


鍛壓工藝對高精度(dù)機(jī)床用鎂(měi)合金阻尼性能的影響分析
2018-8-23 來源:-- 作者:--
摘(zhāi)要:本(běn)文采用不同的鍛壓工藝製備高精度機床用鎂合金,並重點探討鍛壓工藝對高精度機床用鎂合金阻尼性能的影響,為鎂合金在(zài)高精度機床上(shàng)的應用提供試驗(yàn)數據。密度(dù)低、可回收性佳和阻尼性能好的鎂合金,在高精度機床上具有極大的應用前景。采用鎂合金生產高精度機床零部件,有利於改善機床的減震性能,提高機床的精度和可靠性。但是在實際的生產過程中,鍛壓是高精度機床用鎂合金零部件的常用製備工藝,鍛壓工藝對鎂合金的顯微(wēi)組織和綜合性能產生明顯影響.但是,關於鍛壓工(gōng)藝對高精度機(jī)床用鎂合金的阻尼性能影響鮮有報道。為此,木文采用不同的鍛壓工藝製備高精度機床用鎂合金,並重點探討鍛壓工藝對高精度機床用(yòng)鎂合金阻尼性能(néng)的(de)影響,為鎂合金在高精度機床上的應用提(tí)供試驗數據。
關(guān)鍵詞: 鍛壓工藝 機床
1、試驗材料與方法
1.1 試驗材料
以鎂錠、鋁錠、鋅(xīn)粉、欽粉和Mg-5 Mn中(zhōng)間合金為原料.采用中頻感應熔煉後鐵(tiě)模澆注的方法.製得(dé)高精度機(jī)床用鎂合金鑄錠(dìng)。添加錳主(zhǔ)要是用(yòng)於除雜。鑄錠經400℃均勻化處理6h後,采用SPECTRO IQII型能(néng)量色散X射線熒光光譜儀進行化學成分分析,結果如表1所示。將均勻化的鎂合金錠加工成小100 mmx 150 mm毛坯,在J23-100型鍛壓機床上對均勻化後的鑄錠進行鍛(duàn)壓成形,獲得高精(jīng)度機床用鍛壓鎂合金試樣(以卜簡稱試樣)。其鍛(duàn)壓工藝參數如(rú)表2所示。采用自(zì)製(zhì)模具,模具由圓形模腔、壓(yā)頭、底座和模塊組成。
表1試樣的化學成分(質量分數(shù),%)
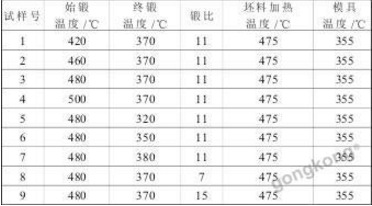
表2試樣的(de)鍛壓工藝參數
1.2 試驗方法
試(shì)樣經線切割、金相製樣和腐蝕後,用PG18型金相顯(xiǎn)微鏡觀察顯微組織,並結合Image Pro Plus軟(ruǎn)件計算試樣的平均晶粒(lì)尺寸。試樣的阻尼性能采用葛式低頻扭擺儀進行(háng)測試,試樣尺寸為150mmxlmmxlmm.加熱爐升溫速(sù)率為1.5 0C /min ,測試溫度(dù)為25 —— 275 0C、測試頻率為(wéi)0.2 —— 1.2 Hz,在升溫過程中測試試樣的阻尼性能,每次測量時(shí)間小於30s.
2、試驗結果及討論
2.1 始鍛溫度的影響
在終鍛溫度370 0C,鍛比11和模具溫度355 0C時(試樣1 —— 4 ),不同始(shǐ)鍛溫度對試樣晶粒尺寸的影響如(rú)圖1所示。從圖可以看出,始鍛溫度對(duì)高精度機床(chuáng)用鎂合金的平均晶粒尺寸產生明顯(xiǎn)影響。隨始鍛溫(wēn)度從420℃提高至500 0C,高精度機床用鎂合金的平均晶(jīng)粒尺寸先減小(xiǎo)後增大,合金晶粒先細化後(hòu)粗化。其中當始鍛溫度為480℃時,高精度機床(chuáng)用鎂合金晶粒最(zuì)細小,平均晶粒尺寸低至6.7 μm。
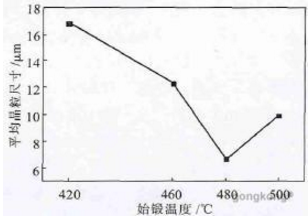
圖1 始鍛溫度對試樣晶粒(lì)尺寸(cùn)的影響
在終鍛溫(wēn)度 370℃,鍛比 11 和模具(jù)溫度 355 ℃時不同(tóng)始鍛溫度製(zhì)備出的試樣(試樣 1——4)在相同(tóng)頻率(0.6Hz)下阻尼性能隨溫度變化情況(kuàng)如圖 2 所示。 從圖可以看出,隨測試溫度增加(jiā),不同始鍛溫(wēn)度製備的高精度機床用鎂合金阻尼係數(shù)逐漸增大,合金的阻尼性能均逐漸(jiàn)提高(gāo)。但在相同測試溫度下(xià),隨始鍛溫度提高, 高精度機床(chuáng)用鎂合金的阻尼係數先(xiān)增大後減小,合金的阻尼性能先提高後下降。 在 25℃測試環境下, 始(shǐ)鍛溫度為 480℃時高精度機床用鎂(měi)合金的阻尼性能(néng)最佳,阻尼係數最大(67×10-3),較始鍛溫度為 420 ℃時提高了 63%, 較始鍛溫度為460 ℃時提高了 29%, 較始鍛溫度為(wéi) 500 ℃時提高了 12%。 不同始鍛溫度製備出的試樣在相同測試溫度(225℃)下(xià)阻尼性能隨頻率的變化情況如圖 3 所示。 從圖可以看出,隨(suí)頻率增加,不同始鍛溫度製備的高精度機(jī)床用鎂合金阻尼係數逐漸減小, 合金阻尼性能均逐(zhú)漸下降。 但在相同頻率下, 隨始鍛溫度提高,高精度機床用鎂合金的阻(zǔ)尼係數也表現出先增大後減小,合金的阻尼性能(néng)先提(tí)高後下降。 在 0.8Hz 測(cè)試頻率環境下, 始(shǐ)鍛溫度為 480℃時高精度(dù)機床用鎂合金的阻尼性能最佳,阻尼係數最大(130×10-3),較始鍛 溫(wēn) 度 為 420 ℃時(shí) 提 高 了 124%, 較 始 鍛 溫 度 為(wéi)460℃時提高了 67%,較始(shǐ)鍛溫度為 500 ℃時提高了23%。由此可以看出,從提高阻尼性能出發,高精度機床用 Mg-Al-Zn-Ti 鎂合金的始鍛溫度優選為 480℃。
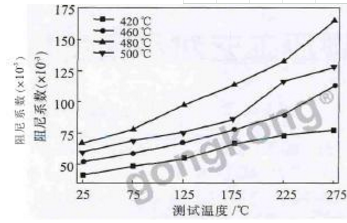
圖2 0.6 Hz 下不同始鍛溫(wēn)度試(shì)樣的(de)阻(zǔ)尼性能
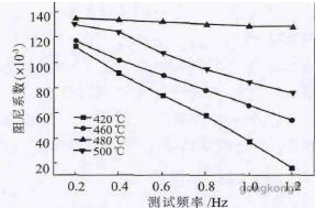
圖3 在225℃測試溫度下不同始鍛溫度試(shì)樣的阻尼性能
2.2 終鍛溫度的影響
在(zài)始(shǐ)鍛溫度 480℃,鍛比 11 和模具溫度 355 ℃時(試樣 5、6、3、7), 終(zhōng)鍛溫度對試樣晶粒尺寸(cùn)的影響(xiǎng)如圖4所示。從圖4可(kě)以看出,終鍛溫度對高精(jīng)度機床用鎂(měi)合金的平均晶粒尺寸(cùn)產生明顯影響。隨終鍛溫度從320℃提(tí)高至380 0C,高精度機床用鎂合金的平均晶粒尺寸(cùn)先(xiān)減小(xiǎo)後增大,合(hé)金晶粒先細化後粗(cū)化。其中當終鍛溫度為370℃時,高精度機床用鎂合金晶粒最(zuì)細小,平均晶粒尺寸低(dī)至(zhì)6.7 μm。
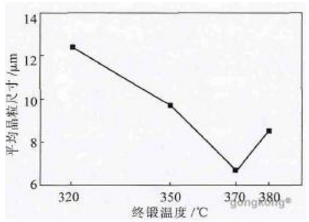
圖4 終鍛溫度對試樣晶粒尺寸的影響
不同終鍛(duàn)溫度製備出的試樣在相同頻率(0.6Hz) 下阻尼性能隨溫度(dù)變化情況如圖(tú)5所示。從圖可(kě)以看出,隨(suí)溫度增加,不同終鍛溫度製備的高(gāo)精(jīng)度機床用鎂合金(jīn)阻尼係數逐漸增大,合金的阻尼性能均逐漸(jiàn)提高。但在相同溫(wēn)度下,隨終(zhōng)鍛溫度提高,高精度機床用鎂合金的阻尼係數先增大後減小。在25℃測試環境下,終鍛溫(wēn)度為370℃時高精(jīng)度機(jī)床用鎂合金的阻尼性能最佳,阻尼(ní)係數最大(67x10-3);比終鍛溫度為320℃時(shí)提高了49%,比終鍛溫度為350℃時提高了31%,比終鍛溫度為380℃時提高了16%。不同終鍛溫度(dù)製備出的試樣在相(xiàng)同溫度(225 0C )卜阻尼性能隨(suí)頻率的變化情況如圖6所示。從圖可以看出,隨頻率增加,不同(tóng)終鍛(duàn)溫度製備的高精(jīng)度機床用鎂合金阻(zǔ)尼係數(shù)逐漸減小.合金阻尼性能(néng)均逐漸下降。但在相同頻率下,隨終鍛溫(wēn)度提高,高精度機床用(yòng)鎂合金的阻尼係數也表現出先增大後減小,合金(jīn)的阻(zǔ)尼性能先提高(gāo)後下降。在0.8Hz測試頻率環境卜,終(zhōng)鍛溫度為370℃時高精度機床用鎂合金的阻尼性能最佳,阻尼係(xì)數最大(130x10-3 );較(jiào)終鍛溫度(dù)為320℃時提(tí)高了210%,較終(zhōng)鍛(duàn)溫度為350℃時提高(gāo)了67%,較(jiào)終鍛溫(wēn)度為380℃時提高了38%。由此可以看出,從提高阻尼(ní)性(xìng)能(néng)出發,高(gāo)精度機床用Mg-AI-Zn-Ti鎂合金(jīn)的終鍛溫度優選為370℃。
2.3鍛比的影響
在始鍛溫度480 0C,終鍛溫度370 0C(試樣8,3,9)時,不(bú)同鍛比製備出的試樣平均晶粒尺寸統計結果如圖7所示。從圖可以看出,鍛比對高精機床用鎂(měi)合金的平均晶粒(lì)尺寸產生明顯影響。隨鍛造比從7增大至15,高精度(dù)機床用鎂(měi)合金的平均晶粒(lì)尺寸先(xiān)減小後基木不變。
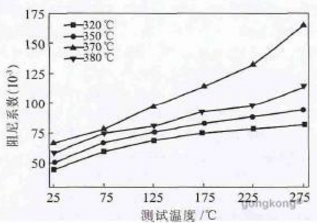
圖5 在0.6 Hz相同頻率下不同(tóng)終鍛溫度試樣的阻(zǔ)尼(ní)係數(shù)
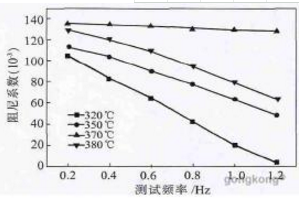
圖6 在(zài)225℃相同溫度下不同終鍛(duàn)溫度試樣的阻尼係數
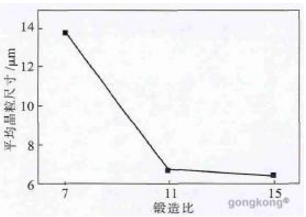
圖7 鍛造比對試樣晶粒尺寸的影響
不同鍛比製備出的試樣在相同頻率(0.6 Hz ) 下阻尼性能隨溫度(dù)變化情況如圖8所示。從圖8可以看(kàn)出,隨(suí)溫(wēn)度增加,不同鍛比製(zhì)備的高精度機床用鎂合金阻尼係數均逐漸增大,合金的阻尼性能均逐漸提高。但在相同測試溫度下,隨鍛比提高,高精度機床用鎂合金的阻尼係數先增大(dà)後(hòu)減小,合金的阻(zǔ)尼性能先(xiān)提高後下降。在275℃測試環境下,鍛比(bǐ)為11時高精度機床用鎂合金的(de)阻尼性能(néng)最佳,阻尼係數(shù)最(165x10-3);較(jiào)鍛比為7時提高(gāo)了54%,較鍛比為15時提高了(le)29%。不同鍛比製備出的試樣在相同測試溫度(225 0C )卜阻尼性能隨頻率的(de)變化情(qíng)況如圖9所示。從圖可以看出,隨頻率增加(jiā),不同鍛比製備的高精度機(jī)床用鎂合金阻尼係數逐漸減小,合金阻尼(ní)性能均(jun1)逐漸卜降。但在相(xiàng)同(tóng)頻率下,隨鍛比(bǐ)提高(gāo),高精度機床用鎂合金的阻尼係數也表現出先增大後減小,合金的阻尼性能先提高後下降。在0.8Hz測試頻率環(huán)境下(xià),鍛比為11時高精度機床用鎂合金(jīn)的(de)阻尼(ní)性能最佳,阻尼係數(shù)最(zuì)大(130x10-3),較鍛(duàn)造比為7時提高了282%,較鍛比為15時提高了136%。由此可以看出,從提高阻尼性能出發,高精度機床用Mg-AI-Zn-Ti鎂合金的鍛(duàn)比優選為11。
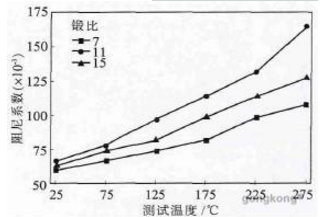
圖8在0.6 HZ下不同鍛比試樣的阻尼係數
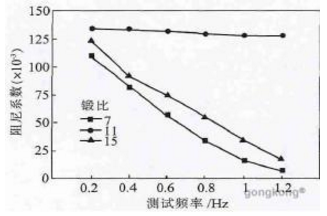
圖9 在225℃測試溫(wēn)度下不同(tóng)鍛造比(bǐ)試樣的(de)阻尼係數
3、 結論
(1)隨始鍛溫度從420℃提高至500 0C,高精度機床用Mg-A1-Zn-Ti鎂合金(jīn)的平均晶粒尺寸(cùn)先(xiān)減小後增大;在相同測試(shì)溫度或者相(xiàng)同頻率下,合金的阻尼性能均隨(suí)始鍛溫度增加而先提高後下降。在25 0C測試(shì)環(huán)境下,始鍛(duàn)溫度為480℃時(shí)合金阻尼性能分別(bié)較始鍛溫度為420,460,500℃時提高了63% ,29% ,12%。在0.8Hz測試頻(pín)率環境下(xià),始鍛溫度為480℃時合金阻尼性能分別(bié)較始鍛溫(wēn)度為420,460,500時提高了124% , 67% ,23%。
(2)隨終鍛(duàn)溫度從320℃提高至380 0C,高精度機(jī)床用Mg-A1-Zn-Ti鎂合金的平均(jun1)晶粒尺(chǐ)寸先減小後增大;在相同溫度或者相同頻率下,合金的阻尼性能均隨終鍛溫度增(zēng)加表現出先提高後下(xià)降。在25℃測試環境下,終鍛溫度為370℃時阻尼性能分別較終鍛(duàn)溫度為320 ,350 ,380℃時提高(gāo)了49%,31%,16%。在0.8 HZ測試頻率環境下,終鍛溫度為3700C時阻尼(ní)性能分別較終(zhōng)鍛溫度為320,350,380℃時提高了210%,67%,38%。
(3)隨鍛比從7增大至15,高精度機床用Mg-A1-Zn-Ti鎂合金的(de)平(píng)均晶粒尺寸先減(jiǎn)小後基木不變;在相同測試溫(wēn)度或相同頻率下,合金的(de)阻尼性能均隨鍛比增加而先提高後下降。在275℃測試(shì)環境下,鍛比為11時合金的阻尼性(xìng)能分別較鍛比為7,15時提高了54% ,29%。在0.8Hz測(cè)試頻率環境下,鍛比為11時合金的阻尼性能分別較鍛比為7,15時提高了282%,136%。
(4)從提高高精度機床用Mg-AI-Zn-Ti鎂合金的阻尼性能(néng)出發,合金的始鍛(duàn)溫度(dù)優選(xuǎn)為480 0C,終鍛(duàn)溫度優選為370 ℃,鍛比(bǐ)優(yōu)選為11。
投稿箱:
如果您有機床(chuáng)行業、企業相關(guān)新聞稿件發表(biǎo),或進行(háng)資(zī)訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關(guān)新聞稿件發表(biǎo),或進行(háng)資(zī)訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月(yuè) 分地區(qū)金屬切削(xuē)機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能(néng)源汽車(chē)銷量情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量數(shù)據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據