


縮短加工時間 效率提升達80%
2019-5-30 來源:山高 作者:-
山高刀具助力航發南方公司減速器生產工藝優化
“做世界一流的中小航空發動機供應商”——自1951年建廠成立(lì)近70年來,懷抱著(zhe)這個夢想與目標,中國航發南(nán)方工業(yè)有限公司(以下簡稱南方公司)始(shǐ)終堅持創新,不斷提升發展核心技術能(néng)力,現已形成(chéng)航空發動機研(yán)製、生產、修理、服務保障於一體的強大優勢體係。南方(fāng)公司作為行業(yè)內種類最全、型號(hào)最多的航空發動機企業,擁(yōng)有30多萬平方米生產廠房及設施,配備近7000台套領先設備;作為我國中小航空發動機研(yán)製生產基地,具備了批產第三代和研製(zhì)第四代中小型渦軸、渦槳航空發動(dòng)機的工藝(yì)與製造技術能力,部分核心零部件關鍵技術更是達(dá)到(dào)了世界先進水平。
精度高、材料與結(jié)構雙重(chóng)難加工的特性,讓(ràng)航空零部件的製造總是(shì)很難在品質與效率間達到平衡。由此,工藝優化、提速提效的(de)生產改革一直在南方公司大範圍、持續性開展。借(jiè)助智能(néng)領先的設備(bèi)與工具產(chǎn)品,來最大限(xiàn)度地解決加工效率低、精度不夠、生產環節不合理等問題,效果明顯。曾采(cǎi)用(yòng)傳統分(fèn)層銑削方式進行生產加工的減速(sù)器主要(yào)零件遊星架的窗(chuāng)口結構正是南方公司工藝改革的典型實例。
效率瓶頸,傳統加工方式急需改善
遊(yóu)星架是減速(sù)器中的主要零件,其結構複雜(zá),大小不一的內需鑽孔內要安裝(zhuāng)齒(chǐ)輪軸等多個轉動件。遊星架底部圓柱形結構的外圍(wéi)有4個窗口結構,需要從實體形式的毛坯件開始掏(tāo)空加(jiā)工,不僅加工餘量非常大,其對表(biǎo)麵質量的要求也十分(fèn)嚴格。
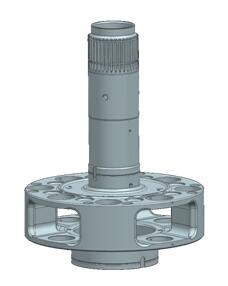
圖1 遊星架幾何圖

圖2 分層銑削加工
“在以往生產中,對於這個(gè)窗口結構,我們采用的是傳統的分層(céng)銑削加工形式。這種方法(fǎ)雖(suī)然(rán)加工穩定,表麵質量得以保證,但是效率相當低下。”南(nán)方公司李雙全介紹說,“分層銑削每次加工最(zuì)多隻能深(shēn)入2毫(háo)米,而遊星架窗口結構的徑向需切削深度為70餘毫米,要完成加工需要在(zài)徑向深度方向循環切削40次。每次循環中沿窗口銑削一周的時間是2分鍾,完成單個窗口加工就需要至少80分鍾。”
另外,如此加工效(xiào)率讓該零件占(zhàn)用設備的情(qíng)況十分(fèn)嚴重。車間經常出現為了加工遊星架這個零(líng)件,而導致其餘需要上該設備的零件排隊積壓(yā),對生產造成了很大影響。因此,急(jí)需對其進行(háng)工藝改(gǎi)善和效率(lǜ)提升。
工藝(yì)改善:整體銑刀 + 動力銑削
傳(chuán)統分層銑削方式中采用的是切(qiē)削刃有限的裝刀片(piàn)式銑刀,每次徑向切削深度僅為2毫米,且無法增大,這也最(zuì)直接地導致了切削次數和切削時間的增加(jiā)。所以,首先考慮的就是(shì)如何加大(dà)徑向切削深度的問題。

圖3 分層銑削刀具(裝(zhuāng)刀片式)
在深入分析比較後,南方公司決定(dìng)采用切削深度更大的整體玉米銑刀替換原有的刀片銑刀。同時,零件(jiàn)窗口結構剛開始是(shì)實體(tǐ)毛坯狀態,整體玉米銑刀若要單次直接實現滿刃切削,則首先需要加(jiā)工一個底孔讓刀具能夠伸(shēn)入零件使切削刃整體接觸到加工麵。效率更(gèng)高、切削力更大的(de)鑽削形式成了最佳選擇。由此,他們基本製定(dìng)了先采用鑽頭加工(gōng)底孔,再使(shǐ)用整體玉米銑刀進行(háng)滿刃切削的加工方式。
在解決了切削(xuē)深度問題,減少了循環切削次數後,南方公司的技術人員們(men)又(yòu)開始考慮是否能通過加大進給、切深、提高轉速等方式增大刀具切削力,從而減少循環中一周切削時間。“然而,這種設想很快就被推翻了。采用整體刀具滿刃切削時的切削(xuē)載(zǎi)荷較(jiào)大,如果直(zhí)接提高進給、切深等加工參數,必然會導(dǎo)致(zhì)刀具和工件之間的接觸時間長、切削溫(wēn)度升高,刀具難以承受則易造成打刀,進而影響(xiǎng)刀(dāo)具使用壽(shòu)命和加工質量。” 李雙(shuāng)全繼續介(jiè)紹說,“隨後,我們團隊又對編程方式進行了(le)反複的(de)討論和探索,最終找到了能提高切削參數同時又能使(shǐ)刀具承受惡劣加工條件的切削方式——動力銑削。”
與傳(chuán)統加(jiā)工不同,在動力銑削過程中(zhōng)銑(xǐ)刀是處於一(yī)邊(biān)自轉一邊公轉的狀態,減少了接觸角和每轉切(qiē)除量,從而(ér)降低了切削(xuē)力和切削溫度,使刀(dāo)具能適(shì)應更惡(è)劣的切(qiē)削要求;同時(shí),動力銑削實現了將非連續加工變成連續加工,加工穩定性更高,因此加工轉速、切削等參數可繼續提(tí)高,從而實現大餘量快速切削。
優質(zhì)刀具方案打造極致高效
工(gōng)藝方案確(què)定後,接下來就是要尋找合適的刀具(jù)產(chǎn)品了。整個提效方案需要4把刀具,首先是用於窗(chuāng)口剛開始加工時(shí)進行鑽削加工,形成底孔的大直徑鑽(zuàn)頭(tóu);然後是快(kuài)速銑削去除窗口(kǒu)餘量和協助(zhù)清除邊角殘留餘量的玉米(mǐ)合金銑刀;以及(jí)最後用於窗(chuāng)口精加工,保證最後尺(chǐ)寸(cùn)及表麵質量的精加(jiā)工(gōng)整體合金刀具。
在了解對比了市場上多(duō)種(zhǒng)刀具品牌(pái)後(hòu),南(nán)方公司最終選擇了擁有完(wán)整產品係列且對多種航空零件加工具備豐富經驗的(de)山高刀具。航空(kōng)部件的精度要求十分嚴格並且材料成本非常高,生產(chǎn)過程中的可靠性、安全性(xìng)至關重要,南方公司需要的是實力強大、品質可靠的供應商。而山高刀具在航(háng)空製造領(lǐng)域一直備受好評,其技術團隊更有著豐富的應用經驗,在接觸(chù)之初便(biàn)贏得了南方(fāng)公司的信任。
針對鑽削(xuē)工序(xù),南方公司使用(yòng)了山高(gāo)刀具新型(xíng)的 Perfomax 颶風鑽,其優(yōu)化的(de)排屑槽,可以實現最佳的切屑(xiè)控製和排屑,從(cóng)而有效(xiào)提高鑽削參數,實現高效金屬去除效果(guǒ),並延長刀具使用壽命。排屑槽所采用的新型“減磨表麵”的特殊波形盡可能減少了切屑和排屑槽之間的接(jiē)觸,使刀具應用更為安(ān)全(quán)可靠。

圖4 Perfomax 颶(jù)風鑽
“對於整個方案中最為核心的整體刀具(jù)銑削過程,我們製定了兩種刀具配合使(shǐ)用的方案。先使用長度較短的玉米合金銑刀,采用動力銑削方式,快速銑削去除(chú)窗口餘量,然(rán)後用長度稍長的同款銑刀清除上款刀具未能去除的邊角殘留餘量。”山高刀具航(háng)空航(háng)天應(yīng)用經理宋永輝對刀具方案進(jìn)行解釋說明,“這兩款刀具是山(shān)高JABRO JHP993係列,非常適合高效率金屬切削加工,它特有的分(fèn)屑槽設計,即使在較大切削用(yòng)量的(de)情況下,也能有效控製切屑。可(kě)形成非常小的碎屑,避免了切屑(xiè)在型腔中難以排出而帶來的刀(dāo)具折斷風險。另外(wài),該(gāi)係列刀具采(cǎi)用超細粉末製成的(de)基體(tǐ),兼具硬度和(hé)韌性,配合多刃的設計,可實現更高的進給速度,充分發揮了動力(lì)銑削的優勢。”
山高的這兩款整體玉米合金銑刀將窗(chuāng)口結(jié)構初步(bù)加工完成隻花費了短短10分(fèn)鍾的時間,僅是原來分層銑削方式的1/8,大大(dà)超出了南方公司的預(yù)期,其加工效(xiào)果(guǒ)令人驚喜。

圖5 用於動力銑削的(de)玉米合金銑刀
最後,是精加工階段。為了保證良好的表麵質量(liàng)、平麵度及垂(chuí)直度,南方公司選擇了適合大(dà)切深、小切寬、側銑加工的522長刃精銑刀,可以有效避免分層加工產生的接刀痕,實現優質的壁麵光潔度。“該(gāi)款刀具特有的幾何設(shè)計,還能夠在加工薄壁的(de)情況下,完美解決由(yóu)於材料剛性不足而產生的讓刀(dāo)情況。”宋(sòng)永輝補充說道(dào)。

圖6 山高(gāo) 522 長刃精銑刀確(què)保了優質的壁(bì)麵(miàn)光潔度
“通過采用整體合金銑刀進行滿刃切削和動(dòng)力銑削編程(chéng)方式(shì)的工藝,結合山高刀具高效優質的刀(dāo)具方案,我們成(chéng)功將遊星架窗口結(jié)構的加工時間(jiān)從原來的80分鍾(zhōng)縮短為14分11秒,效率提升超過(guò)80%。”李雙全說道,“這(zhè)類方法不僅僅優化了一個零部件的加工,它在大餘量切削、斷續切削等工(gōng)藝領域都有著很大的推廣價值(zhí)和借鑒意義。在今後,我們還會(huì)將工藝優化、效率提升應用到更多的零部(bù)件加工中。”
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 分地(dì)區金屬切削機(jī)床產量數(shù)據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月(yuè) 新能源汽(qì)車銷(xiāo)量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削(xuē)機床產量數(shù)據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃
| 更多