


數控車床刀具安裝的常(cháng)見問題與對策
2018-8-14 來源:東北大學工程訓練中心 作者:劉悅,張立君
摘要: 針對數(shù)控車床加工過(guò)程中,由於刀(dāo)具安裝不當出現(xiàn)的各類質量問題,分析原(yuán)因,整理歸納,最後提出了詳細的解決方法,並自行設計製作了實用對刀儀,使加工操作(zuò)更加方便、刀具耐用,產品質量(liàng)穩定。
關鍵詞: 數控車床; 刀具; 安(ān)裝(zhuāng); 加工質量; 車刀
與普通機床相比,數控機床的加工(gōng)效率高(gāo),質量控製穩定(dìng)。但在實(shí)際(jì)加工過程中,仍然存在加工精度超差、工件質量不合格等問題,這些問題與機床的製造精度、加工工藝、工件的安裝方法、編程質量等因素有關。
除(chú)上述因素外,工件的(de)加工質量還與(yǔ)刀具的(de)安裝有關。
1 、刀具安裝常見問(wèn)題(tí)及原因
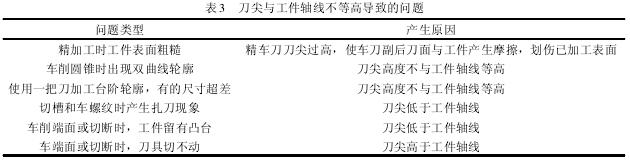
與刀具安裝有關(guān)的問題主要有: 刀具安裝位置(zhì)不當、刀具安裝不牢固、刀尖與工件軸線不等高。導(dǎo)致問題及產生原因分別見表 1—3。


2 、解決方法(fǎ)及適用條件
針對上述刀具安裝時產生的問題,安裝刀具(jù)時應該(gāi)根(gēn)據實際加工情況,分析產生原(yuán)因,選擇正(zhèng)確(què)的(de)安裝方法。
2. 1 車刀安裝位置不當及不牢固時解決方法
( 1) 一般情況下,車刀刀尖應與車刀工(gōng)件軸線等高,粗加工和車削大直徑工(gōng)件時,刀尖適當略高於工件軸線; 精加工(gōng)時刀尖適當略低於工件軸線,但在精加工圓錐、圓弧輪廓時,車刀刀尖(jiān)應(yīng)嚴格與車刀工件軸線等高;
( 2) 車削細長軸時(shí),在有跟刀架或中心架支撐時,為了使刀尖頂緊工件(jiàn),刀具適當(dāng)向右偏移安裝,形成略小(xiǎo)於 900 的主(zhǔ)偏(piān)角,以產生一(yī)定的徑向(xiàng)力,使細長軸壓(yā)緊(jǐn)在跟刀架的支柱上,避免軸跳動; 在沒有使用車刀刀杆跟刀架或中心架支撐時,刀具適當向左安裝,以形成略大於於 900 的主偏角,以使(shǐ)徑(jìng)向切削力(lì)盡量小;
( 3) 車刀的探出長度不宜(yí)太長,以防(fáng)止因(yīn)剛度差引起切削振動,從而帶來諸如: 工件表(biǎo)麵(miàn)粗糙、振動、紮刀、打刀等一係列問題。一般,車刀的探出長度不超出刀杆高度的 1. 5 倍,在(zài)其他刀具或刀架不與頂尖、尾座或工件碰撞或幹涉時,刀具的裝夾盡量探(tàn)出最短為好,如果在切削位置刀具探出(chū)長度盡量(liàng)短時,導致其他刀具或刀架與頂(dǐng)尖、尾座中心架發生幹涉時,可以調換安裝位(wèi)置或順序;
( 4) 刀杆的底部要平(píng)整。使用墊片時,墊片要平整,墊片的前端(duān)應對齊,墊片 數(shù) 量 一 般 不 超 過3 片;
( 5) 車刀安(ān)裝要牢固。一般(bān)使用 2 個螺釘交替擰緊固定,緊固後再次檢測(cè)刀尖與工件軸(zhóu)線的高低(dī);
( 6) 使用機夾可轉位刀具時,刀片和墊片要擦拭(shì)幹淨(jìng),使用螺釘固定刀片時,擰緊的力要適宜;
( 7) 車削螺紋時,螺紋刀尖角的中分線應(yīng)該與工件軸線(xiàn)嚴格垂(chuí)直,可以使用螺紋對刀板和萬能角度尺完成對刀(dāo)。
2. 2 保證刀尖是否與(yǔ)工件軸線等高的問題
( 1) 何時需考慮(lǜ)刀 尖 是否與工 件 軸線等高的問題使用焊接式車刀時,必須要考(kǎo)慮刀尖是否與工件(jiàn)軸線(xiàn)等高的問題,如果條件允許,最好(hǎo)選擇機(jī)夾可轉位車刀(dāo),不僅刀(dāo)片的耐(nài)用度顯著(zhe)提高,使加(jiā)工(gōng)質量穩定(dìng),刀具磨損後,減少重新對刀時間(jiān),並(bìng)且由於刀杆的製造精度高,刀(dāo)片安裝位置準確,刀尖與刀杆底部的位置固定,使刀具安裝後,刀尖與工件軸線等高,減少甚至避(bì)免了調整刀尖高度的時間。
但在機(jī)床上長時間使用後,由於導軌磨損下沉(chén),導致刀(dāo)架高度降低,使刀(dāo)尖低於工件軸線,在安裝機夾可轉位刀具時也需要考慮(lǜ)刀尖是否與工件軸線等高。
( 2) 檢測車刀刀尖與工件軸線(xiàn)等高的(de)方法最簡單的方法是采用目測法,但是,受目測角度和光線等因素影響,往往不準確,通常隻適用於粗加工大直(zhí)徑的工件上。在其他加(jiā)工情況下(xià),需要使用合適的(de)檢測方法。常見的檢測方法見表 4。
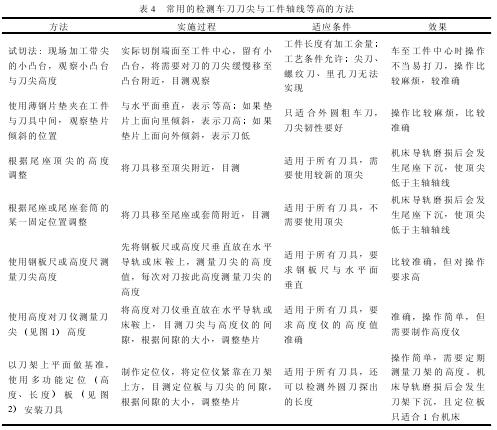
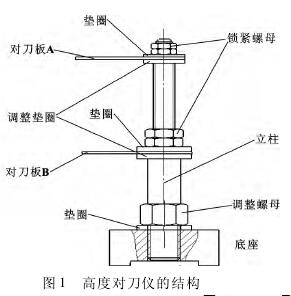
( 3) 自製對刀儀和對(duì)刀板(bǎn)的使用說明需要指出的是: 使用圖 1 所(suǒ)示的高度對刀儀,應該事先通過試切等方法,將一把刀的刀尖精確調整到與主軸軸線等高(gāo),然後分別將對刀儀安放(fàng)在機床的內側水平縱向導(dǎo)軌(guǐ)麵和中滑板導軌麵上,使對刀板的下(xià)麵(miàn)與刀尖等(děng)高後,再分別調整墊圈的厚度,鎖緊螺母後,即(jí)可作為今後安裝刀具使用。
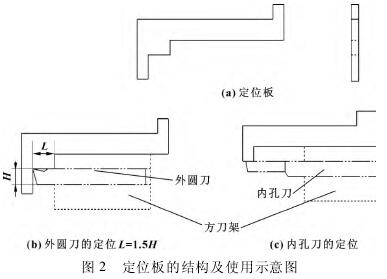
該對刀儀(yí)可以根據不同(tóng)類型的刀具,將其安放在不同高度的平麵(miàn)上; 可以針對不同的機床,通過調整墊圈,調(diào)整對刀板的高度,靈活使用(yòng)對刀板 A 或 B 麵檢測刀尖高度,使用範圍廣(guǎng)。圖 2 所示的多功能定位 ( 高度、長度) 板不僅可以(yǐ)檢測刀尖高度,還可以檢測刀杆探出長度,也應將一把刀的刀尖精確調整到與(yǔ)主軸軸線等高,準確測量刀尖與刀架頂麵的距離,再進(jìn)行對刀板的加工,以(yǐ)保證精度。
該對刀板對刀過程簡單準確,但是隻適合1 台機床。
3 、結束(shù)語
數控車削時,刀具的選擇和安裝正確與否(fǒu),對加工質量和延(yán)長刀具使用壽命的影響十分顯著。操作(zuò)者應該重視刀具的安裝問題,並根據現場的實(shí)際(jì)情況,采用合理的方法快速、正確地安裝好刀(dāo)具,以(yǐ)保證切削的順利進行和穩定地控製(zhì)工件加工質量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行業(yè)數據
| 更多
- 2024年(nián)11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口(kǒu)情(qíng)況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新(xīn)能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據