


球閥閥芯類工件車床加工專用夾具的設計與應用
2020-12-13 來源: 中山(shān)火炬職業技術學院 作者: 張亞民,吳 磊,李慶達,張淩雲
摘要:針對普通車(chē)削加工閥芯(xīn)類工件內孔及外圓弧麵存在的困難,設計(jì)出專用夾具,解決了閥芯類工件的裝夾、形位公差(chà)及加工精度等問題,保證了加工質量(liàng),並提高了加工效(xiào)率。
關鍵詞:閥芯(xīn)類工件;車床加工;專用夾具
0 、前(qián)言
閥芯類零件是生產中經(jīng)常遇到的零件,其外圓為圓弧麵而且精度要求高(gāo),在普通車床上車削圓弧麵(miàn)一直是(shì)困擾車工的棘手問題,因(yīn)為普通車床隻有縱(zòng)向(xiàng)或橫向的自動進給,圓弧麵車削要靠操作人員(yuán)雙手控製兩個托板實現,操作難度大,效率底下,質量很難保證[1]。雖然(rán)操作人員製作了很多車削圓弧麵的夾具,但都是解決一些特定的問題,不能解(jiě)決(jué)通用性的問題(tí),而且不能自動進給車削[2]。
如果(guǒ)設計一種通用性的車床刀架,使(shǐ)得車刀能夠沿圓弧做自動進(jìn)給運動,就可以在普通車(chē)床上自動進給車削圓弧麵,從根本(běn)上解決加工圓弧類零件的難題[3]。
1 、閥芯(xīn)類零件分析
某一閥芯類零件(jiàn)尺寸如(rú)圖 1 所(suǒ)示。
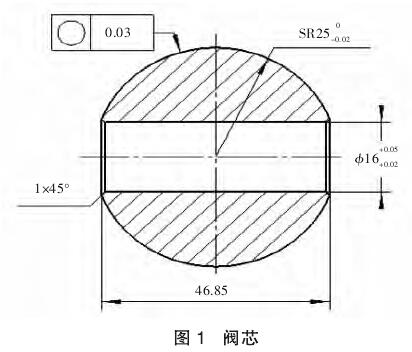
圖示零件內外圓的尺寸精(jīng)度要求(qiú)較高(gāo),特別是外圓(yuán)圓度公差。因零件外圓為圓弧麵,精加工不(bú)能作為定位基準,故精加工考慮先加工(gōng)內孔,再以內(nèi)孔定位加工外圓。
此零件如果用數控車床加工,工藝及夾具要求更複雜,而且效率(lǜ)並不高,故可通過設計專用夾具(jù)在普通車床上加工。
2 、夾具設計(jì)
2.1 夾具(jù)設(shè)計思路
普通車床隻能做橫向或縱(zòng)向(xiàng)直線自動(dòng)進給運動[4],設計一種(zhǒng)可以(yǐ)旋轉的刀架(jià),通過一定的機構將(jiāng)車床(chuáng)中托板的橫(héng)向運動轉換為刀架的旋轉,就可(kě)以達到(dào)車削圓弧的目的,而且中托板可(kě)以自動進給,進給量可以(yǐ)調整(zhěng),可以有(yǒu)效保證圓弧麵的加工質量,提高加(jiā)工效率。
2.2 夾(jiá)具結構
為了實(shí)現上述(shù)目的,設(shè)計的夾具結構如圖 2 所示。該裝置包括鎖刀螺栓 1、車刀 2、刀(dāo)架 3、上滑板(bǎn)4、下 滑 板 5、轉 盤(pán) 6、底(dǐ)座 7、底板(bǎn) 8、方 頭 螺 栓 9(4個)、固定螺栓 10(2 個)、螺栓 11(2 個)、固定板 12(兩個)、傳動鋼絲 13、手輪 14 組成。底板 8 通過(guò) 2 個固定螺栓安裝在車床床鞍 15 上(利用(yòng)車床上已有的安裝跟刀(dāo)架的螺孔),底板上有 T 形槽,底座(zuò) 7 可在底板上移動,調整好位置後通過 4 個方頭螺栓 9 鎖(suǒ)緊,轉盤 6 安裝在底座 7 上,中間安裝內孔及平(píng)麵軸承,可以(yǐ)在底座上轉動,轉盤與下滑板(bǎn) 5 緊固連(lián)接,上滑板 4 與下滑板燕尾槽配合,其結構和車床小托板相同,(有固(gù)定在下滑板上的絲杠和上(shàng)滑板上的螺母(mǔ))通過轉動(dòng)連接在(zài)絲杠上的手輪 14(手輪上(shàng)有刻度盤(pán))實(shí)現上刀,控製加(jiā)工圓(yuán)弧尺(chǐ)寸,刀架 3 與上滑板緊固連接,車刀 2 通過鎖刀螺(luó)栓 1 鎖緊,傳動鋼絲 13繞轉盤一圈後兩端固定在 2 個固定板 12 上,2 個固定板通過 2 個(gè)螺栓 11 固定在(zài)車床的中托板兩(liǎng)端(需在中托板上相應位置加工兩個螺紋孔),當中托板自動進給時通過傳動鋼絲可以使轉盤自動旋(xuán)轉,從而將車床(chuáng)中托板的自動進給轉變為車刀 1 的旋轉運動,實現自動車削圓弧的功能。
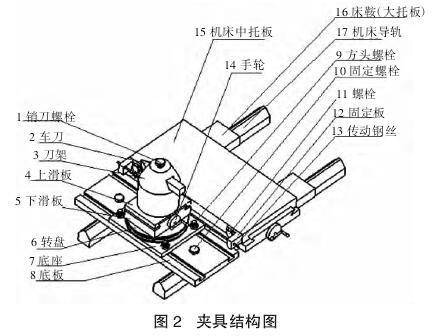
本夾具的主要特征(zhēng)在於通過固定在中托板兩(liǎng)端並繞轉(zhuǎn)盤一周的鋼絲(sī)將中托板的直線運動(dòng)轉變為圓盤的旋轉運動,旋轉半徑(加工零件尺(chǐ)寸)可以(yǐ)通過調整下滑板及(jí)刀架手(shǒu)輪(lún)(手輪有刻度)實現;通過調整刀架位置(zhì)和方向(xiàng),可以加工內圓弧麵,也可以加工外圓麵,這種傳動方式製造成本低、安裝方便、傳動平穩,並且在切削不順利造成切削力過大時,既當切削力大於(yú)鋼(gāng)絲與轉盤的(de)摩擦力時,進刀會停止,有(yǒu)效防止刀具和工件的損壞,是一種通用性強、可以作為車床附件的(de)裝(zhuāng)置[5]。
3 、閥芯加工工藝(yì)
用上述裝置解決圖 1 類零件的加(jiā)工,不僅效率高,而且質量穩定,可以進行較大批量的生產(chǎn),其工藝分析如下:
3.1 粗加工
為了提高效(xiào)率並節省材料,粗加(jiā)工采用型材多件加工後鑽孔分離的工藝[6]。如圖 3 所示,以 5 件或更多件連體加工 (數量可(kě)根據材料的剛性確定(dìng)),采用一夾(jiá)一頂裝夾,粗車(chē)外圓至 準51 mm;切刀切槽(cáo),保證長度 50 mm,槽底(dǐ) 準14 mm;圓弧麵粗車采用兩把成型刀左右兩側分別加工,成型(xíng)刀圓(yuán)弧半徑 R 大於25 mm,保證外圓(yuán)留 10 mm 長的圓柱麵,以便精加工內(nèi)孔時用三爪卡盤(pán)裝夾定位;用 準14.5 mm 鑽頭鑽孔即粗加(jiā)工內孔並分離零件。
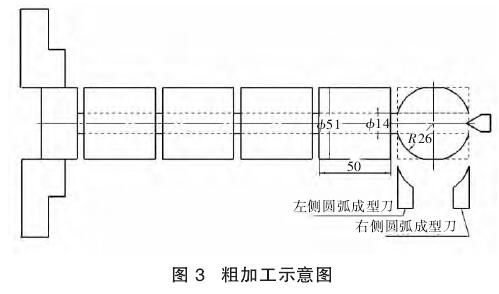
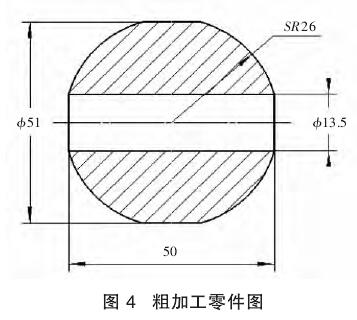
粗加工後零件尺(chǐ)寸如圖 4 所示,內孔及外圓留(liú)餘量 1~2 mm,長度 50 mm。
3.2 精加工
因外圓弧麵不能準確定(dìng)位,精加工時需(xū)先加工內孔,再以內孔定位加工外圓弧麵。內(nèi)孔精加工用普通三爪卡盤夾持圓柱麵 準51 mm 即可,內孔兩端倒角後長度即符合圖紙要求。
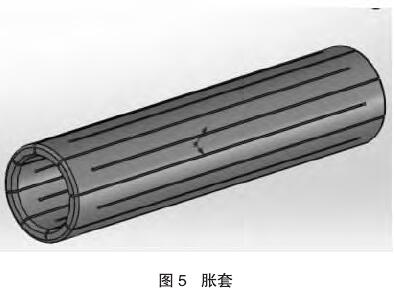
內孔(kǒng)加工好後用上述夾具加工外圓弧麵。外圓(yuán)加工時需製作圖 5 所示兩端開(kāi)口(kǒu)的脹套(彈簧鋼調質處理),其外圓與零件內孔間隙配合,長度與零件長度一致,安裝時零件套在脹套上(shàng),脹套兩端用頂尖頂住後即可定位並安裝零件。
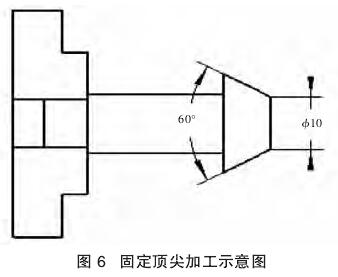
如圖 6 所示(shì),主軸端采用車床上加工的固定頂尖,材料(liào)為 45# 鋼調質處理,長度需考慮夾具與卡盤的安全距離,以加工時夾具與卡盤不(bú)碰撞為宜(yí),為保證同軸度,固定頂尖在車床(chuáng)上精加工後不要卸下,直接開始零件加工(gōng)。
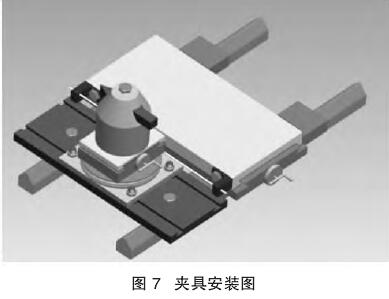
夾具安裝如圖 7 所示。將圓弧加工裝置用螺栓固定在機床大托板安(ān)裝跟刀架的螺孔上(shàng),在機床中托板兩端加工螺孔並安裝夾具固定(dìng)板 12,將鋼絲(sī)繩繞夾具轉盤一周後(hòu)兩端固定在固定板上,調整(zhěng)好刀架位置及鋼絲繩長度。
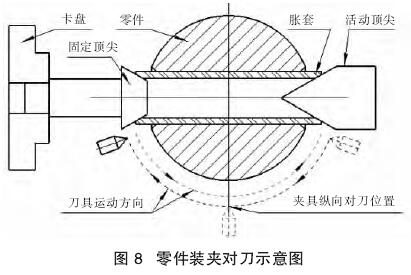
工件的裝夾如圖 8 所示以脹套內孔兩端定位,脹套放入零件內孔,尾(wěi)座裝活動頂尖,頂住(zhù)尾座即可。移(yí)動機床大托板定位刀具至工件中(zhōng)心處(圖 8 夾具縱向對刀位置),通(tōng)過調節刀具長度或夾具手輪 14均可控製圓弧直徑,機床橫向自動走刀即可加工圓弧麵。為提高加工效率(lǜ),減少對刀次數,先半精車,再(zài)精車(用尖(jiān)刀加工時順時針、逆時針均可加工)。
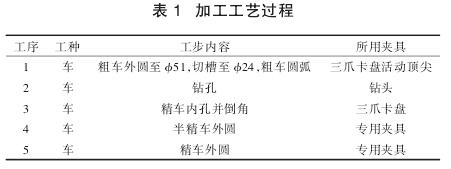
3.3 加工工藝過程
綜上所述(shù),使用夾具(jù)加工該零件的工藝過程如表 1 所列。
4 、結語
本(běn)文所(suǒ)述“車床用工件圓弧加(jiā)工裝置”結構簡單,製(zhì)造成本低,使(shǐ)用方便(biàn),其最大特點是使得(dé)普通車床車刀能夠沿圓弧做自動進給運動,從根本上解決普通車床加工圓弧的難題,可(kě)以加工一些數(shù)控車床難(nán)以加(jiā)工的圓(yuán)弧麵類零(líng)件,經過生產實際應用,大大減輕了(le)操作(zuò)者的(de)勞動強度,提高了生產效率,保證了(le)加工產品的質量。
投稿箱:
如果您(nín)有(yǒu)機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有(yǒu)機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月(yuè) 基本型乘用車(chē)(轎(jiào)車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產(chǎn)量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據(jù)