")



進給軸(zhóu)帶位置環時多級變速在(zài) 840Dsl 中的實現
2019-6-25 來源(yuán): 中國第一重(chóng)型機械股份公(gōng)司 作者:樊 凱
摘要 : 進給軸在位置環(huán)建立後, 如果傳動比突然變化, 即變速實現(xiàn), 則(zé)最大速度、 進給速度、 跟隨誤差以及定位精度等都會相(xiàng)應改變, 如何平滑順暢實現變速而不引發報警, 是一個(gè)難題。本文闡(chǎn)述了實(shí)現方法。

1. 課題必要(yào)性
主軸變速功能(néng)在所有使用(yòng) ISO 代碼的數(shù)控係統中都規定了(le)一些特定代碼和功能, 比如西門子 840D 係列中, 輔助應答代碼 M41~M45 分別代表(biǎo)了主軸的Ⅰ、 Ⅱ、 Ⅲ、 Ⅳ和Ⅴ擋, 這些(xiē)擋位的傳動(dòng)比(bǐ)參數可以提前預設寫入, 為 31050和 31060, 當主軸變速完成後, 對應(yīng)接口信號 DBX16.3 為 1, 同 時 DBX16.0 和 DB16.1、DBX16.2 組合起來反饋當前擋位信(xìn)號, 讀(dú)取對應擋位(wèi)的傳(chuán)動比和對應擋位的最大(dà)速度(dù)值, 則所有參數都能匹配起來, 擋位變換產生的輪廓偏差、定位誤(wù)差等(děng)都(dōu)可分別調整, 可以實現加工編程中的速度變換。
進給軸多(duō)級變換功能則沒那麽容(róng)易實現, 因為 840D 係統中沒有在參數(shù)設計中充分考慮進給軸多級變速功能, 對於進給軸變速後的最大進給(gěi)速度、 加速度、 定位誤差、 輪廓偏差、 伺(sì)服增益係數和傳動比等都沒有設置對應擋位的參(cān)數組,最最關鍵的問題(tí)是, 西門子沒有相應的接口信號通知 NC 係(xì)統該進給軸當前擋位, 無法將實際(jì)擋位與參數係(xì)統有機結合起(qǐ)來, 那麽(me)就會出現這種情況, 就是進給軸變速後, 由(yóu)於 NC 無法得知(zhī),但速度變化引發的輪廓(kuò)偏差、 定位誤差等會讓進給軸頻繁報警, 無法工作。 當然了, 變速完成後,手動去輸入所有相關參數是可以的, 但是, 這種方法太(tài)低級了, 總不能(néng)操作人員每次變速完成後,維修人員親自去修改機床(chuáng)參數吧?因此, 這不是長久之計。
那麽, 進(jìn)給軸多(duō)級變速是否有必要保留呢?在現代新機床設(shè)計中, 進給軸多級速度很少看到,因為在新(xīn)機床設計中, 通過電動機功率、 轉速、傳動比和安裝空間匹配(pèi), 可以滿足(zú)一台機床的所有加(jiā)工需求, 不需要有機械變速(sù)。 但是, 在一些舊機床改造中, 則不能麵麵俱到。 比如以我改造的一(yī)台 SKODA 產 SUT200 型重型臥車為例, 原來通過Ⅰ級變速增大輸(shū)出轉矩、 降低進給速度,用於(yú)粗加工 ; 通過Ⅱ級變速提高進給速度、 降低輸出轉矩, 用於精加工。 做改造方案時, 如果隻保留一個擋位, 由於電動機安裝空間極其狹窄,可選擇的(de)伺服電動機不能滿(mǎn)足原有加工(gōng)需求, 要麽進給速度太低, 要麽輸出轉矩不夠, 機床的(de)改造就不能取得滿意的效果, 所以, 必須實現進給的多級變速。
在我最近的數控機床改造過程中, 接連(lián)發現了三例這種問題(tí), 於是(shì), 如何平滑穩定實現進給軸多級變速, 而且使位(wèi)置環不報警, 這就成了一個重要的問題。 經過多次摸索, 我們終於攻克了這個難題。
2. 實(shí)現方法
以 SUT200 型數控臥式車床為例, 刀台 X、Z 分別都具有兩(liǎng)級變速, 其中, X 軸電動機自帶編碼器, 外置光柵尺, Ⅰ級(jí)傳動比為 1:18, Ⅱ級傳(chuán)動比為 1:3, Z 軸電動機自帶編碼器, 外置一個編碼(mǎ)器做位(wèi)置環, 位置環編碼(mǎ)器自帶一個減速箱, Ⅰ級傳動(dòng)比為 1:6, Ⅱ級(jí)傳動比為 1:2,位置環編碼(mǎ)器傳動箱傳動(dòng)比為 2:5。 這兩種情況代表了兩種非常典型的全環方式, 分別以這(zhè)兩(liǎng)種情況描述進給軸多級變(biàn)速的實(shí)現。
(1) 光柵尺做位置環, 以 X 軸為例。 實現步驟如下。
第一步 : 檢查傳動比。 若機械能夠確切推算傳動比, 則可省略(luè)此步。 進行此步(bù)的前提是(shì), 與傳動比相(xiàng)關的 31050(負載齒輪箱分母) 、 31060(負載齒輪箱分子) 、 31064(附加齒輪箱分母)
和(hé) 31066(附加齒(chǐ)輪(lún)箱分子) 這幾個參數必須設置為默認值(zhí) 1, 31030(滾珠(zhū)絲杠螺距) 也按默認值 10 設置, 反向間隙補償 32450 清掉, 且 X軸應激活的是不帶(dài)光柵尺的第一測量係統(DB31.
DBX1.5=1) 。
前置條(tiáo)件滿足後, X 軸(zhóu)切換到Ⅰ級, 在 X 軸終端壓上一塊百分表, 向一個方向開 1mm, 此時(shí)可(kě)消除反向間隙, 然(rán)後百分表清零, 再向前開(kāi)1mm, 實際百分表走多些, 比如實(shí)際(jì)百分表動0.2mm
, 則傳動比為 1 ∶ 0.2=5 ∶ 1, 將此傳動比寫入 31064、 31066, 然後再壓百(bǎi)分表, 看是否準確。 界(jiè)麵如(rú)圖 1 所示。 如(rú)果有(yǒu)微量(liàng)誤差, 將傳動比細分為 500 ∶ 101、 5 000 ∶ 999 等進行嚐試, 直到誤差進一步減(jiǎn)小到可忽(hū)略不計。 如果追求更加精確的數顯精度, 可以通過激光幹涉儀進行螺距誤差補償(LEC) 。
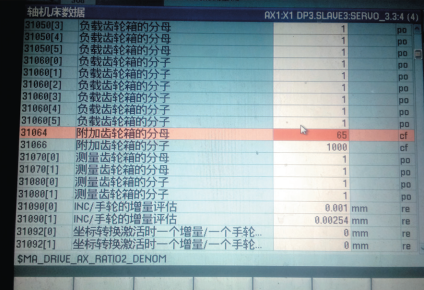
圖(tú) 1
記錄下Ⅰ級的傳(chuán)動比, 然後切換到Ⅱ級, 將31064、 31066 清掉, 重新進(jìn)行上述步驟, 得到Ⅱ級的傳動比。 這裏(lǐ)需要特別說明的是, 為什(shí)麽傳動比寫入 31064、 31066, 而不寫入 31050、31060 ?因為(wéi) 31064、 31066 的生效方式(shì)是 CF(NEW CONFIG) , 不 需 停 電 重 啟, 而 31050、31060 的生效方式是 PO(POWER ON) , 需(xū)要停電重啟。
第二步 : 建立定(dìng)義文件。 得到Ⅰ、 Ⅱ級的傳動比後, 開始寫定義(yì)文件(jiàn)。 在 840Dsl 的 “調試”菜單裏找到 “係統數據” 菜(cài)單, 再找到(dào) “定義”文(wén)件夾。 在該文件夾內新建一個定義文件, 默認客(kè)戶自(zì)定義文件名為 MMAC.DEF。 打(dǎ)開該文件,在該文件內寫(xiě)入如下內容 :
DEF M51 AS MLX1; 書寫 M51 調用(yòng) MLX1.SPF 子程序。
DEF M52 AS MLX2; 書寫 M52 調用(yòng) MLX2.SPF 子程序。
然後保存退出, 則係統開始自動編譯該定義文件, 如(rú)果(guǒ)文件內容書寫無錯誤, 則編譯可順利通過, 若編譯(yì)不(bú)通過, 請檢查書寫。 這裏,MLX1.SPF 為 X 軸Ⅰ級變(biàn)速子程序, MLX2.SPF為 X 軸Ⅱ級變速子程序。
第(dì)三步 : 建立變速子程序。 定義文件建立後, 可(kě)以在 “製造商循環” 文件夾內建立 MLX1、MLX2 變速(sù)啟動子程序。 該子程序(xù)的作用有兩個,一個是驅動 PLC 程序進行變速執行(háng)元件的動作,比如離合器、 電磁閥等 ; 一個是寫變速相(xiàng)關參數,包括傳動比、 伺服增(zēng)益係數和最大進給速度等。子程序以 MLX1.SPF 為例, 書寫子程序(xù)如下 :
M53; 驅動 PLC 開始進(jìn)給變速(sù)的條件。
G4F3; 停頓 3s, 給擋位切換時間。
$MA_DRIVE_AX_RATIO2_DENOM=1; 寫31064。
$MA_DRIVE_AX_RATIO2_NUMERA=18; 寫31066, 傳動比(bǐ)為 1 ∶ 18。
$MA_POSCTRL_GAIN=0.6; 寫伺服增益係數 32200。
$MA_MAX_AX_VELO=1000; 寫軸最大進給速度 32000。
NEW CONF; 上述參數即時生效。
M30; 程序結束。
注(zhù)意上述四個參數的生效方式均為 CF, 可以使用 NEW CONF 即時生效(xiào), 生(shēng)效方式為 PO的則不可以。 所以, 使用這種方法可(kě)寫的參數必須生效方式隻能為 CF。 程(chéng)序界麵如圖 2 所示。
第四步 : 編製 PLC 程序(xù)。 NC 方麵的準備已經就緒, 接下(xià)來就可以編製 PLC 程序了。 這裏,不贅述(shù) PLC 程序(xù), 大家可(kě)以根據實際情況自行(háng)編製。
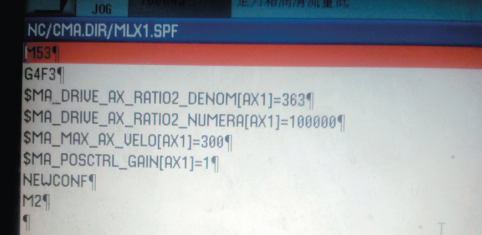
圖 2
第五步 : 全環試車。 上述步(bù)驟完成後, 則可以進行半(bàn)環試車, 可以看到, 當在 MDA 方式下執行 M51 時, 則 31064、 31066、 32200 和32000 等自動按照(zhào) MLX1.SPF 內設置(zhì)而(ér)更改 ; 執行 M52 時, 上述參數按照 MLX2.SPF 內設(shè)置而更改。 在Ⅰ擋、 Ⅱ擋(dǎng)速度下, 明顯可以看(kàn)到同樣的電動(dòng)機速度, 驅動 X 軸的速度(dù)已經按(àn)傳動比切換過來。 此時, 可以激活帶(dài)光柵尺的第(dì)二測量係統(DB31.DBX1.6=1) 。
按照常規(guī)設置, 將 3 1 0 0 0(是否光柵尺) 、31040(位置環(huán)檢測是否直接安裝到(dào)機床上而沒有中間變速(sù)) 均設置為 1, 全環設置完成。 注意(yì),若(ruò) 31040 為 0, 則 NCU 會檢(jiǎn)測 31050、 31060
的數值, 當(dāng)掛光柵(shān)尺時, 會出現輪廓監控報警、不受(shòu)控製(zhì)等現象。 由(yóu)於光柵尺直連, 31070(編碼器齒輪箱分母) 、 31080(編(biān)碼器齒輪箱分子)默認為 1 即可。
(2)編碼器外帶減速箱做位置環, 以 Z 軸為(wéi)例。 實現步驟與上麵完(wán)全一樣, 但設置參數有略微差別。 31000、 31040 必須設(shè)置為 0, 同時,31044(編碼器是否有中間變速) 必須設置為 1。由於(yú)編(biān)碼器中間有傳動比, 31070、 31080 必須設置。
3. 結語
通過西門子 840Dsl 的配套軟件 NC-VAR 也可以實現該功能, 但需要大量複雜的編程工作,有(yǒu)興(xìng)趣的(de)同行可以自行嚐試。 進給多級變速通(tōng)過這種方法實現, 不僅僅(jǐn)拓寬了設備維係(xì)人改造機床的思路, 減(jiǎn)少了不必要(yào)的機械結構修改, 而且(qiě)為其他一些特殊功能的實現提供了更加簡便易(yì)行的思路。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更(gèng)多
查")
行業數據(jù)
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月(yuè) 基本型乘用車(轎車(chē))產量(liàng)數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量(liàng)數據
- 2024年10月(yuè) 軸(zhóu)承出口情況
- 2024年10月(yuè) 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬(shǔ)切削(xuē)機床(chuáng)產(chǎn)量數據
- 2024年(nián)9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量(liàng)數據
博文選萃
| 更多