賓太克")



一種小直徑刀具輔助水平夾(jiá)持裝置
2024-5-22 來源:- 作者:-
摘要(yào):根據小直徑刀具(jù)的研磨加工夾持要求,研製了一種小(xiǎo)直徑刀具輔助水平夾持裝置,解決了夾持研磨小(xiǎo)直徑刀具時,容易產生的夾持力不穩定、夾持力難控、刀具歪斜、刀具彎曲變形等難題,詳細介紹了此(cǐ)夾(jiá)持裝(zhuāng)置的結(jié)構設(shè)計和工(gōng)作(zuò)原理。
關鍵詞(cí):小直徑刀具;輔助;水平;夾持
如圖 1 所示(shì),小直徑刀具的材料為高速鋼或硬質合金,刀刃部分(fèn)直徑很小(ϕ0.1~1.0 mm),長(zhǎng)度可達 20 mm,需研(yán)磨(mó)刀具尖部的主(zhǔ)刀麵和副(fù)刀麵,產品批量大、精度(dù)要求高(gāo)。實際生產中通(tōng)常使用彈性筒(tǒng)夾對小直徑刀具柄部進行夾(jiá)持(chí)[1]。使用(yòng)常用的彈(dàn)性筒夾夾持此類小直徑刀具(jù)時(shí),由於刀(dāo)具柄部(bù)的直徑和長(zhǎng)度都較(jiào)小,導致夾頭夾持刀(dāo)具力不均勻,使得刀具伸出套筒部分容易產生(shēng)歪斜,從而導致定位不準。此外,現(xiàn)有常用彈(dàn)性筒夾的夾持力不容易控製,夾持力過大(dà),則容易(yì)產生夾持損傷;夾持力過小,則刀具易於歪斜及(jí)鬆脫(tuō)。最後,如果隻(zhī)對小直徑刀具(jù)柄部進行夾持,因小直(zhí)徑刀具強度和(hé)硬度的不足,對刀具尖部的主副刀麵進(jìn)行研磨時,由於磨削力的不平衡作用,刀具將產(chǎn)生彎曲變形[2]。這些都(dōu)將(jiāng)嚴重影響刀(dāo)具(jù)研(yán)磨的(de)質量及效率。如何(hé)解決上述問題,研製能高(gāo)效穩定地夾(jiá)持此(cǐ)類小直徑刀具的夾持裝(zhuāng)置[3],是筆(bǐ)者公司亟需解決的技術難題。需要解決的主(zhǔ)要技術問題有:(1)因筆者公司產品種類規格多,須能通過更換不同規格的夾持工具,適應各種規格的(de)刀具夾持。(2)小直徑刀具容易夾傷或(huò)鬆(sōng)弛歪斜,須能提供合理平穩的(de)夾持力和精準的定位。(3)此輔助裝夾機構采用了(le)水平裝夾的方式,上下料時,為避免(miǎn)發生幹涉,須將水平夾持件在(zài)垂直方向錯開。
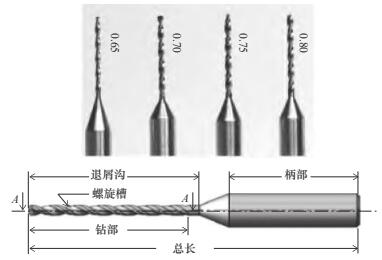
圖 1 小直徑刀具圖
1、小直徑刀(dāo)具輔(fǔ)助夾持裝置的結構
針對上(shàng)述問題,筆者公(gōng)司研製了一種小直徑刀具輔助夾持裝置。輔助夾持裝置實物圖如圖 2 所示,輔助水平夾持(chí)小直徑刀具示意圖如圖(tú) 3 所示,輔助夾持裝置圖如圖 4 所示。
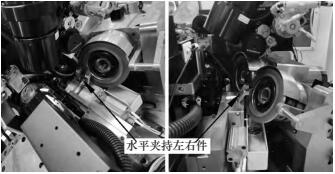
圖 2 小直徑刀具輔助夾持裝置實物圖
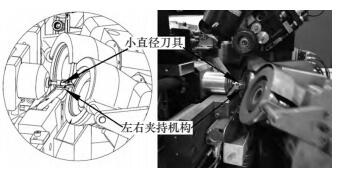
圖(tú) 3 輔助水(shuǐ)平夾持小直(zhí)徑刀具示意圖
如圖 4 所示,此輔助夾(jiá)持裝置主要由安裝板 10、左(zuǒ)夾件 8、右夾件 7 及刀具驅動件、撥件等 5 部分組成。左夾件 8 轉動連接於安裝板 10,右夾件 7 轉動連接(jiē)左夾(jiá)件 8,左夾件 8 的轉動(dòng)中心軸與右夾件7 的轉動中心軸重合,左(zuǒ)、右(yòu)夾件(jiàn)配(pèi)合用於夾持刀具;撥件包括本體 4、第(dì)一凸(tū)柱 5、第二凸柱 6 及第三凸柱 3,第一凸柱 5 及第二(èr)凸柱 6 均設於本體4 的同側,本體 4 轉動連(lián)接於安裝板 10;刀(dāo)具驅動件設於安裝板 10 並驅動撥件擺動,第一(yī)凸柱 5 驅動右夾(jiá)件 7 擺動,第二(èr)凸柱 6 驅動左夾件 8 擺動,
左、右夾(jiá)件的(de)擺動方向相反。
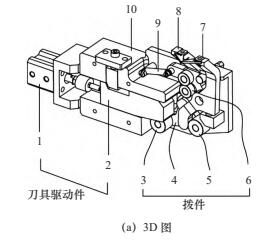
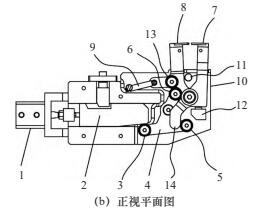
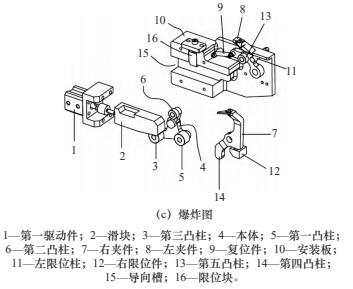
圖 4 輔助夾持裝置(zhì)圖
此輔助夾(jiá)持裝置的結構設計具有(yǒu)以下特點:
(1)采用左、右夾件由同一動力源和同一傳(chuán)動機構控製的結構(gòu),有效保證了穩(wěn)定(dìng)可靠平衡的夾持力,滿足小直徑刀具在研磨過程中的夾持力(lì)均勻平衡、夾持牢固等要求。
①左、右夾件均設(shè)有(yǒu)連接通孔,軸連接件(jiàn)依次穿過兩連接通孔後與安裝板 10 固定連接。左夾件(jiàn)8 靠近(jìn)安裝板(bǎn) 10,軸連接件與兩連接通孔均間隙設置,使得左(zuǒ)、右夾件均呈轉動(dòng)狀態。②右夾件 7 設有第四凸柱 14,第四凸柱 14 與第一凸柱 5 抵觸,第四凸柱(zhù) 14 的設置方式,方便第一凸柱 5 驅動右夾件 7 同向轉動;左夾件 8 設有第五凸柱 13,第(dì)二凸柱 6 驅動第五凸柱 13 擺(bǎi)動,通過第五凸柱 13 與第二凸(tū)柱 6 之(zhī)間的(de)摩擦力,使(shǐ)得第五(wǔ)凸柱 13 轉動,同步帶動左夾件 8 反向轉動。③撥件的本體 4 大(dà)致呈(chéng)三角狀平板結構,第一凸柱 5 及第二凸柱(zhù) 6 分別安裝於本體 4 的角部位置,當待加工的刀(dāo)具(jù)輸送至夾持裝置工位時,刀具驅動件驅動撥件轉動,第一凸柱 5 及第二凸柱 6 同(tóng)步轉(zhuǎn)動,第一凸柱 5 驅動右夾件 7 同向轉動,第二凸柱6 驅動(dòng)左夾件 8 反向轉動,使得(dé)左(zuǒ)、右夾件的夾頭部(bù)靠近(jìn)或遠離,實現夾緊或鬆開刀(dāo)具的目的(de),且夾緊力相同。
(2)刀具驅動件采用氣(qì)缸、斜麵等結構,提供穩定可靠且可調節的夾持力,確保了夾持運動的穩定性和可控(kòng)性,滿足小直徑刀具在研磨過程中的夾持力適中、夾持穩定等要求。
圖 4b 中(zhōng),滑塊 2 的下側壁設有斜麵,斜麵與撥件上的第三凸柱 3 抵觸,驅動第(dì)三凸柱 3 運動,即實現(xiàn)撥件的同步(bù)擺動,結(jié)構簡單,動作穩(wěn)定可靠。圖 4c 中,安裝板 10 還包括導向槽 15,刀(dāo)具驅動件包括設於安裝板 10 的第一驅動件 1 和滑動連接於(yú)導向槽(cáo) 15 的滑塊 2,第一驅動件 1 驅(qū)動滑塊 2 運動,滑塊 2 驅動撥件擺動,刀具驅動件為氣缸結構,滑塊 2 沿導向槽 15 往返運動,確保滑塊2 運動方(fāng)向的穩定性,確保生產的可控性。
(3)采用限位塊、限位柱等結構,控製左、右夾件轉動張合角度,滿(mǎn)足不同規格直徑的刀具夾持需要(yào)。
①安裝板 10 設有限位塊 16,滑塊 2 設有缺口,缺(quē)口的寬度大於限位塊 16 的寬度(dù),限位塊 16 突伸入缺口內,限位塊 16 的設置使得滑塊 2 在預設範圍(wéi)內(nèi)運動,從而控製左、右夾件的轉動角度。②左限位柱 11 和右限位件 12 使得左、右夾件的轉動角度進一(yī)步(bù)可控(kòng)。左限位(wèi)柱 11 設於安裝板(bǎn)10,設於左、右夾件之間並靠近左(zuǒ)夾件 8 設置,用於限製左夾件 8 的轉動角度;右限位件 12 包括固定(dìng)塊及彈性件,固定塊設於安裝板 10,彈性(xìng)件的兩(liǎng)端分別與固定塊和右夾件 7 連(lián)接,右限位件 12 遠離右夾件 7 的夾頭部,用於控(kòng)製右夾件(jiàn) 7 的轉(zhuǎn)動角度。
(4)夾持組件還設有複位裝置,滿足(zú)重(chóng)複夾持要求。複位(wèi)件 9 的一端與安裝板(bǎn) 10 固定連接,另(lìng)一端與左夾件 8 連接,複位件 9 為彈簧結構[4],確保左夾件 8 能(néng)順利複位;同理,右限位件 12 上的彈(dàn)性件則確保(bǎo)右夾件 7 能順利複位。
(5)采用左、右夾件在垂直(zhí)方(fāng)向上(shàng)反向旋轉擺動張合結構,上下料時,將水平夾(jiá)持件在垂直方向錯開,避免了上下料時發生幹(gàn)涉。
2、小直徑刀具輔(fǔ)助夾持裝置的工作原理
如圖 4a 和圖 4b 所示,初始狀態下,左夾件 8和右夾件 7 分別在彈簧複位件 9 和(hé)右限位件 12 上的彈性件的作用下,處於鬆開狀(zhuàng)態,張開的(de)角(jiǎo)度分別由左限位柱(zhù) 11 和右限位件 12 決定。第一驅動件1 在氣缸的作用下,通過連接軸驅動(dòng)滑塊 2 沿著導向槽 15 向(xiàng)前運(yùn)動,滑塊 2 通過前端的(de)斜麵驅動第三凸柱 3 沿著中心軸逆時針轉動,同時帶動(dòng)同屬撥(bō)件上的第一凸柱 5 和第二凸柱 6 也都(dōu)沿著中心(xīn)軸逆時針同步轉動。
第一凸柱 5 驅動右夾件 7 上的第四凸柱 14 沿著中心軸順時(shí)針(zhēn)同步轉動,從而帶動右夾件 7 的夾頭部向逆時針即夾緊(jǐn)方向轉動。同(tóng)時,第二凸柱 6驅動左夾件 8 上的第五凸柱 13 沿著中心軸順時針同步轉動,從而帶動左夾(jiá)件 8 的夾頭部(bù)也向順時針即夾緊方向轉動。
這樣(yàng)通過左夾件 8 和右夾件(jiàn) 7 的(de)反向同(tóng)步轉動,使得雙方夾(jiá)頭部互相靠近,從(cóng)而實現(xiàn)夾緊刀具的目的。且因(yīn)為(wéi)左右夾件的夾持運動和夾持(chí)力都來自同一動力源和同一傳動機構,從而實現了左右夾持運動和夾(jiá)持力的平衡,受力均勻,夾持穩定,夾持力適中(zhōng)[5]。
3、結語
此裝置設計(jì)巧妙,特別適合於小直徑刀具的(de)輔助夾(jiá)持。研磨加工小直徑刀具時,能根據刀具長度移動(dòng)到需要進行夾持刀具的準確位置,有效保證了夾頭位置的精確。采用左右夾件由同一動力源和同一傳動機構控製的結構,有效保證了(le)穩定可靠(kào)平(píng)衡的夾持力,滿足小直徑刀具在(zài)研磨過程中的無損傷、牢固夾持(chí)要求,為研磨砂輪對刀定位、研磨精度(dù)檢測(cè)和研磨加工提供可靠夾持及精(jīng)度位(wèi)置保證。解決了夾持研磨小直(zhí)徑刀具時,容易產生的夾(jiá)持(chí)刀不均勻、夾持力難控、刀具歪斜以及刀具彎曲變形等難題[6]。實際生產中,經檢(jiǎn)測,采用此刀具輔助夾持裝置後,上下料重複定位精度達到±0.02 mm,研磨良率達到 98% 以上。目前(qián),此刀具輔助夾持裝(zhuāng)置(zhì)已在筆者公司及相關客戶公司大規模使用,大大提高了產(chǎn)品精度,降了生產成本,創造了可觀(guān)的經濟效益。
作者:肖玉星① 吳光明① 王(wáng)俊鋒② 常牧③
來源:東莞市技師學院 廣東鼎泰機器(qì)人科技有(yǒu)限公司 東莞市高技能公共實訓中心
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業(yè)數據
| 更多(duō)
- 2024年11月(yuè) 金屬切(qiē)削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本(běn)型乘(chéng)用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據