



FANUC 立式加(jiā)工(gōng)中心機械手刀庫設計
2024-6-3 來源:- 作者:-
摘(zhāi)要:結(jié)合企業實際(jì)需要,對 FANUC 加工中心用機械手刀(dāo)庫結構和控製程序進行設計。首先對刀庫機械結構進行設計,然後對換刀過程進行分析,改進換刀流程(chéng),運(yùn)用(yòng)宏程序和梯形圖結合(hé)的編程方式,優化控製換刀過程,節約換刀時間,並給出 FANUC 數(shù)控係統 PMC 主要程序。設備調試結果表明:改造後的機械手刀庫使用方便,程序可讀性強,提升了換刀過程的安(ān)全性和設備加工效率。
關鍵詞(cí):機械手刀庫;換刀;宏程序(xù);PMC 程序
0 引言
加工中心是指具備刀(dāo)庫,有自(zì)動(dòng)換刀能力,對零件一次安裝後(hòu)可以進行多道工序加工的數控機床,特別(bié)適合柔性加工,已成(chéng)為當今國際機床產業上研究熱點。與刀架和鬥笠式刀庫相比,機械手(shǒu)刀庫刀具數量多,換刀速度快且安裝便捷;與(yǔ)鏈式刀庫相比,占(zhàn)用體積空間小,成為了加工中心上刀(dāo)具裝置首選。
機械手刀庫(kù)結構和控製係統較(jiào)為複雜,一直是加(jiā)工中(zhōng)心製造中技術難題,吸引眾多工程技(jì)術人員和學者研究(jiū)。戚洪利(lì)研究了自動換刀裝置機械結構和(hé)控製係統;梁(liáng)盈富(fù)研究(jiū)了圓盤式刀庫機械手換刀的控製程序;張繼紅研究了自動換刀機械手控製係統。隨著加工中心切削速度的提高,切削時間的不斷縮短,對換刀時間的要求也越來越高,換刀的速度已成為高精度加工中心的一項重要指標。
以企業用 FANUC 立式加工中心刀庫結構和控製係統(tǒng)改造設計為例,研究了機械手刀庫換刀速度提升問題,進而提升(shēng)加工效率。
1、機械手刀庫基本組成
機械手刀(dāo)庫主要由刀盤、刀夾、升降氣缸、刀庫電機、機械臂、刀庫信(xìn)號和刀(dāo)庫計(jì)數開(kāi)關、凸輪、錐齒(chǐ)輪、杠杆、凸輪(lún)滾子組(zǔ)成。針對企業設備實際需要,本次設計一台單臂雙(shuāng)爪回轉式機械手(shǒu)刀庫。
2 、機(jī)械手刀庫的設計要求
機械手刀庫驅動(dòng)方式一般分為普通電機(jī)驅動、伺服電(diàn)機驅動、液動驅動等,為使刀庫(kù)符合加工中心的(de)加工需求,本次設計以普通電機為例,對刀庫設計進行分析,確保刀庫運行可行。其中,轉速為 3000 r/min,配(pèi)合減速器使用(yòng)為 200 r/min。結合電機驅動條件,計算出(chū)立式加工中心自動(dòng)換刀裝置轉矩 T(扭(niǔ)矩公式:T=9550P/n),其中 T=47.75 N·m,刀庫轉(zhuǎn)動軸功率及轉速分別為 200 W,600 r/min,為使設計精度得以提升,其圓柱齒輪轉轉動之(zhī)比(nm/i1、nm/i2)中 i 的取值範圍控製在 3 至5 之間(jiān),本次計(jì)算取平均值 4。
聯軸器效率為 η=0.99,η=0.995 為滾動軸承效率,齒輪轉動效率為(wéi) η=0.997。經計算各軸轉矩分別為 136.14 N·m、525.58 N·m,依據公式 dmin=A03 計算自動換刀裝置軸最小直徑分別為 dmin1=42.65 mm,dmin2=39.84 mm,經計算得出齒輪(lún)重要幾何尺寸為:d1=m,z1=84 mm,d2=m,z2=268 mm,a=m/2(z1+z2)=176 mm,b=Фd,d1=58.8 mm,經計算(suàn)刀庫(kù)設計強度滿足立式數控加(jiā)工中心自動(dòng)換刀裝(zhuāng)置(zhì)設計需(xū)求。
運用三維繪圖軟件 Solid Work 設計刀庫機械結構,運用虛擬仿真技術(shù)模擬刀庫的(de)動作過程,為加工作準備,如圖 1 所示。
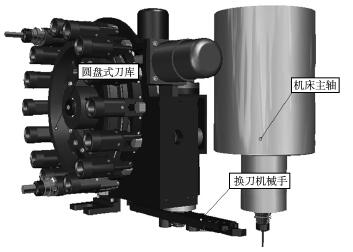
圖 1 機械手刀(dāo)庫結構
3 、機械手刀庫換刀(dāo)過程
機械手臂式換刀最大的優(yōu)點在於可(kě)以隨機換刀還刀,無需刀(dāo)套和(hé)刀號一一(yī)對應,當數(shù)控係統檢測到 M06 調(diào)用的宏程序和T 選到脈衝信號的時候,機械手開始動(dòng)作。首先主軸實(shí)現“主軸定位”,能準確無誤的使(shǐ)刀具插入或拔出主軸;然後 Z 軸(zhóu)開始下降,下降的位置就(jiù)是將要換刀的位置,也稱“換刀(dāo)點”,這個換刀的(de)位(wèi)置(zhì),是靠參數來設置的;接下來刀庫裏麵的刀盤開始旋轉,旋轉的停止位置就是當前所輸入的M6 TXX,他在(zài)平行於換刀點位置停止(zhǐ);然後(hòu)當前刀套倒下,再然後(hòu)機械手開始動作;機(jī)械手的一端扣(kòu)住倒下刀套的刀柄,另一端扣(kòu)住主軸(zhóu)處(chù)的刀(dāo)柄;主軸上方的氣缸開始工作;主軸由緊刀狀態變成鬆刀狀態,這時的機械(xiè)手繼(jì)續動作,機械手會向下運動,運動到一定的(de)位置時,機械手旋轉 180°,來實現刀(dāo)具的交(jiāo)換。機械手臂實現刀臂交換(huàn)之後,主軸由鬆(sōng)刀狀態(tài)轉為緊刀狀態(tài),這時機械手動作回到初始狀態,換刀流程如圖 2 所(suǒ)示。
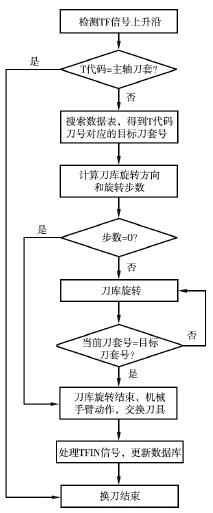
圖 2 換(huàn)刀流程
4 、宏(hóng)程序使用
目前(qián)加(jiā)工中心機械手刀庫有兩種類型的換刀程序的編製:一是由(yóu) PMC 程序控製實現全部動作;二是由 PMC程序實現單步動作,而由宏程序實現換刀動作(zuò)的順序部分。由(yóu)於宏程序的編程簡單,尤其是可以方便的進行條件判斷,改變程序的流程,分析和調(diào)試(shì)程序也方(fāng)便,所以本(běn)設計,換刀程序選用宏程序方式編製。機械手(shǒu)刀庫的換(huàn)刀分解為(wéi)兩部分,第 1 部分(fèn)為換刀。
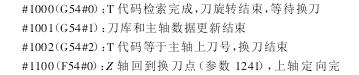
在實際(jì)加(jiā)工過程(chéng)中,可先發出選刀指(zhǐ)令完成選刀,在需要換(huàn)刀的工步再行執行換刀,這樣可以節約(yuē)換刀時間。具體宏程序(xù)編(biān)製說明如下。其中,變量功能 #1000~#1015 把 16 位信號從 PMC送到用戶宏程序;變量 #1000 到 #1015 用於按位讀取信;#1032 號。變(biàn)量 #1032 用於一次讀取一個 16 位信號(hào);變量(liàng)功能 #1100~#1115把 16 位信(xìn)號從用戶宏程序送到 PMC;變量(liàng) #1100 到 #1115 用於按位寫信(xìn)號;#1132 變量 #1132 用於一次寫一個(gè) 16 位信號;變量 #1133 用於從用戶宏程序一次寫(xiě)一個(gè) 32 位的信號到PMC。注意:#1133 的值為從-99999999 到+99999999。
4.1 宏變(biàn)量解釋
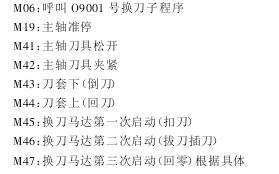
4.2 M 代碼含義
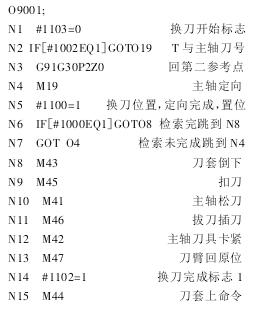
4.3 宏程(chéng)序代碼
5、 PMC 程序設計與(yǔ)調試
5.1 主要程序說明(míng)
采用 FANUC 0i-MD 數控係統(tǒng),進行 PMC 程序編製。
主要程序功(gōng)能指令說明如(rú)下:當在(zài) MDI 或者自動運行時,輸入 M06 TXX,T 指令執行,在PMC 程序中 F7.3 發出選通(tōng)脈衝信號(hào),如圖 3 所示。
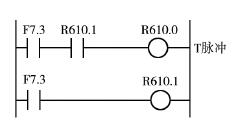
圖3 T脈衝信號(hào)
當(dāng) T 發出脈衝信號時,開始在 PMC 程序中進(jìn)行檢索(suǒ)刀號,如圖(tú) 4 所示。
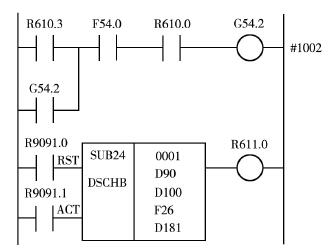
圖 4 T 數據檢索
當檢索到(dào)所選刀號的時候,通過計數器來判斷,如圖 5所示。
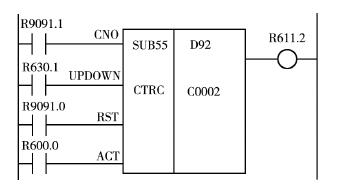
圖5 計算器
刀庫旋轉的時候,刀庫計數器也(yě)在一直運(yùn)行,當 ROTB 指令(lìng)在尋找刀號時,計數器在一直判斷,直到所選刀號等於當前刀號,如圖 6 所示。

圖 6 ROTB 選刀指令
5.2 調試說明
加工中心機械(xiè)手刀庫機械結構和電氣安裝完成後,進行PMC 程序調試。 在運行(háng)調試機械手刀庫之前(qián),需要先設置好數控(kòng)機床的參(cān)考(kǎo)點,以及第二參考點(即換刀點),換刀點需要手動調試。當調整好(hǎo)換刀點後,空刀情況下模擬(nǐ)有刀運行,當確保無誤之後,進行正常換刀。
6 、結束語
(1)設計一款適用於加工中心機(jī)械手刀庫,並設計製作三維模擬(nǐ)動畫的結構(gòu)圖,在(zài)分析研究基礎上(shàng),設計改進機械手刀庫的(de)換刀(dāo)流程。
(2) 設(shè)計加工中(zhōng)心機械手刀庫 PMC 程序,並(bìng)在設備上安裝(zhuāng)調試運行正常。
該(gāi)加工中心改造(zào)後經企(qǐ)業使用半年,實踐表明係(xì)統(tǒng)運(yùn)行狀況良好,可靠性高;機械手刀庫控製係統的改進提高加工效率,提升企業經濟效益,為(wéi)其他同類加工中心機械手刀庫設計提供(gòng)參考案例。
基金項目: 浙江省基(jī)礎公益計劃項目(LGG19E050018)和浙江機電職業技術學院重大研發孵化項目(A027118106)資助)
作者:張偉中 1、2,徐誌鵬 1,潘潮輝 3,徐曉風(fēng) 1
來源:1.浙江機電職業技術學院(yuàn)自動化學院 2.浙江理工大學(xué)機械與自動控(kòng)製學院 3.杭州空靈(líng)智(zhì)能科技有限公(gōng)司
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息(xī)

業界視點
| 更多

行業數據(jù)
| 更多(duō)
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(chē)(轎車)產量數據(jù)
博文選萃
| 更多(duō)