



[ 摘要]結合北京地鐵某標段施(shī)工過程中遇到的盾(dùn)構機刀具(jù)嚴重磨損和刀盤失效等問題,在常壓的條件下進倉對刀盤進行了改造並更換了全部(bù)的刀(dāo)具,取(qǔ)得了在北京砂卵石地質條件(jiàn)下刀盤設計和刀(dāo)具布置的經驗; 並對盾構機的刀盤設計、刀具布置、刀具(jù)改造技術以及在施工過程(chéng)的緊急(jí)狀態下對刀盤和刀具進行修複改造的技術進行了初步的研究和探討。
[ 關鍵詞]盾構機; 刀盤; 刀具; 改造
盾構法是(shì)地(dì)鐵(tiě)區(qū)間隧道施工常用的方法,地質(zhì)水文(wén)適應能力強,對地麵(miàn)交通影響很小,對施工周邊環境的振動和噪聲等幹擾較小,地麵沉(chén)降控製比較好(hǎo),對周邊地下管線、地麵建築物和構築物及周圍環境(jìng)的影響比較小,施工速度(dù)比較快,工程質(zhì)量比較高(gāo)。
北京地鐵某標段區間盾構隧道括兩個區間盾構(gòu)和若(ruò)幹個聯絡通道,隧道穿越的地層主要為粉細砂、圓礫和黏(nián)質粉土和砂質粉土。選型一(yī)台廣州海瑞克公司生產的土(tǔ)壓平(píng)衡式盾構機,麵板式刀盤,開孔率(lǜ)為 30% ,采用機電一體化的液壓驅(qū)動係統(tǒng)。
1 、工程概況
1. 1 工程基本情況及設備選型
北京地鐵某標段土建施工包(bāo)括兩個區間盾構施工和各個區間的聯絡通道,線路均為雙線。第(dì) 1 個區間全長754. 172m,軌頂(dǐng)距地表14 ~ 14. 5m; 第2 個區間全長 666. 564m,軌(guǐ)頂(dǐng)距地表 14 ~ 21m。隧道結構內徑 5 400mm,外徑 6 000mm。鋼(gāng)筋(jīn)混土管片,厚(hòu) 0. 3m,寬 1. 2m,采用普(pǔ)通環管片,錯縫拚(pīn)裝。
本標段區間隧道處於北(běi)京永定河衝洪積扇軸部。
整體地(dì)勢較平(píng)坦,地麵標高在 44. 80 ~ 45. 70m。地層土質(zhì)自上而下,依次為人工填土(tǔ)層(céng)( Qml) 、第(dì)四紀全新世衝洪積地層( Q4al + pl) 、第四紀晚更新世衝洪積地層(céng)( Q4al + pl) 。地下水為上層滯水、潛水和承壓水。隧(suì)道圍岩具有上軟下硬的特點。第 1 區間隧道埋(mái)深 8. 2 ~ 9. 5m,隧道上部為黏質粉土(tǔ)砂質粉土層及粉質黏土層,洞身穿越黏質粉土砂質(zhì)粉土層及(jí)粉(fěn)質黏土層、粉細砂層、圓礫層,下部為圓礫層; 局部地段隧道底部(bù)進入潛水層,未 進(jìn) 入 承 壓 水。第 2 區 間 隧 道 埋 深14. 8 ~ 15. 6m,隧道上部為粉土層、粉土層和中粗砂層,洞身穿越(yuè)中粗(cū)砂層(céng)、圓礫層、黏質粉(fěn)土砂質(zhì)粉土層和粉質(zhì)黏土重粉質黏土層,下部為圓礫層、黏質粉土砂質粉土(tǔ)層和(hé)粉質黏土重(chóng)粉質黏土層; 隧道進入潛水層,一部分進入承壓水層。
本標段地麵周邊環境比較複雜(zá)。沿線道路為市區交通要道,經過商業中(zhōng)心和繁華(huá)鬧(nào)市,地麵交(jiāo)通繁忙,交通量很大。隧道從密(mì)集商業建(jiàn)築物和城市住宅區下穿過,建築物大多比較老(lǎo)舊(jiù),文物和危房比較多(duō); 地下(xià)管線比(bǐ)較多,包括自來水(shuǐ)、雨汙水、供熱、電力、通信等多種管線(xiàn)。
鑒於隧道穿過的(de)地層為軟(ruǎn)弱地層,以砂質粉土、粉質黏土、粉細(xì)砂層、圓礫層、卵石層等為主,且含(hán)水量豐富,大部分在潛水層中,部分段進入(rù)承壓水。為滿足能適應上述不同地(dì)質(zhì)情況的要求,盾構(gòu)機(jī)的選型和(hé)設計是關鍵。采用廣州海瑞克生產的土壓平(píng)衡盾構機施工[1-3]。盾構機(jī)直徑 6. 25m,總推力 25 300kN,最大(dà)扭矩 4 700kN·m,總(zǒng)功率 942kW,單液同步注漿。開(kāi)挖斷麵直徑(jìng) 6. 28m,隧道(dào)底板最大(dà)埋深約為 15m。
1. 2 刀盤形式
盾構機刀盤設(shè)計在德國完成。考慮到該區間隧道的地質條件和埋(mái)深小於 25m,並(bìng)對麵板式(shì)和輻條式兩種(zhǒng)刀盤(pán)特性進行比較,采用(yòng)麵板式刀盤,既能滿足(zú)隧道施工需要(yào)和提供(gòng)較好的掘進性能,同時具(jù)有適應能力強( 尤其是砂卵石地層) 和(hé)更換刀具更安全(quán)、方麵的特點,選擇了麵(miàn)板式刀盤。刀盤結構(gòu)采用中間梁支承[4],麵板式全(quán)斷麵回轉切削方式,刀盤開口率為 35% 。
1. 3 刀具形式(shì)和切削方式的選擇
考慮到隧道穿越的地層主(zhǔ)要是黏質粉(fěn)土砂質粉土層、粉質(zhì)黏土層、粉細砂層、圓礫層,針對不同地質而不同的切(qiē)削要(yào)求,刀盤設計(jì)設置了切削刀( 齒刀,見圖1) 、盤圈刀( 周邊刀,見圖 2) 、中心刀( 見圖 3) 等幾種(zhǒng)刀具,沒(méi)有選(xuǎn)擇滾刀(dāo)。切(qiē)削刀的 β( 前角) 和 α( 後角)值均為 15°。

圖 1 齒刀

圖 2 球齒耐磨周邊刀
刀具在刀盤的布置如圖 4 所示。周(zhōu)邊刀( 盤圈刀或圓弧刀(dāo)) 8 把,設球齒耐磨顆粒,沿刀盤周邊布置; 齒刀( 切削刀或割刀) 80 把,突出刀盤麵板,按全斷麵切削排列(liè); 中心刀設(shè)一把,按鼻型(xíng)半翼布置; 考慮(lǜ)到區間隧道(dào)黏(nián)性土、粉質黏土何砂性土為主,沒有(yǒu)設置撕(sī)裂刀和超前刀(dāo)。

圖 3 半翼中心刀
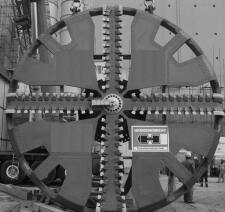
圖 4 刀盤刀具布置
從工程的實踐(jiàn)看,上述刀具的布置存在(zài)一定的問題,主要是沒有充分考慮北(běi)京的砂卵石的條件,沒有設置(zhì)撕裂刀和超前刀,周(zhōu)邊刀隻設球(qiú)齒耐磨顆粒,耐磨性能不足,同時沒有設周(zhōu)邊(biān)保護刀,中心刀切削力度不夠。
2 、施(shī)工中的刀盤(pán)修複和(hé)改造(zào)
2. 1 施工過程中發生的刀具和(hé)刀盤嚴重(chóng)磨損
本(běn)標段從第 2 個區間開始隧道掘進施工,第 2 個區間完成後,盾(dùn)構機再掘進施工第 1 個區間。盾構機在第 2 個區間始發後,當掘進至在 282 環開始,推進速度放(fàng)慢,推力和扭矩增大,泡沫注入量開始增大; 掘進至 287 環時,推進速(sù)度明顯減緩,刀盤扭矩增大,泡沫注入量大(dà)量增加,渣土溫度較高,推進耗時約 219 分(fèn)鍾; 至 288 環時,刀盤扭矩快速劇烈上升,推進停止。掘進速(sù)度曲線如圖 5 所(suǒ)示,推進時(shí)間曲(qǔ)線(xiàn)如圖 6 所示,泡沫用量曲線如圖 7 所示,推力曲線如圖 8 所(suǒ)示。
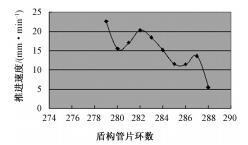
圖 5 掘進速度曲線
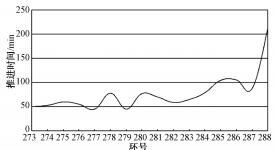
圖 6 推進時間曲線
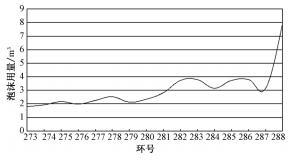
圖 7 泡沫用量曲線
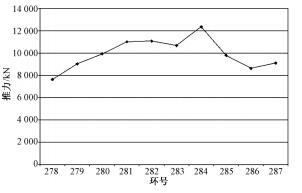
圖 8 推力曲線
當時盾構機所處的地質條件如圖(tú) 9 所示。經過分析,發生此現象的主要(yào)原因(yīn)可能(néng)是之前在黏土(tǔ)和圓礫層掘進中,黏土在刀盤中部黏結,在擠壓和相互間摩擦的作用下,膨(péng)潤土、泡沫和地層中的砂石黏土在刀盤(pán)中(zhōng)部發生固結,刀盤開口率逐漸減小。在第287 和 288 兩環的(de)施工過程中,刀(dāo)盤開口率迅速減小,造(zào)成排土不暢,扭(niǔ)矩和推力(lì)增大。同時,通過進一步的對附近人防(fáng)工程勘測調查,排除了既有人防工程坍塌所致(zhì)的可能。海(hǎi)瑞克(kè)在其他國家曾有過相似經(jīng)驗,都是加壓進艙人工清理解決。對此問題,項目和(hé)專家均認為(wéi)必須立即進倉進行檢查,對刀臂及刀盤用高壓(yā)水衝洗進行清理才能恢複盾構(gòu)正常施工。同時,在進倉前要對刀盤上方土體進行雷達探測,並進行加壓進倉前的氣密性試驗(yàn),製定周密的方案,保證工作的安全。經量測,盾構機位置(zhì)附近的地麵沉降趨於(yú)穩(wěn)定。
經過雷達探測,在(zài)刀盤上方土體沒有發(fā)現明顯的空洞,但是存在疏鬆層。盾構土倉(cāng)控製控(kòng)製在刀(dāo)盤直徑的三分(fèn)之一左右,以盡量維持對開(kāi)挖麵的土壓力。在盾構機停止後,為了保持開挖麵的穩定,應向土倉內注入(rù)高壓空氣。在加壓時,為控製由於開挖麵土體內水被排擠而造成的(de)漏氣(qì),可以較長時間(jiān)保持土倉內的壓力,要向土倉內加注稠膨潤土,在(zài)開挖麵形成膨潤土泥膜。通過注(zhù)入膨潤土漿液對周邊地層進行改善後,壓力損失(shī)速度有所減慢,但對氣壓作業還是不夠,主要原因是因為(wéi)盾構處於圓礫地層,地層空隙率較大,漿(jiāng)液散失過快。即使在更換品質較好的膨潤土(tǔ)並同時提高漿(jiāng)液重度,但仍無法維持壓力的相對穩定。隨後改(gǎi)用聚合物注入刀盤(pán)外側(cè)和土倉內進行護壁處理,壓力到目前基(jī)本維持穩定,達到氣壓作業要求。
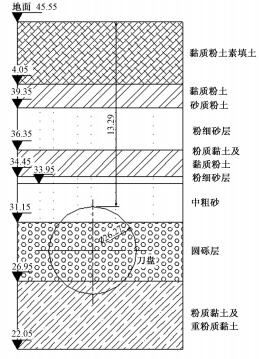
圖9 盾構機所在位置地質(zhì)橫斷圖( K9 + 124. 52)
經過周密(mì)的安排(pái)和準備,在(zài)加壓進倉進行刀(dāo)盤和(hé)刀具檢查時,發現刀盤上方土體已經(jīng)出現了塌陷的跡象,出現了局部孔洞; 同時,所有的(de)周邊刀全部被(bèi)磨損掉(diào),齒刀磨(mó)損嚴重,尤其(qí)是緊挨(āi)周邊刀的齒刀全部被磨損掉,中心(xīn)刀磨損嚴重,大部分刀具的安裝刀座磨損嚴重,刀盤麵板磨損嚴重,刀盤耐磨層(céng)基本被磨損掉( 見圖 10) 。
經過(guò)當時、事後的反複仔細的(de)分析,刀盤和刀具嚴重磨損(sǔn)的原因主要如下。
1) 掘進了 280 多環一直沒有加壓進倉進行刀具例行檢查和更(gèng)換。這主要是因為(wéi)北京盾構施工中曾多(duō)次發生加壓進倉失敗,導致(zhì)刀盤上方土(tǔ)體(tǐ)大範(fàn)圍塌陷,甚至引起刀盤(pán)上方房屋塌陷。
2) 盾構機泡沫管堵塞,使泡沫發生效果下降,影響了對土體的改良。
3) 刀具的選擇和布置沒(méi)有充(chōng)分考慮北京砂卵石地層的特點,沒有設置超前刀、撕裂刀和周邊保護刀; 同時中心刀(dāo)隻設置了(le)半翼; 周邊刀( 盤圈刀或圓弧(hú)刀) 安裝的是耐磨球齒,球耐磨效果不佳,且全部(bù)崩落,造成周邊(biān)刀和底座(zuò)嚴重磨損(sǔn)。
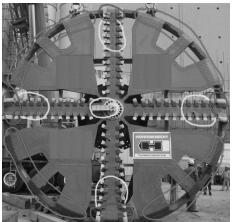
圖 10 刀(dāo)盤嚴重磨損區域
裝(zhuāng)的是耐(nài)磨球齒,球耐磨(mó)效果不佳,且全部崩落,造成周邊刀和底座(zuò)嚴重磨損。
鑒於上述情況,項(xiàng)目部決定在常壓下開倉,人工對刀盤本體和刀具、安裝基座進(jìn)行緊急修複,安裝(zhuāng)新的刀具,並對刀具的選(xuǎn)擇和(hé)布置進(jìn)行改造,以適應區間砂卵石的地質條件。
2. 2 常壓進倉前的準備
鑒於上述刀盤(pán)和刀具嚴重磨損(sǔn)的情況,在加壓的情況下對(duì)刀盤和刀具進行修複的可能性已經(jīng)不存在了。主要原因如(rú)下(xià)。
1) 修複時間(jiān)較長 長時間加壓進倉作(zuò)業,對倉內工(gōng)作人員的身體和安全都很不利(lì),同時,也不(bú)能保證刀盤上方的土(tǔ)體和建築物的安全。
2) 加壓環境下,焊接工業困難,難以保證焊(hàn)接工作(zuò)的質(zhì)量。
3) 加壓(yā)環境下,工作人員的體力和注(zhù)意力下降,無法保(bǎo)證長時間安全作業。
在加壓作業的可能性不存在的條件下,隻能選擇常壓進倉,對刀盤和刀具進行修複和(hé)改造。
常壓進(jìn)倉作業的重要前提(tí)條件就是要對刀盤上方的土體(tǐ)進行加固,保證土體的穩(wěn)定,進而保證(zhèng)進倉工作人員和刀盤上方建築物的安全。
土體加固(gù)選擇的(de)加固方式是二重管(guǎn)無收縮(suō)雙液注漿。由於地麵注漿作業區(qū)域在市區胡同內,允許作業的場地狹小,因此地麵注漿施工采用垂直(zhí)鑽杆(gǎn)和擴散式傾斜鑽(zuàn)杆相結(jié)合,在局部鑽機無法進行鑽孔(kǒng)施工的場所采用人工打入鋼花管後進行注(zhù)漿; 盾(dùn)構機(jī)洞內注漿施(shī)工,采用從觀察窗(chuāng)( 洞) 內向土體內打入鋼花管注漿。
根據地質勘察(chá)報告和雷達掃描揭示( 4. 5 ~ 6. 5m處有異常(cháng)區域) 情況(kuàng),結合(hé)隧道已開挖暴露(lù)的地質及水文情況,經(jīng)分析和驗算(suàn),初步確(què)定注漿範圍為: 注(zhù)漿厚度為 6m( 標高 41. 260 ~ 35. 260m) ,寬度為 8. 6m,長度( 隧道軸線(xiàn)方向) 為 11. 2m,如圖 11 所示。根據(jù)注漿擴散半徑計(jì)算,孔距(jù)采用 1. 0m,平麵(miàn)布孔采用(yòng)交聯等邊三角形布置原則,實施時以現(xiàn)場管線及建築物分布情(qíng)況,遵循布孔原則合理布置注漿孔位。
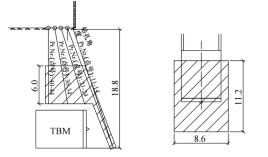
圖11 注漿加固區域( 單位: m)
為了保證(zhèng)注漿過程中土體和建築物的穩定和安全,對注漿的壓(yā)力(lì)和注漿管的位置以及漿液的擴散範圍要 進 行 嚴 格 的 控 製。注 漿 壓 力 控 製 在 0. 2 ~0. 6MPa; 注漿管的位置控製在胡同內,不能進入建築物內,從地麵進行(háng)垂直和傾斜注漿; 漿液擴(kuò)散防衛盡量控製在刀盤上方土體的左右(yòu)、下方 4 ~ 10m,既保證(zhèng)安全,又防止破壞周邊管線。
成功進行注漿土體加固後,就進(jìn)行了常壓下的(de)進倉作業,對刀盤和刀具進(jìn)行維(wéi)修改造。作業前,在在刀盤適當進行人工開挖,並對暴露的土體噴射混凝土。
2. 3 刀盤和刀(dāo)具的修複(fù)和改造
對刀盤和刀具進行(háng)的修複工(gōng)作主要包括: ①拆(chāi)除已經嚴重磨損的周(zhōu)邊刀、齒刀和中心刀; ②拆除嚴重磨損的周邊刀刀座和齒刀刀座; ③安(ān)裝新的周邊(biān)刀刀座和齒刀刀(dāo)座; ④安裝新的(de)周邊刀(dāo)和齒刀(dāo); ⑤安裝新的中心刀; ⑥對磨(mó)損嚴重的刀(dāo)盤表(biǎo)麵進行堆焊耐磨(mó)修複。為了保證修複質量,選用了高水平的電焊工。同時(shí)選用高質量的碳化鎢耐磨(mó)焊條、和 E5016 低氫鉀型藥皮的低碳鋼焊條。修複時提(tí)高了焊縫(féng)堆(duī)焊層的(de)層數和高度,以(yǐ)保證修複焊接不(bú)低於原廠刀盤的焊接強度(dù)。對刀盤和刀具進(jìn)行的修複工作主要(yào)包括:
1) 周邊(biān)刀不再采用鑲嵌耐(nài)磨球(qiú)齒,改用盤圈貝型刀,即在(zài)周邊刀(dāo)堆焊碳化鎢耐磨層後,焊接(jiē)德國海瑞(ruì)克的碳化鎢合金耐磨塊,如圖 12 所示。盤圈貝型刀專用於切(qiē)削砂卵石(shí),大大提高了周邊刀的耐磨能力[5]。

圖12 耐磨塊周(zhōu)邊刀
2) 增加周邊刀的數量,從 8 把增加到 16 把,提高刀盤切削(xuē)砂卵石的能力。
3) 增(zēng)加齒刀( 切削刀) 的數量,從 80 把(bǎ)增(zēng)加到 160把,在所有的開孔處均設置齒刀,提高刀盤的切削土體(tǐ)能力。
4) 增加了半翼中心刀,將中心刀從半翼改為(wéi)一翼,提高(gāo)刀盤的超(chāo)前擾動能力。如圖 13 所示(shì)。

圖 13 一翼中心刀
5) 將拆下來的磨損(sǔn)不是很嚴重的齒刀(dāo)焊接在周邊(biān)刀的周圍,既可以(yǐ)起(qǐ)到一定的超前的作用,有可(kě)以在一(yī)定程(chéng)度上起到周邊(biān)保護刀的作用。
6) 將拆下來的磨損不是很嚴重的齒刀焊接到麵板中間位置上,起超前撕裂刀作用。
7) 將拆下(xià)來的磨損不是很嚴重的齒刀焊接在齒(chǐ)刀附近,和齒刀( 切削刀) 形成主副切削刀(dāo)的作用,保護齒刀,大大提高刀(dāo)具的抗磨損( 耗) 能力和延長了刀具的壽命。
改造後的(de)刀盤如圖 13 所示。

圖 14 改造後的刀(dāo)盤
2. 4 刀盤和刀具的修複和改造後的效果(guǒ)
通過對刀盤和刀具的修複和改(gǎi)造,對於提高刀(dāo)具的壽命和盾構機的掘進能力,尤其(qí)是在砂卵石地層的(de)掘(jué)進能力,起到了非常(cháng)大的(de)作用。同時,加大了例行加壓(yā)開倉進行刀具檢查的力(lì)度,對磨損達到一定程度的刀具(jù)進行適時的更換,保證了盾構機的快(kuài)速掘進。盾構機始發後,至 288 環(huán)常壓(yā)開倉修刀(dāo),隻掘進(jìn)了288 環,即更換了所有的刀具( 88 把) 。而從第 289 環至第 2 個 區 間 隧 道 完(wán) 成 掘(jué) 進 共 1 026 環,隻(zhī) 更 換 了( 43) 把刀(dāo)具。而第一個區間共 1 256 環,隻加壓進倉檢(jiǎn)查刀具兩次,沒有更換一把刀具。當然,這有(yǒu)地質條件變化的原(yuán)因(yīn),但同時也有力地說明(míng)了在對刀盤和刀具的修複和改造後,對提高刀具的壽命和盾構(gòu)機的掘進能力,尤其是在砂卵石地層的掘進能力,起到了非常大的(de)作(zuò)用。
3 、結論與(yǔ)建(jiàn)議
3. 1 結論
北京的地(dì)質條件(jiàn),尤其是砂卵石,對於盾(dùn)構機的掘(jué)進(jìn)和刀盤的設計、刀具選擇,需要(yào)有謹慎的考量(liàng)。正是由於對於砂卵石的不重視(shì)以及整個北京盾構施工界的經驗不足,造成了這次刀盤和刀具的大範(fàn)圍的嚴重磨損和修複、改造。同時(shí),也正是由於對砂卵石的重視,才使得這次的修複和改(gǎi)造非常成功,對於保證完成工期,創(chuàng)造掘進記(jì)錄起到了非常重要的作用。
應該說,這次的經驗是(shì)非(fēi)常寶貴的,總結(jié)如(rú)下:
1) 周邊刀合金耐磨塊對砂卵石地層的切削能(néng)力(lì)要遠遠強於耐磨球齒顆(kē)粒。
2) 增加刀具的數量,可以大大提高刀具的切削能力和使用壽命。
3) 各種超前刀(dāo)和撕裂刀對於保護(hù)周邊刀和齒刀( 切削刀(dāo)) 是可以起到(dào)相當意義的作用的(de)。
4) 客觀意(yì)義上的主副刀(dāo)對(duì)於保護齒(chǐ)刀,延長齒刀的壽命也能起到很好的作(zuò)用(yòng)。
5) 半翼鼻型布置的中心刀的超前擾動作用不(bú)如一翼(yì)布置(zhì)的中心刀。
3. 2 建議
鑒於刀盤設(shè)計的現狀,有(yǒu)一些改造當(dāng)時隻能限於設想,無法實(shí)現,現在作為建議提出來:
1) 中心刀應該設計為魚尾刀,如日本產的盾 構(gòu)機[6],相比鼻型布置的中心刀,魚尾刀的超前擾動能力和超前切削能力能(néng)強,同時對切(qiē)削下(xià)來的土體的翻轉攪動能力也更強,可以更好得(dé)解決中心部分土體的切削問(wèn)題和改善切削(xuē)土體的流動性,大大提高盾構機整體掘進水平。這在第一個區間(jiān)比較明顯,在該(gāi)區間,中心刀位置上的(de)砂性黏土和粉質黏土混合膨(péng)潤土、泡沫,在刀盤擠壓和摩擦力的作用下,在中心刀位置(zhì)( 刀盤中部) 發生大(dà)麵積固結現象[7],是盾構機(jī)的扭矩和推力增加,掘進速度下降,不得不加壓進倉(cāng)清(qīng)除固結的(de)土(tǔ)餅。
2) 在刀具布置設計(jì)上麵,應(yīng)該(gāi)適當地增加各種超(chāo)前刀和撕裂刀(dāo)的(de)數量(liàng),以保護各種刀具,延長刀具的壽命,提高盾構機的掘進能(néng)力。
3) 對齒刀可以嚐試進行刃口部位的耐磨堆焊處理,增加耐(nài)磨堆焊層的(de)厚度,提高刃口的耐磨和抗衝擊破壞能力。
4) 對刀具本體進行耐磨堆焊處理,提高刀(dāo)具本體(tǐ)的耐(nài)磨和抗(kàng)衝(chōng)擊(jī)破(pò)壞的能(néng)力[8]。
5) 對周邊刀(dāo)的耐磨材料,是選用鑲嵌硬(yìng)質合金耐磨球齒顆粒,還是選用鎢碳合金耐(nài)磨塊,需要根據地(dì)質條(tiáo)件慎重選擇。
6) 對北京的(de)砂卵石地層,應該適當增加刀盤的開口率(lǜ),或者采用(yòng)麵板 - 輻條式的符合刀盤設計,甚至選2016 增刊 王 凱: 地(dì)鐵盾構機施工中的刀盤及刀具改造(zào)技術 407
用輻條式刀盤[9]。鑒於國內對於刀具和刀具布置的多年的研(yán)究,以及國(guó)產刀具的優良的性(xìng)價比,對於地質條(tiáo)件良好( 無砂石地層) 的(de)盾構隧道,在具有(yǒu)一定的加壓開倉換刀的能力的條件小,建議試用國產刀具。
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數(shù)據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據(jù)
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月(yuè) 新(xīn)能源汽車銷量情況
- 2024年8月 新能(néng)源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程(chéng)圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線切割機床的發展趨勢
- 國產數控係統和數控(kòng)機床何去何從?
- 中國的(de)技(jì)術(shù)工人都(dōu)去哪(nǎ)裏了?
- 機械老板做了十多年,為(wéi)何還是小(xiǎo)作坊?
- 機械行業最(zuì)新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能(néng)時代,少談點(diǎn)智造(zào),多(duō)談點製造
- 現實(shí)麵前,國人沉(chén)默。製(zhì)造業的騰飛,要從機床(chuáng)
- 一文搞懂數控車床加工刀(dāo)具補償功(gōng)能
- 車床鑽孔攻螺紋(wén)加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的(de)區別