


提升曲(qǔ)軸斜油孔的生產效率
2019-7-17 來源:山(shān)特維克可樂滿 作者:-

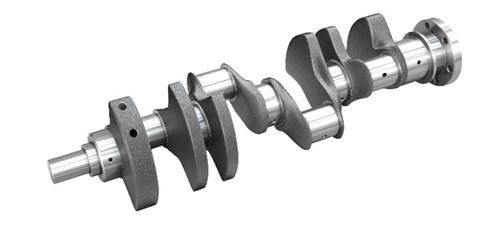
圖(tú)注:在汽車行(háng)業專注於切(qiē)削刀具和工具係統的眾(zhòng)多領域中,山特維克可樂滿是加工曲(qǔ)軸(zhóu)斜油孔的行家
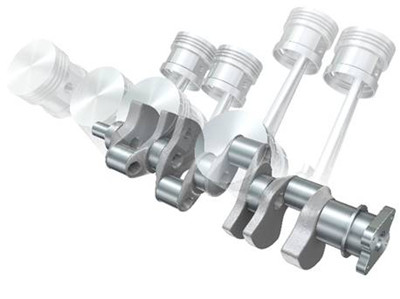
曲軸是發動機的心髒,將水平運動轉變成旋轉運動,從而推動車輛運動。曲軸本身是很複雜的部件,客運車(chē)輛市場要求大批量生產。
事實(shí)上,由(yóu)於(yú)快速成長的(de)經(jīng)濟體(例如中國和(hé)印度)的需(xū)求日益增加,對曲軸的需求還會進(jìn)一(yī)步增加。
如(rú)果有提高這些關鍵零件加工效率的先進技術,全世(shì)界汽車生產廠都求之不得(dé)。在汽車行業專注於切削刀具和工具係統的眾(zhòng)多領域中,山特維克可樂滿是加工曲軸斜油孔的行家。
眾所周知(zhī),這(zhè)是一(yī)項的極具挑戰(zhàn)性(xìng)的工序,由於孔的深(shēn)徑比和鑽孔斜度都很大,所以加工效果截(jié)然不一樣,同時經常會出現鑽頭斷裂(liè)的現象。然而(ér),該領域所取得的新突破確實令人振奮,效(xiào)果非常(cháng)好,在刀(dāo)具壽(shòu)命和生產效率方(fāng)麵取得巨大進步,具有大量盈利的潛(qián)力。
曲軸製造的主要(yào)材料是鑄(zhù)鐵(ISO K)和鋼(ISO P),工件通常為鍛造毛坯、鑄造毛坯或實心毛坯。鑄鐵材質通常含有球(qiú)狀石墨(例如GGG60、GGG70,GGG80材(cái)質),而由42CrMo4(240-285 Hb)和C38(900-1400 N/mm2)材料製成的鍛鋼毛坯也常見。是選用鑄鐵(tiě)還(hái)是鋼材,主要(yào)考慮的因素包括零件的強度、重量和成本,目前市場比例大約為50:50。
挑戰
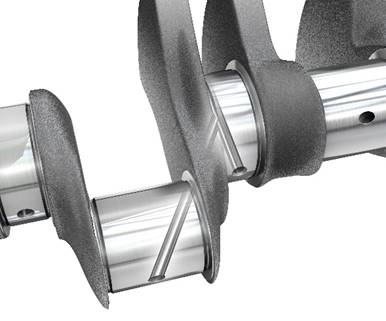
大端軸頸潤(rùn)滑需要斜油孔,通常每根曲軸四個孔。每個孔的角度為27~29度,直徑為5~8毫(háo)米不等(具體取決於(yú)曲軸(zhóu)的尺寸),深度(dù)約90毫米,通常穿(chuān)過兩個相鄰的軸頸和一個平衡塊。在很(hěn)多情況(kuàng)下(xià),斜(xié)油孔還要與直孔交叉。由於深度可達直徑的25倍,斜油孔(和導向(xiàng)孔)通常使用深孔鑽削(xuē)工序(xù)的專用(yòng)機床在專門的曲軸生產線上(shàng)生產。
迄今為止,斜油孔鑽削存在很多(duō)問題(tí),即角度、深度(排(pái)屑)和鑽頭斷裂 - 這些問題就注定了刀具使用壽命永遠是一個嚴峻的挑戰。其難度之大,還包(bāo)括汽車行業正在(zài)朝向微量潤滑(MQL)技術發展,而不是采用傳統的貫通主(zhǔ)軸的乳化(huà)冷卻液。
解決方案
鑽削(xuē)要求高效(xiào)、可重複使用和加工過程安全可靠。為了解決這些難題,山特維克可樂滿著手研發了CoroDrill® 865,此產(chǎn)品專門用於加工斜油孔。

此產品的主要創新在於采用了(le)全新的幾何槽形,這種全新(xīn)的槽形可改善鐵屑變形和增加刀具強度(dù)。每個容屑槽都經過表麵精加工(gōng)處理,有助於排屑並減小摩擦力,同時(shí)更精細加工的(de)切削刃保(bǎo)證了一致性和成形,從而(ér)實(shí)現“綠燈(dēng)加工”。另外,堅固結實的槽形和(hé)優化的刀尖特性,也有助於加大切削進給量。

值(zhí)得(dé)注意的是,CoroDrill 865槽形設計存(cún)在細微差別,既可適合ISO K球鐵曲軸,也可適合ISO P鋼曲(qǔ)軸。實際上,每件(jiàn)CoroDrill 865產品都是經過定製(zhì)的,以滿足生產的(de)精準要求,可調整容屑槽的尺寸和整個長度,從而實現鑽孔性能(néng)優化。

結論
為了突出所提供產品的潛在盈利(lì)能力,最近的客戶案(àn)例(lì)分析針對GGG80曲軸加工(gōng)的5毫米斜(xié)油孔進行了研究。在(zài)切削速度為50米/分(0.164英尺/分)、進給量為0.28毫米/轉 (0.011英寸/轉)、MQL微量潤滑的(de)壓(yā)力為17~19巴和流速為19毫升/小時的(de)工(gōng)況(kuàng)下,客(kè)戶(hù)見證了刀具使用(yòng)壽命延長140%,生(shēng)產效率提(tí)高108%。另外,堅固結實的CoroDrill 865充分證明了其磨損方式可預測,刀具完全可修複,達到嶄新如初的性能水平。
一些主要的曲(qǔ)軸製造商年產量可達五十萬根曲軸,如此龐(páng)大的(de)產量,使得刀具使用壽命和生產效率對底線盈利能力有較大的影響。
成功秘訣
除了刀具創新外,成功鑽削斜油孔很大程度還取決於加工策略。例如,製造商采(cǎi)用帶有CoroDrill 865的專用導向鑽頭,可精確(què)可靠鑽孔和定位。導向鑽刀體外(wài)圓製造公差為p7,刀尖角度為150°,而CoroDrill 865的製造公差為m7,刀尖角度為135°。
導(dǎo)向孔(kǒng)加工好(hǎo)後,CoroDrill 865已經進入導向孔,可完全采用推薦的主軸轉速和進給量(liàng)。當(dāng)接近交叉孔或離開斜麵時,鑽頭距此(cǐ)點還有1毫米,此(cǐ)時進給量已降低至其推薦值的0.1。整個鑽(zuàn)削工序連續完成(chéng) - 不會采用啄鑽。在鑽頭的外角全部(bù)離開斜麵時,便以500 rpm的轉速和600毫米/分的速度進行後退。
切(qiē)削速度和進給量
關於推薦的切削參(cān)數,即直徑為5毫米的斜油孔,ISO K 球鐵材料選(xuǎn)擇的(de)切削速度為50米/分(0.164英尺/分),進給量0.28毫米/轉(0.011英寸/轉)。對於(yú)ISO P鋼軸,根據應用不同,推薦的進給量範圍為0.20毫米(0.007英寸(cùn)/轉)~0.28毫米(0.011英寸/轉),但切削速度應當增(zēng)加(jiā)到80米/分(262英尺/分)。
對於斜油孔加工,機床設(shè)置和刀具夾持也很關鍵。采(cǎi)用推薦的最大刀具跳動量30微(wēi)米 (0.00118英寸),始終使用優質(zhì)刀架CoroChuck™或冷縮裝(zhuāng)配變型。
微量潤滑的因素
為了實現性能優化,最關鍵的是(shì)要控製好微量潤滑的流量和壓(yā)力。CoroDrill 865標配(pèi)有適用於微(wēi)量潤滑的接柄,但微量潤滑係統的選擇需要仔細考慮。
單通道係統在機床的背(bèi)後在冷卻(què)液管道前使微量潤(rùn)滑的油(yóu)和空氣(qì)混合,通過(guò)主軸到刀(dāo)具完成混合。可使用標準(zhǔn)的刀(dāo)柄,但是由於聚集在主軸上的重力作用,會導致(zhì)潤滑油滴出,使(shǐ)微量潤滑出油量產生波動。相反,雙通道係統在主(zhǔ)軸上和主軸端部使微量(liàng)潤滑的油和空氣混合。這使得空氣壓力更高,微滴尺寸均勻,在(zài)鑽深孔或排屑至關重要的其它應用時最適合。
最(zuì)後,正確應用CoroDrill 865,可讓曲軸生(shēng)產線(xiàn)滿產能運行,可精確加(jiā)工(gōng)深度為25倍切削直徑(jìng)的斜油孔,其可靠性高,鐵屑控製優異。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機(jī)床產(chǎn)量數據
- 2024年(nián)9月(yuè) 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型(xíng)乘用車(轎車)產量數據