太克")



加工中心主軸錐孔嚴重(chóng)損傷簡易修複方法
2020-12-1 來源: 山西(xī)平陽重工機械有限責任公司(sī) 作者:張強
摘要:DMU103V立式加工中心主軸錐孔(kǒng)嚴重損傷無法用主軸錐孔衍磨機修複,通過將主軸錐孔損傷部位車削掉裝入(rù)孔套,修複主軸錐孔錐度保證正(zhèng)常加工的足夠強度,滿足工件加工的工藝要求,恢複設備精度,保證設備正(zhèng)常運轉。
關鍵詞:加工中心;主軸錐孔;孔套;修複
0 引言
公(gōng)司一台DMU103V立式(shì)加工中心在進行工件銑外圓工序時,出現異常尖叫(jiào)聲後操作工緊急停車,手動恢複到安全區域檢査,發現工件外圓斷續加工,刀柄在主軸(zhóu)錐孔內(nèi)能夠晃動,主軸錐孔口(kǒu)部有嚴重擠壓損傷。操作工人害怕(pà)因設備損壞受到公司設備(bèi)部門處理,就利用手(shǒu)持風砂輪對主軸(zhóu)錐孔(kǒng)損傷部位進行打(dǎ)磨,插入刀具後加工工件精度基本喪失(shī),不能滿足(zú)工藝(yì)要(yào)求後申請公司設備維修部門修理。
1、現場檢查
(1)主軸錐(zhuī)孔(kǒng)內部結構如圖1所示。
(2)主軸錐孔底部(bù)到孔內(Z軸方向)13mm左右、深度(dù)1周(1--2)mm不均勻砂輪(lún)打(dǎ)磨痕跡。
(3)主軸拉爪(zhǎo)鎖緊、鬆(sōng)開功能正常,拉爪無斷裂(liè)。
(4)主軸精(jīng)度檢測。①L=30mm時,主軸徑跳0.02mm,主軸端跳0.005mm;②i=300mm時,主軸徑跳0.7mm,主軸端跳0.01mm。
(5)主軸檢驗棒鎖(suǒ)緊後,用力來回推能明顯感覺到錐柄在錐孔內晃動。
(6)損傷及打磨(mó)部位(wèi)是(shì)幾乎整個4區。
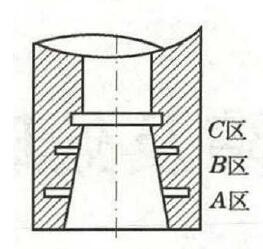
圖1主(zhǔ)軸錐孔(kǒng)內部結構
2、原因(yīn)分析
(1)錐孔底部損傷應該是刀柄與主軸(zhóu)錐孔之間發(fā)生高速相對位(wèi)移、摩擦造成的(de)。
(2)造成位移(yí)的原(yuán)因是拉爪機構拉力不(bú)足沒有拉緊、拉爪斷裂(liè)損(sǔn)壞、拉釘與拉爪配合過長不緊密、刀柄外部有異物造成拉爪沒拉到(dào)位或者沒拉正,等等。
(3)通過現場仔細觀察拉爪鬆開(kāi)後內部磨損痕跡情況判斷,應該與拉釘、拉爪有密切(qiē)關係,確認拉爪完好,最後認為可能問題出(chū)在拉釘上。
(4)過排査鏈式刀庫(kù)所有刀(dāo)柄發現有兩把刀柄的拉釘出現鬆動(dòng),其中一把(bǎ)鬆動嚴重的正(zhèng)是出現故(gù)障時所使用(yòng)的刀柄。
(5)操(cāo)作工利用(yòng)風砂輪打磨(mó)損傷部位又對主軸錐孔造成二次傷害。
3、查閱資料,市場詢價
(1)公司設備維修能(néng)力有限,不(bú)能及時製定出維修方案。
(2)查閱設備出廠隨(suí)機資料獲知該主軸為電主軸,主軸錐孔與電機轉子是(shì)一體。
(3)聯係設備生產廠家得到答複(fù)是主軸無法修(xiū)複(fù),隻能更(gèng)換整(zhěng)個主軸,且供貨周期1〇 ̄12周,價(jià)格10萬元左右(yòu)。
(4)互聯網查閱資料獲知,可利用主軸錐孔研磨機修(xiū)複(fù)主(zhǔ)軸錐孔,電話聯係後告知不能上(shàng)門(mén)服務(因公司在內陸地區,距離較遠),需將設備主軸拆解下來郵寄到對方公司,維修費1萬元左右。將設備主軸錐孔(kǒng)損(sǔn)傷情況告知對方後,答複損傷太嚴重,修複可(kě)能性不大。
(5)互(hù)聯網查閱資料獲知,《機(jī)床主(zhǔ)軸錐孔簡易修複方法(fǎ)》一文中提到可利用固定的刀柄、砂紙(zhǐ)條,與主軸配合旋轉達到研磨修複主軸錐孔的目的。但此方法(fǎ)不適(shì)合該故障的修複,修複的量有限。
4、主軸(zhóu)錐(zhuī)孔修複思路
臨摹《機床主軸錐孔簡易修複方法》一文的主軸錐孔(kǒng)修複方法,采用將(jiāng)內螺紋車(chē)刀固定(dìng)在工作台上,伸(shēn)人主軸(zhóu)錐孔內將損傷(shāng) 部位(wèi)車削掉,製作一個孔套采用過盈配合方(fāng)式鑲(xiāng)人其中,再用內螺紋車刀加工其錐度,保證與刀柄配合嚴密,恢複設備主軸精度。
5、製定方案(àn)
(1)將上述修複思路告知工藝技術人員後(hòu),協助提供加工刀 具、夾具,製定孔套的加工工藝。
(2)將(jiāng)主軸(zhóu)錐孔(kǒng)4區損傷(shāng)區域沿軸方向(xiàng)車削成圓柱(zhù)孔,如圖2所示。

圖2圓柱孔
(3)製作如圖3所示孔套,材料40cr或45*調質(zhì)。
(4)將(jiāng)孔套鑲人圖2孔內,之後與刀柄配合(hé)精(jīng)車7:24錐孔直至刀柄錐麵與錐孔配合嚴密。
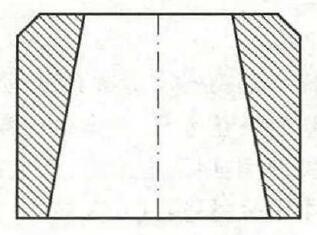
圖3 孔套
6、修複(fù)實施
(1)査(chá)閱資料JT40主軸錐孔半錐角為 8.297145。。
(2)按照圖3要求加工孔套,製作完成後放人冷凍箱,-20弋,2 h以上。
(3)如(rú)圖4所示,用(yòng)平口虎鉗將內螺紋車刀(公司自製,四方(fāng)刀柄)垂直工作台鎖緊,虎鉗與工(gōng)作台T形槽平行且固定在工(gōng)作(zuò)台中央區域。
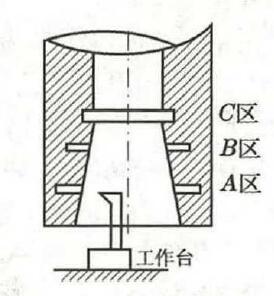
圖4垂直工作台(tái)鎖緊
(4)根(gēn)據刀具情況實(shí)時調整主軸轉速,利用內徑(jìng)千分尺以及(jí)深(shēn)度尺,按照圖2要求車削(xuē)主軸錐孔。加(jiā)工過程中要嚴密觀察刀具穩定、主軸運(yùn)轉情況(kuàng),防致(zhì)對主軸再次造成傷害。
(5)確認主軸錐孔及孔套尺寸符合圖(tú)2和圖3要求後,將儲存於冷凍(dòng)箱的孔套強行裝人主軸錐(zhuī)孔,保證孔套的上表麵及側麵與(yǔ)主軸錐孔完全接觸。安裝完成後錐孔、孔套如圖5所示。
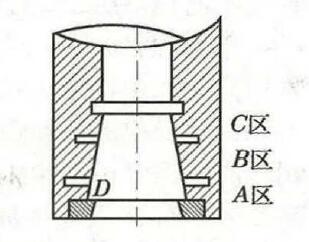
圖5錐孔、孔套
(6)啟動主軸,轉(zhuǎn)速5 r/min。
(7)移動設(shè)備(bèi)A:, Z軸,將刀尖接近主軸錐孔4區(qū)無打磨區域的一點,如圖5中點,直至刀尖與錐孔接(jiē)觸(chù),設此點為工件原點(diǎn)。
(8)編製車削錐度加工程序(xù)。
G54 G90 X0 Y0 Z0
M03 S50
G01 XO YO F100
G01 ZO F100
G01 X-1.896 Z13 F100
G01 X20 F300
GOl Z100
M05
M30
(9)通過不斷平移工(gōng)件坐標係(改變X軸的坐標值),執行上述程序配合主軸檢驗棒(bàng)檢測主軸精度,最(zuì)終測得精度結果(guǒ):L=300 mm時(shí),主軸(zhóu)徑跳(tiào)0.01 mm,主軸端(duān)跳(tiào)0.005mm〇
(10)用400號砂(shā)紙拋光(guāng)主軸錐孔孔內及底部,主軸檢驗棒檢測精度(dù)無變化。
(11)執行(háng)手動換刀、自動換刀程序(xù),動作靈活(huó)、無卡頓(dùn)。
(12)試切工件,精度(dù)能滿足工藝要求。
7、方案特點
(1)無(wú)需拆(chāi)解主軸,無需維修機械工具。
(2)維修周期短,共需半天時間。
(3)維修費用低廉,所(suǒ)需部件全部自製。
(4)對維修人員、操作人員要求較高,需要熟悉設備操作、編製程序、夾具使用。
8、後(hòu)期使用效果
該設備主軸(zhóu)錐孔采用此(cǐ)方法修複至今一年多,主軸手動(dòng)、自動換刀靈活,錐孔內側基本無磨損,加工工件能夠滿足工藝(yì)要求,可以說(shuō)基本恢複了該設備(bèi)主軸幾何精度,保證設備的正常(cháng)運(yùn)轉。
投稿箱:
如果(guǒ)您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
州金馬")
業界視點
| 更多
牌調查")
行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產(chǎn)量數據
- 2024年(nián)11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量數據
- 2024年(nián)10月 軸承出口情(qíng)況
- 2024年(nián)10月 分(fèn)地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷(xiāo)量(liàng)情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月(yuè) 基本(běn)型乘用車(轎車)產量(liàng)數據
博(bó)文選萃
| 更多