


軟硬模輥式衝壓模具設計及工(gōng)藝(yì)優化
2019-2-14 來源: 宜賓職業技術學院 作者:劉 勇
摘要: 軟硬(yìng)模輥式(shì)衝壓模具解決了(le)傳統鋼質模輥衝(chōng)裝(zhuāng)置存在的幹涉問題,但在實際使用中仍存在諸多缺陷(xiàn),如: 上(shàng)下輥的易調節操縱(zòng)性差、板料衝裁加(jiā)工變(biàn)形大等。結合(hé)衝壓模具的實際應用情(qíng)況,對軟硬模輥式衝壓模(mó)具進行了結(jié)構改進和衝頭優化設計。優化調整了下輥高(gāo)度的楔形機構,保證衝壓時的重疊量且更容易實現上下輥的水平度; 將輥式衝壓機上的平刃口圓柱衝頭改為中空(kōng)內斜刃衝頭,減小了衝壓(yā)後產生的塌陷深度,提高了板的平整度(dù)。經計算仿真和實(shí)驗驗證,表明本(běn)文(wén)所提出的優化方案切實可行,能夠有效提高衝壓質量。
關鍵詞: 輥式衝壓模具(jù); 楔形結(jié)構(gòu); 模具缺陷; 衝頭; 衝裁力
隨(suí)著工業產品(pǐn)質量的不斷(duàn)提高,衝(chōng)壓產品呈現出多品種、少批量、複雜化、精密化、更(gèng)新換代(dài)快的特點,傳統的衝壓工藝越來越難滿足需求。
我國板材衝孔工業規模雖大,技術卻較落後,輥衝工藝的出現在很大程度上使(shǐ)當前衝壓技術得到了一(yī)定改善。
付建華(huá)等對輥式衝孔機的研究較多(duō),其研究主要集(jí)中在上(shàng)下輥模具齒輪咬(yǎo)合式的衝壓工藝,並對(duì)衝壓(yā)機的結構進行了設(shè)計與優化,對衝裁力、輥壓力、輥直徑等參(cān)數提出(chū)了理論(lùn)的計算公式,還(hái)對凸模的形狀進行了優化分析。
但(dàn)研(yán)究(jiū)對象仍還是采用了傳統的鋼質模具,並沒有解決模具磨(mó)損問題,另外這種滾動衝裁帶來了機械幹涉的問題,造成衝裁質量的下降。付誌強對輥衝進行了研究,並將其研究成果與現有的輥(gǔn)彎成形生產線進行了有效結(jié)合。趙鵬展等設計研發了上模為(wéi)鋼(gāng)模、下模(mó)為聚氨酯橡膠軟模的軟硬模輥式衝壓機(jī),該機器已能夠成功完(wán)成一定的衝孔工藝(yì),所得衝壓件質(zhì)量較高。
綜上研(yán)究成果,並結合部分大中型衝壓廠家在使用輥式(shì)衝壓中存在的不足,本文對軟硬模輥式衝壓模具進行了優化設計(jì),並對其進行實(shí)驗驗證,為輥式衝壓新型工藝技術應用於輥彎成形(xíng)生產提(tí)供(gòng)一些參(cān)考。
1 、衝壓模具簡述
輥式衝壓模(mó)具結構(gòu)主要由 3 部分組成: 喂料結構、衝裁結構及(jí)修整結構,其結構示(shì)意圖如圖 1 所示。
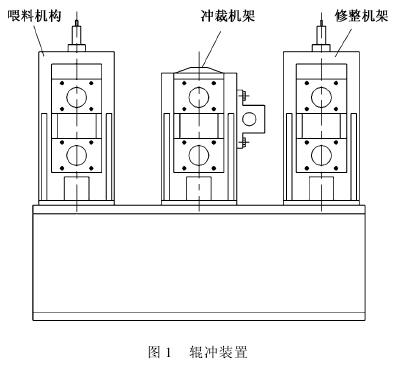
板材經喂(wèi)料結構的傳遞和(hé)調整送達衝(chōng)裁結構。為保證其水平度,3 部分結構理論上位於同一水(shuǐ)平麵上。衝壓工藝需在剪切區建立良好的水平靜壓(yā)狀態作為衝壓的必(bì)要(yào)條件,這一必要條件正是衝(chōng)壓工藝的難點。
輥式衝壓原理(lǐ)為: 受剪件局部受剪變形但(dàn)受整體不變(biàn)形的(de)製約,從(cóng)而獲得剪切麵而不出現撕(sī)裂麵。
其衝(chōng)頭與坯料局部接觸施壓,形成局部剪(jiǎn)切(qiē)狀(zhuàng)態,隨著輥軸(zhóu)的旋轉(zhuǎn),在剪切(qiē)狀態下(xià)連續地完
成衝孔。
其衝裁結構與傳統鋼製模輥(gǔn)衝裝置存(cún)在顯著不同(tóng),具體構造如圖 2 所示。
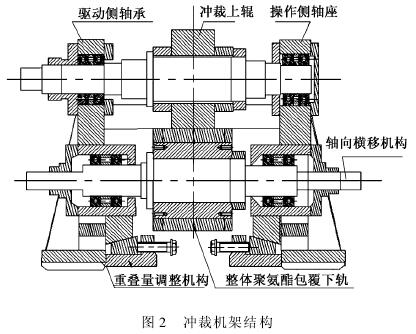
上輥采用鋼質模,而下(xià)輥采用聚氨酯,高度(dù)調節采用楔形(xíng)機構,實現上下輥重疊量的調整,調節螺栓在機座的內側。板材衝裁(cái)過後需要修整結(jié)構對其進(jìn)行矯(jiǎo)正,降低板材的變形(xíng)量。
2 、模具缺陷分析與結(jié)構(gòu)優化
衝壓模具在實際工作(zuò)中,由(yóu)於聚氨酯下(xià)輥的高度調節采用楔形機(jī)構,調(diào)節螺栓在機座內側,同時下輥高度的調節範圍也相當有限,使得調節起來非常不方便,甚至采(cǎi)用專用設備在實際操作過程中也(yě)很難調整至(zhì)期望位置。為此,本文從實際使用的易操作性出發,對衝壓模具結構、衝壓工藝進行優化。
其中,模具結構的優化包括下輥高度調整機構優化和衝頭結構(gòu)優化。
2. 1 下輥高度調整機構優化
設計下(xià)輥高度調整機構仍由 4 部分組成,包括上楔形塊、下楔(xiē)形塊、楔形塊(kuài)底座和楔形塊(kuài)擋板。將調節螺栓由機座內側(cè)調整至機座外側邊,同時增大(dà)調節高度,這樣保證了衝壓時的重疊量,而且更容易實現上下輥的水平度(dù),優化改進後楔形下輥高度調整機構中各組件設計圖如圖 3
所示(shì)。
其中,圖中所(suǒ)設計參數比改(gǎi)進前基礎上增大了約 20% 調節高度,其(qí)具體(tǐ)尺寸值僅(jǐn)作為參考(kǎo)。安裝(zhuāng)時首(shǒu)先固定底座,再分(fèn)別放置下(xià)、上楔形塊,最後用沉頭螺栓固定擋板 ( 具體使用(yòng)螺絲的規格及數(shù)量,根據衝壓模(mó)具的實際(jì)使用情況確定) 。楔形機構的各參數根據使用設(shè)備情況設計,材質選取硬質鋼(gāng)。同(tóng)時,上下楔形塊的接觸(chù)麵必須保證足夠的(de)粗糙度。
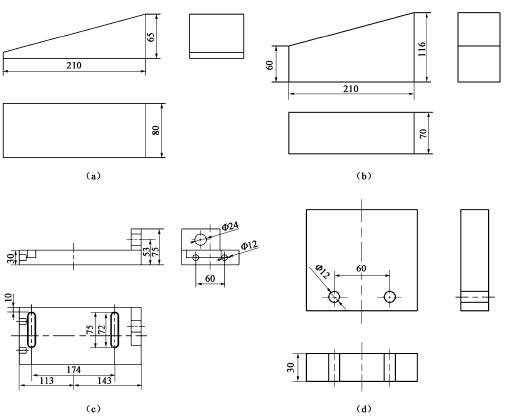
圖 3 楔形機構改進後組件設計二維圖
2. 2 衝頭優化
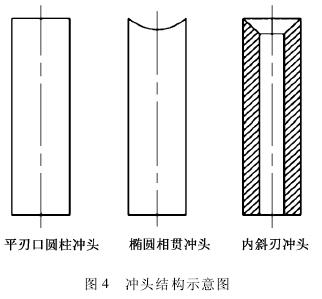
目前,設備上的衝頭通常采用平刃(rèn)口圓柱形狀,厚度一般為 5 mm。通過監測實際(jì)使用情況發現,傳統的上下(xià)往返(fǎn)式衝孔工藝,其衝頭的形狀會影響衝孔過程中的衝裁力和衝孔後板料的塌陷度。
結合工程實際,將衝(chōng)頭(tóu)采用兩種(zhǒng)方案進行優化對比,然後根據仿真結果選取(qǔ)最佳方(fāng)案。這兩種方案分別(bié)為橢圓相貫(guàn)衝頭和內斜刃衝頭,如圖 4 所示。
首先(xiān)求取在相同工(gōng)況(kuàng)下衝孔過程中(zhōng)衝頭(tóu)的衝裁(cái)力,由於仿真過程中衝(chōng)頭的變形(xíng)會耗散(sàn)衝頭衝擊能,因此將衝頭設定為剛性材料(liào); 工件設定為彈塑性材料,且材料參數按拉伸試驗測定值(zhí)設(shè)定。通過有限元仿真反求,在平(píng)刃口圓柱衝頭載荷為 5436 N 的衝壓工況下,橢圓(yuán)相貫衝(chōng)頭的衝裁力為 6459 N,內斜刃衝頭的衝裁力為 6030 N。進一步求取衝壓過程中(zhōng)斷裂瞬間 3 種結構(gòu)的衝頭變形量,即塌(tā)陷深度值。在(zài)上述(shù)反(fǎn)求(qiú)得到的(de)衝裁力作用下,材料參數同樣按上(shàng)述反求衝裁力設置(zhì),進一步計(jì)算得到其變形位移雲圖,如圖 5 所示。
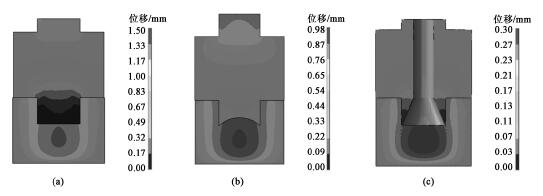
圖(tú) 5 不(bú)同衝頭形(xíng)狀的變形仿真(zhēn)結果
從仿(fǎng)真(zhēn)結果可以(yǐ)看出: 在相同工況下,采用圓柱衝頭衝孔時塌陷變形最(zuì)大,深度值(zhí)為 1. 5 mm; 采用橢圓相貫衝頭次之,最大塌陷量為 0. 9 mm; 當采用中 空 內 斜 刃 衝 頭 時(shí), 其 塌 陷 變 形(xíng) 最 小, 為0. 3 mm。由(yóu)此(cǐ)不難看出,衝頭的形狀對衝(chōng)孔(kǒng)效果的影響顯著(zhe)。
將輥式衝壓機上的平刃口圓柱衝頭改(gǎi)為中空內斜刃衝頭,衝壓後產生的塌陷深度會(huì)大大減
小,同時也減小了碾平機架的工作負擔,板料的平整度會得(dé)到很(hěn)大的提高。
2. 3 衝(chōng)壓工藝優化及衝壓質量實測對比
為(wéi)進一步對中(zhōng)空內斜刃衝頭方案進行試驗驗證,選取 Q195 鋼板作為試驗板(bǎn)材,其被試件參數為長2000 mm × 寬 100 mm × 厚 4 mm。為客觀評價其衝壓(yā)效果,衝壓的其他參數(shù)與試驗前實際使用的衝壓保持一致。
將衝壓工(gōng)藝優化調整(zhěng)為: 首先將(jiāng) 3 機(jī)架上的上下輥輥縫調整(zhěng)至(zhì)能使(shǐ)板料順利穿過,板料穿過碾平輥約 10 cm 左右; 同時,調整修整機架上輥高度,使其與下輥(gǔn)緊緊壓住板料; 然後調節楔形機構,即上(shàng)升聚(jù)氨酯下輥,左右側同時調(diào)節,以保證水平度。
衝頭將板料咬入(rù)聚氨酯裏(lǐ)一定量時為止,由於重疊量過大,當轉速較小時(shí)設備無法正常啟動(dòng),因此,調節(jiē)該步驟中的重疊量時其值不宜過大,約 5 mm左右。最後調節咬入上輥,在保證左(zuǒ)右無(wú)縫隙差的情況下,適當壓緊板料。
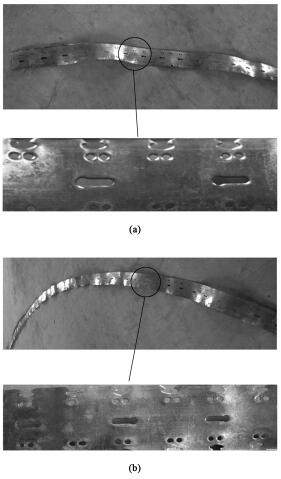
圖 6 模具優化前 ( a) 、後 ( b) 板料衝壓結果(guǒ)
圖 6 所示為模具優化前(qián)後板料衝壓結果。從被試件的衝壓結果中可以看出: 板料跑偏的問題得到很好地解決,同時衝不透的情況也有(yǒu)所改善,整個被試板料的彎曲(qǔ)度也大大(dà)降低。中間鑰匙形孔與兩側圓孔完全(quán)能夠被衝透(tòu),邊緣孔大多數能被衝透,僅有極少數孔未被完全(quán)衝(chōng)透,但(dàn)較優化之前的未(wèi)衝透孔的數量要少很多。
同時,這(zhè)些未被完全衝透的孔中,大部(bù)分是由於與板料有少量連帶所以落料未能順利掉下; 板(bǎn)料邊緣的折疊現象(xiàng)幾乎不存在。優化後被試(shì)件整體板(bǎn)料較優化前(qián)的彎(wān)曲度大大降低其平整度更好,這說明在衝壓過程中板料不均勻(yún)變形量得到了抑製。
3 、結論
( 1) 對衝裁機架上控製聚氨酯下(xià)輥高度的楔形盒機構進行(háng)改進設計,改善了調節方式,在滿足足夠壓下量的前(qián)提(tí)下(xià),使得操作更為方便,同時(shí)增大了(le)高度的調節範圍。
( 2) 在當前使用的平刃口圓柱形衝頭基礎上,優(yōu)化設計了橢圓相貫衝頭和內斜(xié)刃衝頭兩種方案,並對其進行(háng)仿(fǎng)真對比,其(qí)結果表明: 在相同工況下,橢圓(yuán)相(xiàng)貫(guàn)衝頭的塌陷(xiàn)變形量要比平刃口(kǒu)圓柱形衝頭小,中空內斜刃(rèn)衝頭塌(tā)陷變形最小,該衝頭方(fāng)案(àn)能夠有效提高板料的平整度。
( 3) 將衝壓工藝進一步調整優化,進(jìn)行試驗驗證,中空內斜刃衝頭較之原設計方案平刃口圓柱形衝頭,能夠有效解決板料跑偏的現象,同(tóng)時衝不透的(de)情況也有所改善(shàn),整(zhěng)個被試板料的彎曲度也大大降低,能夠顯(xiǎn)著提高衝壓效果。
投稿箱:
如(rú)果您有機床行業、企業相關新(xīn)聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新(xīn)聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息(xī)
州金馬")
業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數(shù)據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月(yuè) 基本型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年(nián)11月 新(xīn)能源汽車產量數據
- 2024年(nián)11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新(xīn)能源汽車產(chǎn)量數據
- 2028年8月 基本(běn)型乘(chéng)用(yòng)車(轎車(chē))產量數據
博文選萃
| 更多