行選刀
利用(yòng)可編程控製器進(jìn)行隨機選刀可以使主(zhǔ)軸上的(de)刀具和刀庫上的刀具進行任意(yì)交換,此方(fāng)式主要使(shǐ)用軟件來實現選刀,可以避免出現因識刀裝置可靠性和穩(wěn)定性(xìng)低造成的選刀失誤的情況。
3.2.1、刀座號和刀具號一致
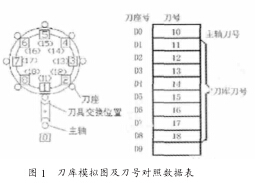
為了可以講述清(qīng)楚,本文假設刀庫有 8 把刀和 8 個刀座(zuò),可以存放 8 把刀具(jù), 在實際使用過程中,要結合刀(dāo)具的實際情況進行確定,為了可以使用 BCD 碼將其表示(shì)出來,以方(fāng)框中 1~8 號編製刀座固(gù)定位置編號,主軸刀位置號為 O(見圖(tú) 1)。 通過在 PLC 內部建(jiàn)立模擬(nǐ)刀(dāo)庫數據表,要將刀座編號和數據(jù)表(biǎo)序號 D0~D8 的編號逐一對應,刀具號為(wéi)各個表序號 (D0~D8) 的內容, 其中 D0 主軸上的刀具號即為D0 的內容。 在刀具旋轉的過程中,各個(gè)刀座(zuò)從換(huàn)刀位置通過時(shí),會將脈衝輸入到(dào) PLC,並且在刀庫正轉的(de)過程中,會使計(jì)數脈衝加 1,刀庫反轉的過程中,會使計數脈(mò)衝少 1,使 PLC 內部計(jì)數器可以持續在 1~8 之間進行循(xún)環,並且(qiě)當值為(wéi)刀庫當前刀座號的位置,如圖 1 右邊所示。
3.2.2、選刀具體流程
在 CNC 向 PLC 發送尋找新刀具的相關指令後,會檢索內部(bù)數據寄存器的模擬刀庫數(shù)據表,在搜索到 CNC 給定的刀具號後,會將刀具號所在位置和當前刀具庫之間的位置進(jìn)行比較,並對刀庫轉向和相差的距離進行計算,並根(gēn)據計算結果向刀(dāo)庫軸發(fā)出脈(mò)衝頻率和脈衝數,保證需要的刀(dāo)座號可以轉動到(dào)指定位置,為機械手、刀庫和主軸之間的換刀做好準備工作。
如果您有機床行業、企業相(xiàng)關新(xīn)聞稿件發表,或進(jìn)行(háng)資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
馬(mǎ)")
")
- 2024年11月 金屬(shǔ)切削(xuē)機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量(liàng)數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)銷量(liàng)情況
- 2024年(nián)10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金(jīn)屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能(néng)源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據