


摘要: 使用熱等靜壓處理製備了鍛(duàn)壓(yā)機床用新型Fe-Cr-Mo-Ni-C-Y 鐵基耐磨合(hé)金袁並進行了物相組成堯顯微組織堯耐磨損性能和耐腐(fǔ)蝕性能的測試與分析遙結果表(biǎo)明袁該合金由占大部分的馬氏體和少量的(Cr2.5Fe4.3Mo1)C3相堯(Cr袁Fe)7C3相堯Cr7C3相和Mo2C 相組成袁具有較佳的耐(nài)磨損性(xìng)能和耐腐蝕性能曰摩擦係數在(zài)摩擦磨損約1.5 min 後基本穩定在0.23袁磨損試驗後表麵僅(jǐn)有少量淺而(ér)細的磨痕曰(yuē)合金經過240 h中性鹽霧腐蝕後的質量損失率為2.16%.
耐磨合金(jīn)是鍛壓機(jī)床的一種重要材料袁耐磨合金的性能關係(xì)著鍛壓機床的使(shǐ)用性能和長(zhǎng)期可靠性能遙(yáo)耐磨合(hé)金的(de)研究一直是金屬材料的一個研(yán)究熱點袁如何提高耐磨合金(jīn)的綜合性能成為材料工程師的一個重要研究方向遙合金的成分設計堯製備方(fāng)法以及後續熱處理工(gōng)藝等各(gè)個方麵袁都會對(duì)合金的性能產生影響遙為了進一步提高鍛壓機床用耐磨合金的性(xìng)能袁本試驗設計(jì)了一種新型的鐵基耐磨合金袁並在鐵模澆注後進行了熱等靜壓處理袁並對合(hé)金的物相組成堯顯(xiǎn)微組織堯耐(nài)磨損性能和(hé)抗高溫氧化性能進行了測(cè)試與(yǔ)分析。
1 、試驗材料與方法
1.1 試樣(yàng)材料(liào)
本(běn)試(shì)驗選用(yòng)工業級的原材料Fe堯Cr堯Mo堯Ni堯C以及Fe-10Y中間(jiān)合金袁先在ZG-25AZ型(xíng)真空中頻感應熔煉爐(lú)中進行熔煉袁熔煉工藝參數(shù)為1280℃伊20min袁靜置15min袁再用鐵模進行澆鑄袁澆鑄後的合金試樣進行熱等靜壓處理袁熱等靜(jìng)壓的壓力為760MPa堯熱等靜壓溫度為1050℃堯熱等靜壓時間為2h遙鍛(duàn)壓機床用(yòng)新型鐵基耐(nài)磨合金的主要製備過程袁如圖1所示遙製(zhì)備出的鍛壓機床用新型鐵基耐磨合金袁采(cǎi)用EDX1800C 型X 射線熒光光譜儀進行化學成分測試袁(yuán)結果如表(biǎo)1 所示。
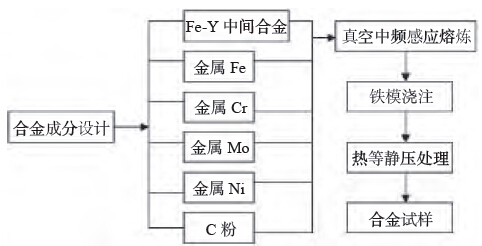
圖1 試樣的主(zhǔ)要製備過程
1.2 試驗方法
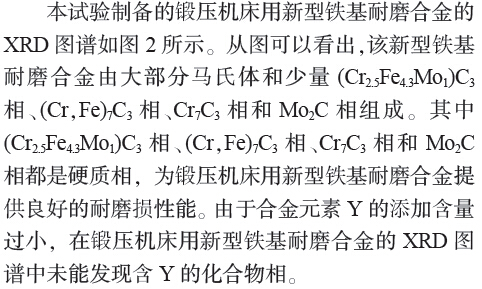
物相組成院試驗製(zhì)備的鍛(duàn)壓機床用(yòng)新型鐵基耐磨合金的物相組成袁通(tōng)過D8ADVANCE 型X 射(shè)線衍射儀進行測試與分析。
表1 試樣的化學成分(質量分數袁%)

顯微組織院本試驗製備的(de)鍛壓機床用新型鐵基耐磨合金的顯微組織袁(yuán)通過JSM6510 型掃描電子顯(xiǎn)微(wēi)鏡和XJL-03 型金相顯微鏡進行觀察與(yǔ)分析遙耐磨損性能院本試驗製備的鍛壓機床用新型鐵基耐磨合金的耐磨損性(xìng)能袁通過VXMMH-20 型(xíng)摩擦磨損試驗機(jī)進行測試與分析遙試驗過程中選用的主要測試(shì)參(cān)數為院磨(mó)損載荷為90N袁磨輪轉速為250r/min袁摩擦磨損時間為10min袁相對滑(huá)動速度為90mm/min堯試驗溫度為室溫遙試驗(yàn)時自動記錄鍛壓機床用新型鐵基耐(nài)磨(mó)合的(de)摩擦係(xì)數動態(tài)曲線袁並用JSM6510 型掃描電子顯微鏡對(duì)磨損試樣(yàng)表麵進行觀察和拍照。
耐腐蝕性能院(yuàn)本試驗製備的(de)鍛壓機床用(yòng)新型鐵基耐磨合金的耐腐蝕性能袁在(zài)FQY050 型鹽霧腐蝕試驗箱中進行測試袁試驗過程參(cān)考中華人民共和國國家標準GB/T10125-1997堯試(shì)驗溶液為(50依5) g/L的氯(lǜ)化鈉水溶液堯溶液pH值(zhí)為6.85依0.35堯試驗溫度(dù)為(35依2)℃袁試(shì)驗時間240h遙試驗前袁在(100依5)℃烘箱中將試樣烘幹(gàn)至恒重並準確稱量曰然後進行中性鹽霧腐蝕(shí)試驗遙每24h 取出試樣袁稱量記錄試(shì)樣的質量損失(shī)遙試驗完成後袁用JSM6510 型掃描電子顯(xiǎn)微(wēi)鏡對腐蝕試樣表麵進行觀察和拍照(zhào)。
2 、試驗結果及討論
2.1 物相分(fèn)析結果及討論
2.2 顯(xiǎn)微組織分析及討論
試(shì)驗製備的鍛壓機床用新型鐵(tiě)基耐磨合金的
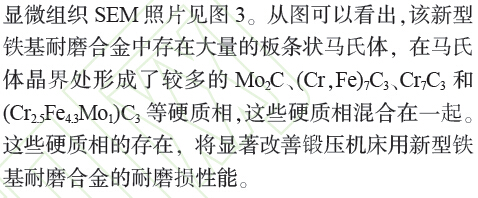
圖2 試樣的XRD 圖(tú)譜
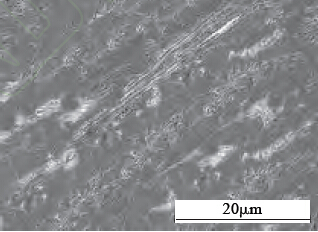
圖3 試樣(yàng)的顯微組織SEM照片
圖4是(shì)鍛壓機床用新型鐵基耐磨合金在熱等靜壓處理前後(hòu)的光麵金相照片遙從圖可以看出袁與熱等靜壓處理之前相比袁熱等靜壓處理後的鍛壓機床用新型鐵基耐磨合金中的(de)氣孔或顯微疏鬆(sōng)等鑄造缺陷顯(xiǎn)著減少袁(yuán)熱等靜壓處理有效消除了鍛壓機床(chuáng)用新型鐵基耐磨(mó)合金中的鑄造缺陷袁提高了合金的致密度。
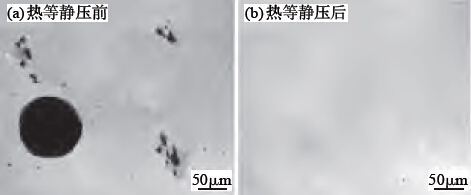
圖4 試樣熱等靜壓前後的金相照片
2.3 耐磨損性能測試結果及討論
本試驗製備的鍛壓機床用新(xīn)型鐵基耐(nài)磨合金在摩擦磨(mó)損試(shì)驗過程(chéng)中袁(yuán)其摩擦係數動態曲線如圖5所(suǒ)示(shì)遙從圖5可以看出(chū)袁本試驗製備的鍛(duàn)壓機(jī)床用新(xīn)型鐵基耐磨合(hé)金在摩擦磨(mó)損約1.5min後袁其摩擦係數趨於穩定袁期(qī)間雖偶有波動袁但基本穩定在(zài)0.23遙由此可以看出袁本試驗製備(bèi)的鍛壓機床用新型鐵基耐(nài)磨合金(jīn)具有較好的摩擦係數。
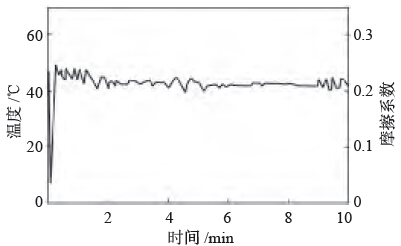
圖5 試樣的摩擦係數動態曲線
本試驗製(zhì)備的(de)鍛壓機床用新型鐵基耐磨合金袁經過10min 室溫摩擦磨損後袁試樣磨(mó)損表麵的SEM照片如圖6 所示遙從圖可以看出袁試樣經過室溫摩擦磨損後袁表麵僅有少量淺而細的磨痕袁未見明顯的脫落或坑窪袁說明該鍛壓機床用新型鐵(tiě)基(jī)耐磨合金具有優(yōu)異的耐磨損性能。
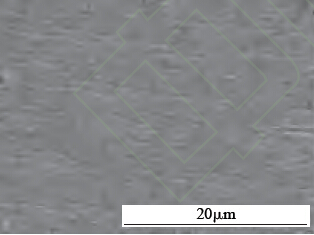
圖6 磨損試驗後(hòu)試樣表(biǎo)麵形貌的SEM 照片
2.4 耐腐蝕性能測試結果(guǒ)及討論
本試驗製備(bèi)的鍛壓機床用新型(xíng)鐵(tiě)基耐磨合金袁在240h中性(xìng)鹽霧腐蝕(shí)試驗過程中的質量損(sǔn)失率要時間曲線如(rú)圖7 所示遙從圖可以看出袁(yuán)本試驗製備的鍛壓(yā)機床用(yòng)新型(xíng)鐵基耐磨合金在中性鹽霧腐蝕72h後袁其質量損失率趨(qū)於(yú)穩定袁經過(guò)240h中性鹽霧腐蝕後袁其質量損(sǔn)失率(lǜ)僅為2.16%遙由(yóu)此可以看出袁本試驗製備的鍛壓機床用新型鐵基耐磨合金具有較好的耐腐蝕性能遙這(zhè)主要是因為合金元素Y的添加以及熱(rè)等靜壓(yā)處理的應用(yòng)袁有效(xiào)提(tí)高(gāo)了合金的致密度袁增加了合金抵抗腐蝕(shí)液侵蝕的能力。
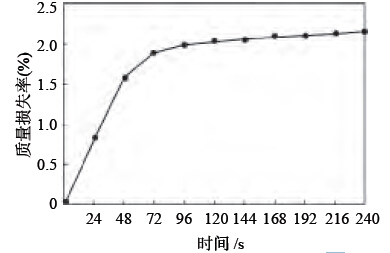
圖7 試樣中性鹽霧腐蝕(shí)過程中的質量(liàng)損失率要時間曲線
3 、結(jié)論
(1) 以工業級的原材料Fe堯Cr堯Mo堯Ni堯C 以及Fe-10Y中間合金(jīn)袁鐵模澆鑄後進行熱等靜壓處理袁可以製(zhì)備出耐磨損性能和耐腐蝕性(xìng)能優異的鍛壓(yā)機床用新型(xíng)Fe-Cr-Mo-Ni-C-Y鐵(tiě)基耐磨合金。
(2) 鍛壓機床用(yòng)新型Fe-Cr-Mo-Ni-C-Y鐵(tiě)基耐磨合金由占大部分的(de)馬氏體和少量的(Cr2.5Fe4.3Mo1)C3相堯(Cr袁Fe)7C3相堯Cr7C3相和Mo2C相組成。
(3) 鍛壓機床用新(xīn)型鐵(tiě)基耐磨合金在摩(mó)擦磨損約1.5min 後袁(yuán)其摩擦係數趨於穩定袁期間雖偶有波動袁但基本穩定(dìng)在0.23曰在中性鹽霧腐蝕72h後袁其質量損失率趨於穩定袁經過240h中性鹽霧腐蝕後袁其質量(liàng)損失率(lǜ)僅為2.16%。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能(néng)源汽車銷(xiāo)量(liàng)情況
- 2024年(nián)8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械(xiè)加工過(guò)程圖示
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械(xiè)老板(bǎn)做了十多年,為何還是小(xiǎo)作坊(fāng)?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業(yè)大逃(táo)亡
- 智能(néng)時代(dài),少(shǎo)談點智造,多談點製(zhì)造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝的區別