


新型多功能(néng)彈出(chū)式刀具機構的設計
2019-7-9 來源: 中航飛機股份有限(xiàn)公司長沙起落架分公司 作者:沈勇, 郭輝(huī), 田輝, 肖彬
摘 要:為解決航空產品中深孔槽或異形回轉體內(nèi)孔零(líng)件難加工的問題,結合多年生的生產經驗,設計(jì)了一款用於此類零件(jiàn)加工的新型多功能彈出式刀具機構。此新型機構(gòu)通過推動內部活動心軸(zhóu)實現切削半徑的(de)調節,更換不同刀具可(kě)實現鏜孔、研磨等功(gōng)能(néng),且機構結(jié)構簡單、操作方便,特別適宜於深孔槽(cáo)或異形回轉體內孔零件的加工。
關(guān)鍵(jiàn)詞:多功能;刀具;設(shè)計
0 引(yǐn) 言
在航空產品(pǐn)中常遇到一些深(shēn)孔槽或回轉體(tǐ)內孔(kǒng)的活(huó)塞杆零件,無(wú)法通過一般(bān)的深孔加工設備完成。當零件內(nèi)孔(kǒng)槽太深或回轉結構較為複雜時,采用傳統深孔刀具、加長刀杆配合大行程車床的加(jiā)工方法可解決大部分零件的加工。
盡(jìn)管如此,傳(chuán)統低效率的加工方法還(hái)常受設備加工長度的限製,就深(shēn)孔刀具而言,其高昂的造(zào)價,苛(kē)刻的設備要求條件(jiàn),不適宜科研生產過程中的單件(jiàn)、小(xiǎo)批量生產。若采用加長刀杆配大行程機床的加(jiā)工方案,則(zé)零件周轉時間長,刀具更換耗時量大,企業生產效率低下。
通(tōng)過對深孔及普通孔加工(gōng)刀具(jù)的深入分析,特別設(shè)計了一款多功能彈出式刀具機構,用(yòng)於解決此類深孔槽典型零件(jiàn)的加工難題。
1 、傳統孔加工刀具的特點
孔加工刀具按工作(zuò)部分(fèn)的(de)結構分整體式、焊接式和機械夾固式三種:刀體(tǐ)上做出切削刃(rèn)的整體式刀具;刀片釺焊到(dào)鋼製(zhì)刀體上的焊接(jiē)式刀具; 刀(dāo)片(piàn)夾固(gù)在刀體上(shàng)或釺焊好的刀頭夾固在刀體上的機械夾(jiá)固式刀具。其(qí)總的特(tè)點是:定位精度好,刀具壽命長,有利於塗層陶瓷等新技術的推廣,但刀具可調性差,加工時刀杆過長,撓度變形大(dà),彎曲剛度差。
2 、新型多功能彈出式刀具機構
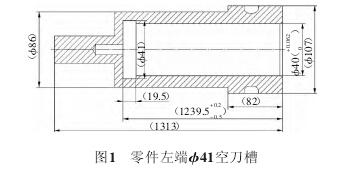
生產加(jiā)工中(zhōng),為(wéi)了解決部分異(yì)型(xíng)零(líng)件的(de)深孔環形槽如油槽、擋圈槽和空刀槽的加工(如圖1),設計了一款可兼顧加工普通(tōng)內孔的(de)彈出式刀具機構。
2.1 機構的組成(chéng)
新型多功能彈出式刀具機構主要由圖2中的(de)六部分(fèn)構成,其中活動刀(dāo)體1共有4個相同的部分,一端與刀體外殼(ké)3的U型槽通過(guò)彈(dàn)性固定脹圈2軸(zhóu)向卡緊,另一端由彈性固定脹圈6將其壓入(rù)刀體外殼(ké)3中的四個對稱且大小(xiǎo)相同的限位槽中,限製了活動刀體1 沿調節心軸5的軸向移動自由度。當撐杆4和調節心軸5受到刀體外殼螺旋機構的軸向推力時,調節心軸5產生軸向位移,並通過貼合斜麵的滑動,擠壓活動刀體1使其(qí)沿調(diào)節心軸5的徑(jìng)向撐開,從而改變(biàn)了(le)刀具的(de)切(qiē)削直徑。
刀體外殼3有對稱性較高的四個限位(wèi)槽,在槽的兩端分布著一個安裝定位彈性固定脹圈(quān)的U型槽,撐杆4和調節心軸5在截麵呈“十”字型的刀體外殼腔內的(de)位置,直接決定著彈出式刀(dāo)具機構的刀具加工半徑。其中活動(dòng)刀架部件(jiàn)有(yǒu)活動刀架基體(tǐ)、夾板、螺釘、切削刀具(如:刀片)組成(見圖2的立體(tǐ)示意圖)。
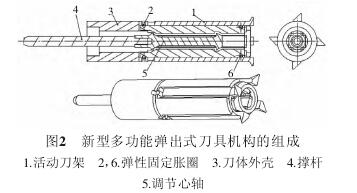
夾板主要(yào)作用是將刀片、油石等刀具定位於活動刀架基體,通過螺釘夾緊。更換不同的切削刀(dāo)具可實現(xiàn)切槽、鏜孔、研磨等多種加工方法。
2.2 工作原理
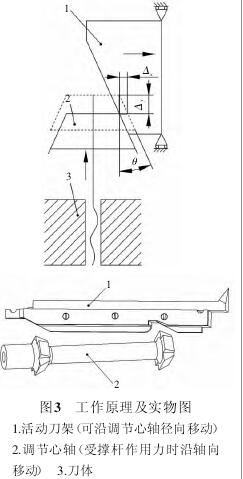
多功能彈出式刀具機構工作原理是(圖3):調(diào)節心軸5與刀體3一端撐杆相連,撐杆隨刀體(tǐ)螺紋機構的螺旋運動,推(tuī)動著調節心軸5沿軸向平行移動(dòng),活動刀架1軸向方向受(shòu)彈(dàn)性固定脹圈及刀體(tǐ)外殼U型槽限(xiàn)製,在調節心(xīn)軸5推力作用下,沿調節心軸徑向平行移動,夾持在活動刀架的刀具切削直徑也(yě)隨調節心軸位置(zhì)的不同發生著相應變化。
調節多功能彈出式刀(dāo)具機構(gòu)與刀(dāo)體(tǐ)連接的(de)螺旋機構旋合長度可直接控製刀具切削直徑。


螺紋機構可(kě)以采用手動角 度調(diào)節或機動 轉 速調節,實現(xiàn)改變刀具切削半徑伸 長量的目的。
2.3 機構主要部件的設計要求
機構(gòu)活動刀架和調(diào)節心軸 要有足夠的強 度 和耐磨性(xìng)。切削刀具應符合相應加工方法的(de)刀具角(jiǎo)度,零件加工前 通 過磨床對切(qiē)削(xuē)刀具進行修磨(mó)調整,保證切削刃(rèn)處(chù)於同(tóng)一圓
周內;加(jiā)工時鎖緊螺旋機(jī)構,確保刀具剛性加載,切削平穩。
3 、刀具的力學性能
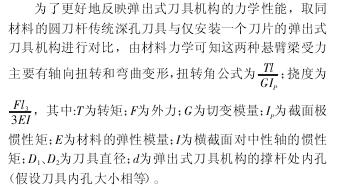
表1 轉角與撓度參數的比較
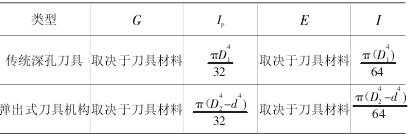
根據表1中表達(dá)關係式,容易得出彈出式刀具機構(gòu)在取同(tóng)材(cái)料、同體積、同長度的情況下,刀杆外圓(yuán)相對(duì)較大,扭轉角和撓度都小於(yú)傳統深孔刀具,更適合深孔型麵加工(gōng)。現取傳統刀具(jù)進行模(mó)型受力分析,試驗數據具體如下:刀杆(gǎn)240 mm,直徑準24 mm,材料假設為45鋼,彈性模量218GPa,泊鬆比為0.3,主切削力為(wéi)250 N,切向力為120 N,軸向力為50 N,刀杆的(de)橫截麵為圓麵,選用(yòng)有限元分析軟件ANSYS中的Quad 8 node 183及(jí)Brick 20 node183號元素進行分析。

由圖4可以看出,單刃傳統(tǒng)深孔刀具受主切削反力、切向反力、軸向(xiàng)反力時,刀頭部分基體受力變形較大,當刀體剛(gāng)度差時,被加工零件尺寸(cùn)精度和粗糙度將難以保證。而對於刀體對稱分布的(de)新型多功能彈出式刀具機構,其軸向扭轉和彎曲變形都較小,有利於零件(jiàn)高品質(zhì)內孔的加工。
4 、結 論
本新(xīn)型多功能彈出式刀具機構通過更換撐杆部件配,可以快速對刀杆的長短進行調節,借助刀體尾部螺旋機構,可以方(fāng)便調(diào)節不同的切削直徑。相對於傳(chuán)統刀具其具有更大抗撓強度,可以對普(pǔ)通內孔零件進行內孔車削、精鏜、研磨等,能較好地(dì)解決一些複雜零件的深(shēn)孔槽,回轉(zhuǎn)異型孔的難加工問題。
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年(nián)11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量(liàng)情況(kuàng)
- 2024年10月 新能(néng)源汽車產量數(shù)據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源(yuán)汽車(chē)產量數據
- 2028年8月 基(jī)本(běn)型乘用車(轎(jiào)車)產量數(shù)據