


上海 13 號線增購構架刀具碰撞母(mǔ)材問題工藝優化
2020-4-7 來源: 中車浦鎮龐巴迪運輸 、南京(jīng)浦鎮(zhèn)車輛 作者:劉麗娜 郝嘯宇
摘要: 對加工上海 13 號線增購電機吊座內側麵刀具碰撞母材的問題作出分析,提出解決(jué)方案,並對解決方案的不(bú)足之處進行工藝優化,不僅解決了母材(cái)幹(gàn)涉問題,更實現了最大化的(de)降本增效。
關鍵詞: 電機吊座; 刀具; 母材幹涉
在上海(hǎi) 13 號線增購構(gòu)架電機吊座(zuò)內側台(tái)階(jiē)麵加工(gōng)時,連續發生了刀具碰撞母材的問題,如圖1 所示。由(yóu)於(yú)母材被(bèi)加工,可能會影響(xiǎng)後續行車(chē)的安全,考慮此問題的嚴(yán)重性,公司組(zǔ)織相關技術人員對此問題進行工藝分析,並提出後續工藝優化解決方案,保證此(cǐ)產品能夠高質量如期交付。

圖 1 刀具碰撞電機吊座母材
1 、電機(jī)吊座加(jiā)工工藝分析(xī)
電(diàn)機吊(diào)座來料台階寬 55 mm,X 向與 Z 向公差± 0. 5 mm,為保證其裝配要求(qiú),需加工電機上吊座內側台階麵和外(wài)側台階麵,保證內側台階麵(miàn)深度15+ 00mm、台階寬 45- 0. 1- 0. 5mm,如圖 2 所示。通過分析可知(zhī),電機吊座內側台(tái)階麵單邊被加工 5 mm,加(jiā)工分為粗銑和精(jīng)銑 2 步,精銑留有 0. 5 mm 精加工餘量,粗銑加工用的是(shì) 32 mm 玉米銑刀,由於(yú)此刀不能進行大深度的切削,為保(bǎo)證該刀具加工的經濟性和安全性,工藝要求粗(cū)加(jiā)工分 2 刀進行(háng),第 1 刀加工2 mm,第 2 刀加工 2. 5 mm。
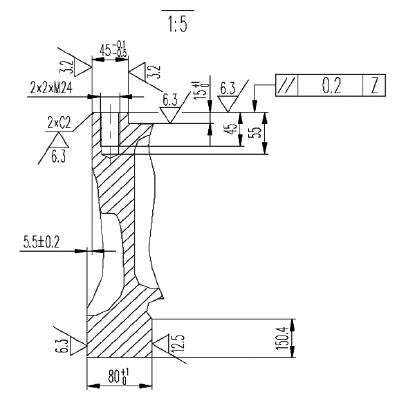
圖 2 電機吊座內側台階麵
2 、問題原因分析
上海 13 號線增購(gòu)項目對(duì)本公司來說已經是一個很成熟(shú)的項目,在首件試製和前期批量生產的(de)過(guò)程中並未出現此現象,考慮到發生的(de)連續性,起初並沒(méi)有認為是機加工方麵的問題,因為如果(guǒ)是刀(dāo)具的原因,問題應該早就被暴露出來。於是筆者對上工序焊接平衡方(fāng)麵進行(háng)了查找,首先想到是否會因為焊接平衡(héng)尺寸找借(jiè)超出極限,導致電機吊座焊偏致使刀具加(jiā)工碰到母材。通過對問題構架的報(bào)告進行數(shù)據分析,雖然所有項點取極限公差,但均符合公差± 2 mm 的平衡工藝要求,可排除焊接問題的可(kě)能性。接著從源頭查找原因,探究電機吊座來料本身尺(chǐ)寸是否存在問題,重點核查了能(néng)夠影(yǐng)響加工碰到母材的 X 向和 Z 向尺寸,結果來料(liào)尺(chǐ)寸也在公差範圍之內,沒有任(rèn)何問(wèn)題。當排除了(le)焊接和毛料的(de)問題(tí),最終回歸到刀具(jù)本身,就此提出了一個疑(yí)問,在(zài)毛料和焊接平衡尺(chǐ)寸以及電機(jī)吊座內側台階麵加工都(dōu)走極限公差的情況下,這些公差累積是否會致使刀具尺(chǐ)寸安全距離(lí)不夠。通過現場加工情況反饋以及工藝分析可知,在加工電機吊座內側麵刀具(jù)碰到母材都是第 1 刀粗銑的時候發生,第 1 刀粗銑加工(gōng) 2 mm,於是以第 1 刀粗加工(gōng)為(wéi)臨界點(diǎn)進行(háng)圖紙分析,如圖 3 所示(shì)。
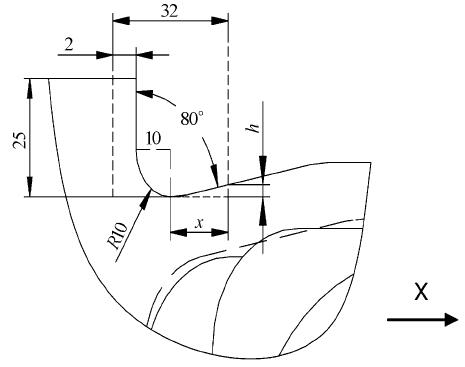
圖 3 電機(jī)吊座內側麵加工放大示意圖
由圖 3 可知,在 X 向(xiàng)焊(hàn)接平衡以及毛料都走極限(xiàn)公差的話,通過計(jì)算可以得出: x = 32 - 2 - 2 - 0. 5- 10 = 17. 5 mm,h = 17. 5 × tan ( 90 - 80 ) ° = 3. 08mm,而 Z 向(xiàng)極限公差累積(jī)尺寸為 H = 2 + 0. 5 + 1 =3. 5 mm,通過對比可知,H > h,說明在 X 向與 Z 向全部走極限的情況下,用(yòng) 32 mm 玉米銑刀(dāo)加工(gōng)刀具安全距離是不夠的,可以加工到母材。以上分析的是電機吊座毛料、焊接平衡以及(jí)加工台階深(shēn)度同時走極限的情況,這種情況發生的(de)概率(lǜ)較低(dī),通常不會(huì)發生,這也恰恰解釋了初期在首件試製和批(pī)量生產加工過程中問題為什麽沒有暴露出(chū)來。
3 、解決方(fāng)案
為了徹底杜絕此類問題發生的可能性,保證產品的(de)質量和後續行車的(de)安全性,選擇了直徑較(jiào)小的25 mm 玉米銑刀(dāo)來加工電機吊座內側麵,從根本上杜絕(jué)幹涉。
但是在用 25 mm 玉米銑刀(dāo)加工的過程中,發(fā)現刀具振動特別大(dà),刀片消(xiāo)耗很快,甚至經常出現崩刀的現象(xiàng)造成刀(dāo)具損壞。通過分析,該刀具(jù)較 32mm 玉米銑刀相比(bǐ),有效切削刃較少,整體剛性(xìng)較(jiào)差,不能實現同樣的進給速度,致使加(jiā)工時間較長並且極容(róng)易震刀。
4 、優化解決方案
用 25 mm 玉米銑(xǐ)刀代替 32 mm 玉米銑刀加工電機吊座內側麵雖然可以解決刀具(jù)幹涉母材的問題,但是從加工效率、消耗以(yǐ)及產品(pǐn)質(zhì)量(liàng)方麵來看不如之前。通過對以上問題的分析,重新選(xuǎn)用了 25mm 立銑刀。此刀具使用較短的切削刃,提高了(le)刀具整體剮性,塗(tú)層前進行過(guò)鈍化(huà),剛性較強(qiáng),並且擁有 4 個有效切削刃(rèn),配有(yǒu)專用的強力柄,可以實現高速快進給加工(gōng)[1],對此製定了試驗方案,具體參數數(shù)據如表 1 所示。
表 1 優化實驗方案
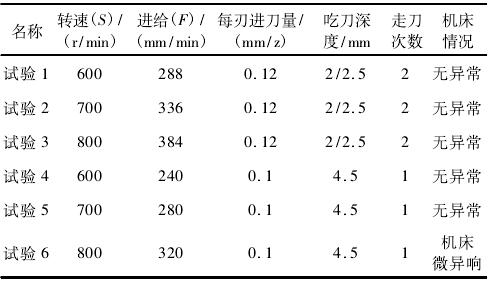
由於公(gōng)司生產安排及工裝的唯一性,加工海上13 號線增(zēng)購構架選用(yòng)的設(shè)備是國(guó)產(chǎn)濟南機床,在進(jìn)行試驗 6 的過程中,發現長時間高速(sù)大切(qiē)削量加(jiā)工機床的負載較大,會出現輕微的異響,所以不再進(jìn)行更高速大切削量加工的試驗。
5 、效果驗證(zhèng)
通過相(xiàng)關(guān)試驗數據的統計,把優化解決方案與原解決方案對比,見表 2。
表 2 優化解(jiě)決方(fāng)案與原解(jiě)決方案對比
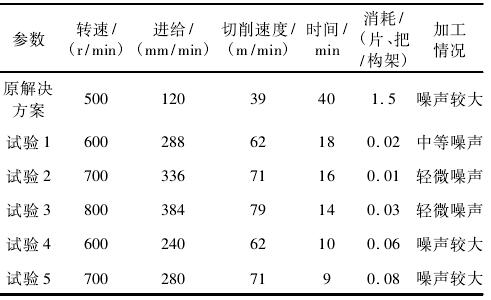
可知試(shì)驗 4、5 加工時間雖較短,但是加工(gōng)噪音(yīn)較大,刀具的消耗也(yě)較(jiào)大,甚(shèn)至在長時(shí)間高速大削量加工的過程中,刀具的切削刃會出現熱裂紋。通過分析發現,由(yóu)於此刀具的刀尖角較小,斷屑性能(néng)較差,在高速大切削量的(de)加工中,切削熱不能夠(gòu)更多(duō)地傳給切削並利用高速切離的切削把切削熱迅(xùn)速帶走,大量聚集的切削熱與冷卻液反複冷熱循環,對刀具衝擊性和(hé)傷害較大,大大影響(xiǎng)了刀具的壽命[2 ]。
經過對比,從加工效率、刀具刀片消耗、加工狀況綜合考慮,不難看(kàn)出試驗 2 為最優解決方案,每個構架部(bù)位加工時間(jiān)節(jiē)省 24 min,加工效率提升60% 。
6 、結束語
通過提出用 25 mm 立銑刀代替 25 mm 玉米銑刀來優化加工上海 13 號線增購電機吊座內側麵(miàn),不僅徹底解決(jué)了刀(dāo)具幹涉母材的問題,保證了產(chǎn)品的質量,更(gèng)大大提(tí)高了加工效率。目前(qián),該優化(huà)工作已經完成,並取得良好的效果,但是在(zài)刀具更換的過程中發現,消耗的 25 mm立銑刀隻是磨損了加工區域,剩餘的切削(xuē)刃是完好的。如果消耗(hào)完就(jiù)報廢非常浪費(fèi),通過分析公司在製產品的加工(gōng)工藝特點,筆者認為後續的研究可以把(bǎ)消耗刀具的可再使用區利用起來,加(jiā)工 B 型線一係軸箱止(zhǐ)檔,煥發此刀具的二次生命,實現最(zuì)大程度化(huà)的(de)降(jiàng)本增效。
投(tóu)稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出(chū)口情(qíng)況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據(jù)
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數(shù)據
- 2024年9月 新能源(yuán)汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量(liàng)數據(jù)
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據