


PC7620 多刀車床刀架導軌自動潤滑係統改造
2020-5-13 來(lái)源(yuán): 中原內配集(jí)團(tuán)股份有限公(gōng)司 作者:張(zhāng)小(xiǎo)林;殷建(jiàn)祥
摘要:著重介紹 CP7620 多刀(dāo)車床刀架導軌進行自動潤滑係統的改造,來減少操作員工的勞動強度,減少機床刀架導軌的(de)磨損或破壞,降低機床設(shè)備故障率和(hé)保證產品加(jiā)工精度,達到提高(gāo)生產效率和降低(dī)生產成本的目的。
關鍵詞:缸套;刀(dāo)架;自動(dòng)潤滑
1 、CP7620 多刀車(chē)床刀架導(dǎo)軌改造原因
2005 年以前在氣缸套行業中(zhōng) CP7620 多(duō)刀車床作(zuò)為主要關鍵設備之(zhī)一,其主要特點之一該機床的主傳動采用雙速電機驅(qū)動,可根據加工工件的不同(tóng)直徑,在一次自動循(xún)環中前、後刀(dāo)架可得(dé)到(dào)兩種不同的(de)合理切削速度,操作簡單實用(yòng)。主要用於加工缸套長短、外圓、水(shuǐ)槽封(fēng)、大台等部位。隨著數控機床(chuáng)的不斷普及,逐步退出關鍵設備的曆史(shǐ)舞台,被數控機床所替代。但是,目前(qián)在氣(qì)缸套生產過程中,CP7620 多刀車床主要用(yòng)於修車等(děng)工序,進行加工氣缸套的長度、大台外徑及厚度、裙部等部(bù)位幾何尺寸相關餘量,其加工尺寸穩定,加工時間短,生產效率較高等特點。
由於 CP7620 多刀車床刀架導軌采用人工潤滑,操(cāo)作員工(gōng)每天(tiān)都要在班前、班中對前後刀架導軌進(jìn)行兩次人工(gōng)潤滑,存(cún)在很多的(de)動作浪費或人為因素影響設備加工性能等現象。在現實工作中存在有的操作人員不能遵守(shǒu)定時潤滑的動作,或有潤滑動作可(kě)是潤滑(huá)不到(dào)位,可造成導軌損傷;或潤滑油(yóu)使用過(guò)多造成潤滑油浪(làng)費等現象。因導軌潤滑不良而引(yǐn)起的導軌磨損、拉傷、振紋、兩端麵平(píng)行度不好、加工外圓尺寸錐度大等設備故障率較高。同時,一次維修刀架導軌時需磨刀架、配鍵、刮研等工作時間 1-2 天,每次維修費(fèi)用在 3000 元左右,若刀架導軌磨損嚴重造成整(zhěng)體刀架報廢,維修成本會更高,且影響產品質量及生產效率。所以,隨著科技的進步,機械行業向自動化、智能化(huà)方向發展,氣缸套行業精益生產的推行,設備自動(dòng)化改造,減少(shǎo)操作員工的勞動強度等方麵的改善,我(wǒ)們對(duì) CP7620 多刀車床前(qián)後刀架導軌進(jìn)行自動潤滑改造。
2 、CP7620 多刀(dāo)車床刀架自動潤滑係統設計及改(gǎi)造
為實現 CP7620 多刀車床刀(dāo)架導(dǎo)軌定時定量自動潤滑,刀架(jià)導軌(guǐ)配合麵處於均勻油膜(mó)的良(liáng)好狀態,減少磨損故(gù)障率,降低設備維修成本,降低員工勞動強度。我們參考數(shù)控機床自動潤滑化原理(lǐ)對 CP7620 多(duō)刀車床刀架導軌(guǐ)進行自動潤滑係(xì)統(tǒng)設計及改造。
CP7620 多刀車(chē)床刀架導軌(guǐ)自動(dòng)潤滑(huá)係(xì)統原理圖如(rú)圖1 所示,包括自動潤滑油泵,分支器和油管,自動潤滑油泵固定在設備上,自動潤滑(huá)油泵加滿潤滑油,通上電源,自動潤滑油泵潤滑油出口通過油管與分支器連接,分支器出口分別通過油管與(yǔ)前橫刀(dāo)架導軌、前縱刀架導軌、後橫刀架(jià)導軌、後縱刀架導軌的配合(hé)處注油口固定好。保證前刀架和後刀架在運行過程的平穩和導(dǎo)軌(guǐ)有均勻有油膜,處於良好的潤滑狀態(tài),降(jiàng)低導軌(guǐ)的劃傷或磨損。
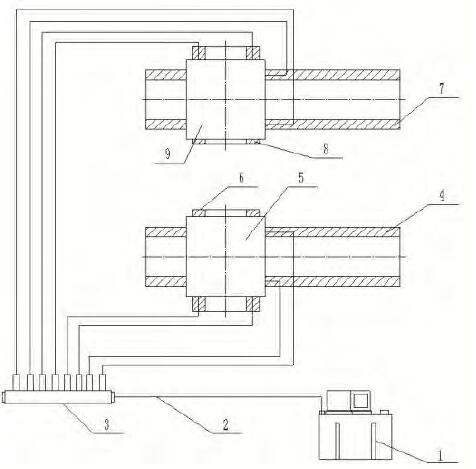
圖 1
1、自動潤滑油(yóu)泵;2、油管;3、分支器;4、前刀(dāo)橫架導軌;5、前(qián)刀架(jià);6、前
縱刀架導軌(guǐ);7、後(hòu)橫刀架導軌;8、後縱刀架導軌(guǐ);9、後刀架
使(shǐ)用自動潤滑油泵作(zuò)為動(dòng)力源主要優點是能夠定時、定量地(dì)自動加注潤滑油到各導軌潤滑點,使各導軌在刀架(jià)的(de)移動工作中總是處於良好的潤滑狀態。通過分支器調節旋鈕可以對各導軌潤滑點所需潤滑(huá)油量進行調(diào)整,保證各(gè)刀架(jià)導軌潤(rùn)滑油量地均勻性。
3、 CP7620 多刀車床刀架自動潤(rùn)滑係統改造(zào)效果
3.1 降低員工勞動強度:未改造前員工每班進行(háng)二次(班(bān)前和班中)手動對刀架導軌進行潤滑,其潤滑(huá)效果一致性較差,存在潤滑不良的現象。每次潤滑需要將導軌防護取下,潤滑後重新(xīn)安裝好,上下(xià) 4 個刀架防護全部(bù)要進行安取一次,每次需要 15 分鍾左右(yòu),每班(bān) 2 次,需要 30 分鍾左右。改造後至今運行正常,員工隻需要將機(jī)床進行預熱和空運行就可以,隻操心保證(zhèng)工件的質量就可以了,大大降低(dī)了員工的勞動和操心強度。
3.2 降低成本:未改造前刀(dāo)架導軌(guǐ)大約每年需要(yào)維修一次,每次維修(xiū)刀架時磨刀架(jià)、配鍵、刮研刀架導軌等工作,一次維修費用在 3000 元左右,維修成本高,維(wéi)修周期長,且影響(xiǎng)產品質量及生產效率,同時每(měi)台設備需(xū)要配置1 個壓力油(yóu)槍。改造後至今運行正常,未發(fā)現因潤滑(huá)不良而引(yǐn)起的導軌磨損、拉傷、平行度不好等故(gù)障,降低了設備故(gù)障率,降低了影響產(chǎn)品質量(liàng)因素和維修成本,解放修理工們的重複勞動(dòng)時間。
3.3 提高生產效(xiào)率:未改造前每台設備每(měi)班(bān)需(xū)要潤滑時間(jiān) 30 分鍾,若發生故障時維修需要三個(gè)維修人員進行更換調整工作 4 小時左右生產線才能(néng)正常運行,造成很大的窩工現(xiàn)象。改造(zào)後實現對 CP7620 多刀機床刀架(jià)定時定量自動潤滑,刀架導軌配合麵(miàn)處於油膜良好(hǎo)均勻,減少刀架導軌(guǐ)因缺油磨損故障率,員工勞動量的降低,設備故障率降低、加工精度穩定,產品質量得到了保證,生產(chǎn)效率(lǜ)有極(jí)大(dà)的提高。
4 、結束語
對 CP7620 多刀車床刀架自動潤滑係統改造,經過一年多的實踐應用,至今未發現刀架導軌故障,提高設備(bèi)自動化程度,潤滑油使用均勻合理且性(xìng)能好(hǎo),有效地減少人為因素影響設備性(xìng)能目的(de),解放員工(gōng)的多餘勞動強度,降低了(le)設(shè)備故障率(lǜ)和維修成本,提高產品質量、設備利用(yòng)率和生產效率。
投稿箱:
如果(guǒ)您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
")
行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽(qì)車產量數據(jù)
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月(yuè) 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數(shù)據