



摘要(yào): 介紹了(le)在無大型高精(jīng)度數控磨床條件下,用(yòng)加工中心磨製高精度卷邊模內卷邊槽的工藝過程,其中包括磨頭和(hé)砂輪的製備(bèi),以及(jí)工藝參數的選擇。
蘇州斯(sī)萊克精密設備股份有限公司是全球(qiú)四家(jiā)具有高速易拉蓋組合生產設備成熟生產技(jì)術企業之一,主營產品為(wéi)客戶提供易拉蓋高速(sù)生(shēng)產線的整套設備。易拉(lā)蓋卷邊模是其(qí)中重要的組成部分。該模具中的內、外卷邊器材料為38CrMoAl,其中的卷(juàn)邊槽加工要求極高,以前公司都向國外廠商定做卷邊器(qì),價格高。公司在國內也尋找過多家外協企(qǐ)業加工(gōng),產品質量不穩定。公司自行加工,缺少磨削直徑達800 mm 高精度(dù)數控磨床,投資上千萬元國外采購,經濟效益不高。如何用公司現有高精度加工中心加工內、外卷邊(biān)槽,成為公司(sī)一個公關項目。筆者與企業技(jì)術人員一起(qǐ),經過努(nǔ)力,成功攻克。下(xià)麵以內卷邊(biān)槽加工為例,介紹其加工工藝方法。
1 、內卷邊槽加(jiā)工難點分析
內卷邊環零件圖如圖1 所示。
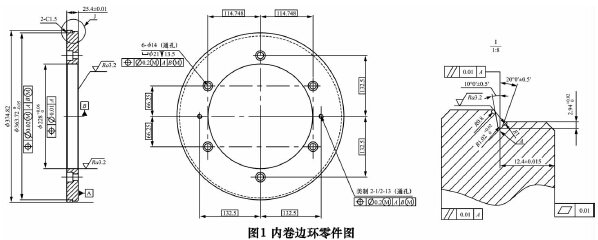
每分鍾(zhōng)內卷(juàn)邊(biān)槽要(yào)完成750 個易拉蓋卷邊,其加工質量直接影響到易拉蓋卷邊質量和卷邊速度。內卷邊槽兩個角度(dù)要求為10°0' ± 0. 5'、20°0' ± 0. 5'; 槽底圓(yuán)角
要求為R 1. 02 + 0. 020 mm 槽中心線到A 基準麵(miàn)尺寸要求為12. 4 ±0. 015 mm,對A 基準平行度為0. 01 mm; 槽深為(wéi)2. 94 + 0. 020 mm; 粗糙度達Ra0. 2 μm。該異形槽(cáo)整(zhěng)體(tǐ)加工要求高,適(shì)合用高精(jīng)度數控磨床(chuáng)進行精加工,而(ér)用加工中心進行加工,工藝要求高,加工難度大。
公(gōng)司現有一台YASDA YBM9150V 高精度加(jiā)工中心,加工範圍為1 500 mm × 900 mm,設備加(jiā)工精度5μm,經過反複實踐,摸索出一套較為可靠的加工(gōng)工藝方(fāng)法。
2 、加工工(gōng)藝方法
2. 1 粗銑卷邊(biān)槽
( 1) 將工件用墊鐵(tiě)墊起,沉頭麵向下,平放在工作台上(shàng),上(shàng)平麵圓心作為加工(gōng)坐標係原點。
( 2) 粗銑Φ374. 82 mm 和Φ369. 6 mm 外圓。選取Φ10 mm 銑刀,用UG4. 0 加工模(mó)塊中的PLANAR_MILL 加工。單邊留0. 05 mm 餘量,層切量0. 5 mm,轉速2 500 r /min,進給1 500 mm/min。
( 3) 開槽。選取T 型Φ12 mm 銑刀( 刃長1. 8 mm,厚2 mm) ,用(yòng)UG4. 0 加工模塊中的PLANAR_MILL 加工。取R184. 8 為邊緣線,Z = - 13. 47 mm,向內扣1. 8mm,向內(nèi)分層量0. 06 mm,轉速2 300 r /min,進給1 500 mm/min。
( 4) 銑下(xià)半(bàn)部(bù)分卷邊槽(cáo)。選(xuǎn)取T 型Φ12 銑刀( 刃長1. 8 mm,厚2 mm) ,用UG4. 0 加工模塊中的ZLEVEL_PROFILE 加工。Z = - 12. 4 mm,單邊餘量0. 02 mm,層(céng)切量0. 06 mm,轉速2 300 r /min,進給1 500 mm/pm。
2. 2 製備Φ65. 4R0. 7 的磨頭
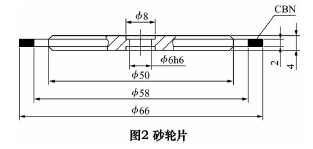
( 1) 專業廠定製CBN 砂輪片。由(yóu)於內卷邊模材料為38CrMoAL,從專業廠定製陶瓷結合劑400#CBN 砂輪片(piàn)。其具有磨削力強(qiáng),高速加工不燒傷工件,可修正和耐用(yòng)等優點,是目前最理想(xiǎng)的高速、高效和高精度的磨削工具。砂輪片結構如圖2 所示。
( 2) 準備Φ65. 4R0. 7 的磨頭。選用MOORE G42坐標磨(mó)床,加工範圍為1 000 mm × 500 mm,加工精(jīng)度3 μm。對定製(zhì)CBN 砂輪片進行(háng)修磨,達到外徑Φ65. 4mm,厚1. 4 ± 0. 005 mm( R = 0. 7 mm) ,如圖3 所示。
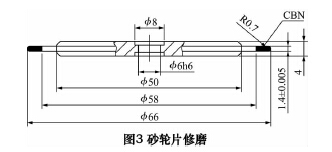
理論上磨頭R 越小,刀具幾何形狀與切削運(yùn)動引起殘留麵(miàn)積越小,加工尺寸(cùn)精度和表麵質量(liàng)越好。另一方麵,R 越小,磨頭(tóu)剛性下(xià)降,又會降低加工(gōng)質量。在試磨過(guò)程中,分(fèn)別磨製(zhì)R = 0. 5、0. 6、0. 7、0. 8、0. 9、1. 0 mm 的磨頭,檢測比對卷邊槽尺寸誤差和粗(cū)糙度後,證實(shí)了上述的理論(lùn)分析,發(fā)現磨頭圓(yuán)角半徑選R =0. 7 mm 時,加工質量最好。
2. 3 粗磨卷邊槽(cáo)
( 1) 磨槽。選取Φ65. 4R0. 7 磨(mó)頭(tóu),用UG4. 0 加工模塊中的PLANAR_MILL 加工。取R184. 8 mm 為邊緣(yuán)線,向內扣2. 90 mm,加工深度(dù)Z-13. 1,向內分層0. 02 mm,轉速9 500 r /min,進給3 000 mm/min。
( 2) 粗磨削(xuē)下半部分卷(juàn)邊槽。選取Φ65. 4R0. 7磨頭,使用UG4. 0 加工模塊中的ZLEVEL_PROFILE加工,單(dān)邊(biān)留(liú)0. 03 mm,層切量0. 02 mm,轉速9 500 r /min,進(jìn)給(gěi)3 000 mm/min。
( 3) 磨(mó)削上半部分溝槽。選取Φ65. 4R0. 7 磨頭,使用UG4. 0 加工模塊中的ZLEVEL_PROFILE 加工。將工件下半部分以下端麵鏡像,刀路生成後再以同一平麵鏡像刀路,並(bìng)向下平(píng)移1. 4 mm,修改程序(xù)內補(bǔ)正命令為G42。單邊留0. 03 mm,層切量0. 02 mm,轉速9 500 r /min,進給3 000 mm/min。
2. 4 精(jīng)銑Φ374. 82 mm 和(hé)Φ369. 6 mm 外圓至尺寸選取Φ10 mm 銑刀,用UG4. 0 加工(gōng)模塊中的PLANAR_MILL 加工,層切量0. 5 mm,轉速2 500 r /min,進給(gěi)1 500mm/min。
2. 5 精磨卷邊槽
( 1) 磨槽底至2. 94 + 0. 020 mm。選(xuǎn)擇(zé)Φ65. 4R0. 7 磨頭,用UG4. 0 加工模塊中的PLANAR_MILL 加工。取R184. 8 mm 為邊緣線,向內扣2. 94 mm,加工深(shēn)度Z-13. 1,向內分層0. 02 mm,轉速9 500 r /min,進給3 000mm/min。
( 2 ) 精磨下半(bàn)部分卷邊槽至尺寸。選取Φ65. 4R0. 7 磨頭,使用UG4. 0 加工模塊中的ZLEVEL_PROFILE 加(jiā)工。層切量0. 02 mm,轉(zhuǎn)速9 500 r /min,進給3 000 mm/min,零(líng)位加工,程序內加補正命令G41,用於調節(jiē)加工尺寸。
( 3 ) 精磨上半(bàn)部分卷邊槽至尺寸。選(xuǎn)取Φ65. 4R0. 7 磨頭,將(jiāng)工(gōng)件下半部分以端麵鏡像,使用UG4. 0 加工模塊中的ZLEVEL_PROFILE 加工。刀路生成後再以同一平麵鏡像刀路,並向下平移1. 4 mm,修改程(chéng)序內補正命令為G42。層切量0. 02 mm,轉速9 500 r /min,進給3 000 mm/min。
2. 6 測量卷邊槽尺寸
加工完成後,工件勿拆卸。用錫(xī)鈹合金融化注入部分凹槽內,待冷卻後,把錫鈹合金取出剖開,研(yán)磨截麵,利用影像測量儀測異形槽尺寸(cùn)。如有(yǒu)偏差,修改程序內補正命令參數,執行“2. 5( 2) ”或“2. 5( 3) ”,直到全部尺寸符(fú)合要求。
2. 7 拋光卷邊槽
把內卷邊器裝夾在車床上,用氣動磨筆裝夾羊毛拋(pāo)光頭,卷邊槽(cáo)拋光處塗W2. 5 鑽石研磨膏,進行精拋。
3 、結語
經過(guò)一年多的(de)生產實踐及卷邊器(qì)實際使用情況,證明(míng)采用上述加工(gōng)工藝生產的卷(juàn)邊槽,質量穩定,用戶(hù)反映良(liáng)好,達到了預期目標,為企業(yè)贏得了(le)明顯的經濟效益。
通過這次加(jiā)工工藝方法的創新,為同類產品提供了新的加工工藝路徑,克服了因缺少大型高精度數控磨床帶來的加工瓶頸,充分發揮了加工中心的作用,取得了良好的經濟效益,具有一定實用性和推廣價值。
如果您有機床(chuáng)行業(yè)、企業相關新聞稿件發表(biǎo),或進行資(zī)訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
州金馬")
牌調查(chá)")
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月(yuè) 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削(xuē)機床產量數(shù)據(jù)
- 2024年10月 金(jīn)屬(shǔ)切削機床產量數據
- 2024年9月 新能源(yuán)汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
- 機械加工過(guò)程圖示
- 判斷一台加工中心(xīn)精度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數(shù)控係統和(hé)數控機床何去何從(cóng)?
- 中國的技(jì)術工人都去(qù)哪裏了?
- 機械(xiè)老板做了十(shí)多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害(hài)己!不倒(dǎo)閉(bì)才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀(dāo)具補償功能(néng)
- 車(chē)床鑽孔攻螺紋加(jiā)工方法(fǎ)及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的區別