


刀(dāo)具(jù)壽命延長三倍: 新一(yī)代ISO車削(xuē)刀片
2019-7-23 來源:瓦爾特 作者:-
HIPIMS PVD塗(tú)層可轉位刀片
更小、更輕(qīng)——各個不同行業都朝(cháo)著小型化或者輕量化的方向發展。對於機械工程(chéng)及其供應商來說,這種趨勢給金屬(shǔ)加工帶來了全(quán)新的挑戰(zhàn)。瓦爾特公司推出HIPIMS PVD刀具材料,為其客戶提供了這一應用領域的解決方案。這些材料能夠保證卓越的工藝穩定性(xìng)和高於平均水平的刀具壽命,給許多客戶留下了深刻印象。
圖:表麵對比
說明:采用HIPIMS PVD工藝生產的表麵(miàn)非常(cháng)光(guāng)滑,減小了摩擦,因此刀刃上的積(jī)屑瘤和熱量產生也得以減少。
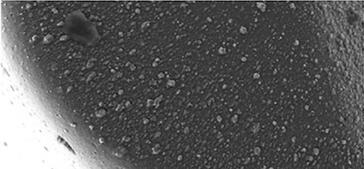
上圖:標準PVD工(gōng)藝:液滴明顯
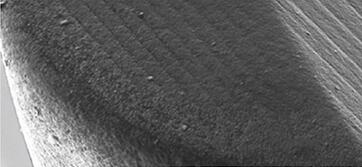
中圖:HIPIMS PVD工藝(WNN10):非(fēi)常光滑的表麵
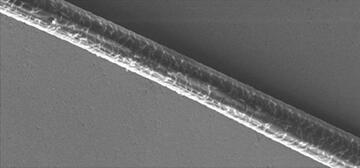
下圖:HIPIMS表麵與發絲表麵的直接對比
小型化的趨勢(shì)在通(tōng)信和娛樂電子領域最為明顯(xiǎn),但它同時也(yě)在逐漸改變許多行業領域:從醫療行業到(dào)汽車(chē)行業,乃至飛機製造業。對生(shēng)產商來說,這意(yì)味著他們必須調整工(gōng)藝,以適應對尺寸穩定性和表麵質量不斷增高的需求,甚至需要轉而使用新(xīn)材料。
圖:Inconel 718 DA – 40 HRC的精加工
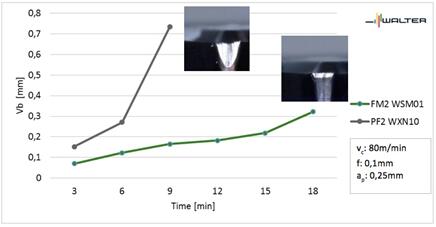
說明:在切削參(cān)數相同的情況下,新的HIPIMS PVD塗層DCGT11T304-FM2 WSM01可轉位刀片,相比於DCGT11T304-PF2 WXN10可轉位刀片,將刀具壽命從9分鍾延長(zhǎng)至18分鍾,並且在整個刀具壽命期間,表(biǎo)麵質量始終維持在Rz 2和Rz 4 之間。
超硬、但又特(tè)別有韌性的材料(如航(háng)空航天工(gōng)業中洛氏硬度HRC42的Inconel 718DA,或醫療和食品工業中的(de)Ti-6Al-4V)在ISO 車削過程中對可轉位刀片要求很複雜。這是因為難加工材料具有很高的粘附趨勢,尤其是(shì)當它們的(de)鎳(Ni)含量(liàng)比較(jiào)高時。這種趨勢會導致切(qiē)屑粘附並堆(duī)積在刀(dāo)刃上,從而影響尺寸穩定性和表麵質量。我們必須承認(rèn),到目前為止,刀刃的磨損總是比較快,尤其是(shì)在加工高強度材(cái)料的(de)情況下。
在大切深至中等切深的ISO車削應用中,之前主導市場的CVD塗層可(kě)轉位(wèi)刀片表現一直可圈可點。但是,這(zhè)種刀片在諸如精加(jiā)工等機加工應用中(zhōng)效果就差強人意,特別是對精度和刀具(jù)壽命有要求的時候。這就是瓦(wǎ)爾特加工專家認為主要可以進行優化(huà)的地方。
圖:Gerd Kussmaul

說明:Gerd Kussmaul,瓦爾特公(gōng)司高(gāo)級車削產品經理,負責ISO車削、切槽和高級材料(liào)產(chǎn)品部門。
瓦爾特高級車削(xuē)產品經理Gerd Kussmaul是這樣描述新型HIPIMS PVD塗層可轉位刀片的設計概念的:“目前來說,對表麵(miàn)質(zhì)量要求最高的ISO M、ISO S、ISO P和ISO N材料,雖(suī)然精加工都是比較特殊或小範圍的(de)應用,但是目前市場的動(dòng)態增長,我們從中看到了巨大的潛力。精加工用以獲得均勻且良好的表麵質(zhì)量的(de)。在可轉位刀片的整個使用壽命中,工件表麵質量範圍需要維持在(zài)Rz 1.6 µm至Rz 6.3 µm之(zhī)間。這就是為什麽一段時間以來瓦爾特一直在尋找適當的槽型和刀具材料,以(yǐ)實現這方麵的工藝可靠性。新的PVD HIPIMS塗層表現出(chū)能夠滿足這一目標的理想性能,其表麵極(jí)其光滑,在鋒利的刀刃上有很強的層附著力。”
創新的塗層技術確保最佳性能
瓦爾特是為數不多的能夠獨立生產(chǎn)新的PVD HIPIMS工藝、並通過專門的PVD開發團隊不斷拓展應用(yòng)可能(néng)性的可轉位刀片(piàn)製造商之一(yī)。HIPIMS的意思是“大功率(lǜ)脈衝磁控濺射”。與傳統的DC濺射工藝(yì)相比,HIPIMS工藝要求將加工(gōng)對象置入幾千瓦(wǎ)功率的短脈(mò)衝(chōng)中。這道工序會產生每立方厘米1013個離(lí)子的等離子體密度,其目標金屬(shǔ)離子含量很高。塗層與基材(cái)之間的結合也(yě)很好。
這種(zhǒng)塗層(céng)工藝對具有極其鋒利槽型的可(kě)轉位刀(dāo)片,例如FN2或MN2“鋁加工槽型(xíng)”非常有益(yì),主要是(shì)因為它(tā)能形(xíng)成極(jí)其穩定的切削刃。即(jí)使在高負荷加工下,塗層也不會剝(bāo)落,刀刃也不會斷裂。此外,高的刃口穩定性還(hái)能確保刀(dāo)刃受到的磨損小而且均勻。均勻(yún)的磨損甚至能夠保證即使刀片即將(jiāng)到達最終壽(shòu)命也能維持尺寸穩定性和工件表麵質量。HIPIMS工藝(yì)的另一(yī)個優點是塗層非常光滑,非常適合加工粘性如鋁合金等材料;對(duì)機加工過程中(zhōng)易於粘附在刀刃上的材(cái)料也(yě)能夠做到可靠切削(xuē)。從而基(jī)本消除一些(xiē)常見的磨損(sǔn)形式,例如(rú)與粘(zhān)附材料發生化學和物理反應而引起積屑瘤或明顯的後(hòu)刀麵磨損等。瓦爾特的新HIPIMS PVD級 WNN10和WSM01同時還具備很長(zhǎng)的使(shǐ)用壽命。
刀具壽命長,機加工體量增加
圖:瓦爾特 MS3 WSM01和MN2 WNN10可轉位刀片
說明:瓦爾特 HIPIMS PVD材質WNN10和(hé)WSM01表麵(miàn)非常光滑,同時具備出色的塗層附著與極高的硬度。

上圖:瓦(wǎ)爾特 MS3 WSM01
下圖:瓦爾特 MN2 WNN10
HIPIMS PVD可轉位刀片的(de)銷售量穩(wěn)定增長,很多已經將原先的WXN10或者WK1刀具更換為PVD塗層的WNN10或者WSM01可轉位刀片的(de)客戶都給出了(le)不錯的反饋。瓦爾特(tè)的產品經理Gerd kussmaul說(shuō):“要在既定流程中更換刀具(jù)材料必須要有充分的理由。拋開其(qí)他各種因素不說,新HIPIMS材質在刀具壽命和表麵質(zhì)量方麵表現不俗,非常有利於其推廣。我們從對比測試中可以清楚地看出這一點。例如,在洛氏硬度為54的工具鋼X40CRMoV5-1(DIN1.2344)上進行精加工(gōng)操作時,刀具壽(shòu)命可以延(yán)長275%。整個刀具壽命期間(jiān)均可達到(dào)Ra 0.8 µm的表麵值,工藝可靠。另一項應用是用新材質的WSM01以(yǐ)80 m/min的切削速度對Inconel 718DA進行精加工,加工時間達到18分鍾。相(xiàng)比之下,原等級的WXN10隻能達到9分鍾。此外,在(zài)整個刀具(jù)壽命期間,表麵質量均(jun1)良好(hǎo),維持在Rz 2 µm到Rz 4µm 之間。
圖:應用範例——葉輪
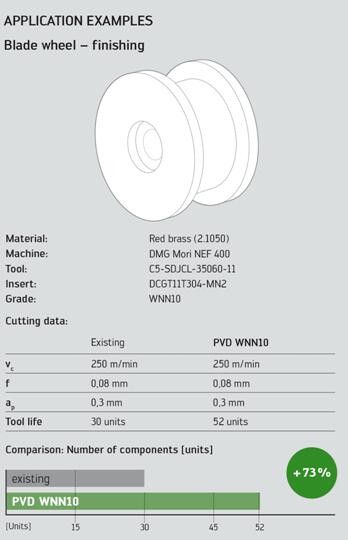
說明:在對比試(shì)驗中(zhōng),瓦爾特使用WNN10可轉位刀片(與以(yǐ)前的刀具材料相比)加工紅銅,刀具壽命(mìng)增加了73%。
工藝可靠性和成本降低
瓦爾特的新HIPIMS PVD可轉位刀片在任何要求(qiú)最大精度、最佳表麵質量和工藝(yì)可靠(kào)性的應用市場具有很大的潛力。與此同(tóng)時(shí),這種刀片還能夠降低成本,因為HIPIMS PVD塗層與硬質(zhì)合金基材組合形(xíng)成的刀具材(cái)料能夠延長刀具壽命,並始終保證加工質量。在(zài)精加工等較(jiào)為困難的加工工序以及矽含量高的鋁合金等粘性大(dà)的材料加工中尤為重要。事實上(shàng),這種(zhǒng)刀具的壽命和(hé)表麵質量與原來的可轉位刀片相比差異非常明顯,從而使得生產成本顯著降低。
有關信息:
優化精加工(gōng)和粗加工的(de)表(biǎo)麵質量
瓦爾特為鋁、銅和鎂(měi)基(jī)合金等ISO N材(cái)料開發了(le)新的WNN10等級。可轉位刀片有兩種槽型:18°前角的FN2槽型非常適合精加(jiā)工和(hé)易於振動的細長(zhǎng)軸;25°前角(jiǎo)的(de)MN2槽型可普遍用於有色(sè)金屬的半精加工。
新材質WSM01包括正型刀片FM2、MM4和MN2,以及負型刀片MS3、NMS和(hé)NRS。其主要應用領域是鎳基和鈷基高溫合金的精加工和半精加工,但也用於不(bú)鏽鋼(gāng)材料,如奧氏體不鏽(xiù)鋼(gāng)1.4301、1.4404或雙(shuāng)相不鏽鋼1.4462。例如,它在航空航天工業中用於加(jiā)工(gōng)發動機部件、在醫療行業中用於生產外科器械等。其應用還包括加(jiā)工不(bú)鏽鋼或高硬度的工具鋼(gāng),如洛氏硬度為54的X40CrMoV5-1。總之,可以說:新的HIPIMS PVD級WSM01是硬材料精加工的理想解決方案。
瓦爾特網址鏈接: www.walter-tools.com
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎(yíng)聯係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎(yíng)聯係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多
")
行業(yè)數據
| 更多
- 2024年11月 金屬(shǔ)切削機(jī)床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量(liàng)情況
- 2024年10月 新能(néng)源汽車產量(liàng)數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據(jù)
- 2028年(nián)8月 基本型乘用車(轎車)產量數據(jù)
博文選萃
| 更多
- 機械加工過程(chéng)圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割(gē)機床的發展趨勢
- 國(guó)產數控係統和數控(kòng)機床何去何從(cóng)?
- 中(zhōng)國的技術工人都去哪(nǎ)裏了?
- 機械老板做了十多(duō)年,為何還是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多(duō)談點製造(zào)
- 現實麵前(qián),國人沉默(mò)。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與(yǔ)螺旋銑孔加工工藝的區別