


瓦爾特-最大加(jiā)工可靠性滿足最高(gāo)效率要求
2018-8-10 來源:瓦爾特 作者:--
在嚴酷(kù)的加工條件(jiàn)下,動態銑削是一種理想的銑(xǐ)削策略
幾年前,動態(tài)銑削還(hái)是一種很少使用的加工工藝。這是因為當時達不到現在的效率水平。另外,這種工藝僅局限於使用CAD/CAM控製的銑床。這在過(guò)去是一種先進的技術,而現在CAD/CAM已成(chéng)為行業標準(zhǔn)。因此(cǐ)動態銑削策略變得越來越重要,它現在可以用於提高(gāo)加工可(kě)靠性,大大改善了加工過程應用的生產(chǎn)力。然而,必須考慮從工件到CAD/CAM係統(tǒng)以及(jí)從機床到刀具的整個加工過程。這正是換成複雜的動態切(qiē)削的真正原因。金屬加工公司(sī)可從刀(dāo)具專家瓦爾特獲得技術(shù)支持和加工建議。
加工穩定性好、加工工序更快
又快又便(biàn)宜 - 這是來(lái)自(zì)不同行業的許(xǔ)多供應商每天都(dōu)會遇到的壓力。但是(shì),產品的質量應該不會改變; 事實上,情況正好(hǎo)相反。很多行業(yè)對表麵(miàn)質量(liàng)和尺寸穩定性的要求越(yuè)來越高,對過(guò)程可靠性的要求也越來越嚴格;而且,由(yóu)於特別輕(qīng)質或耐熱材(cái)料的需求不斷增長,所以ISO M和(hé)ISO S材料組的材料比例也在不斷增加。眾所周知,這些材料往往是難以加工的材料。
工件尺寸也影響加工可靠性。飛機製造和渦輪機建造往往采用大尺寸工件。在(zài)加工過程中,它們的穩定性(xìng)是一大問題。因此,過程可靠性也很難把控。
動態銑削是同時提高加工穩定性和生產效率的一種卓越的解決方案。因此,越來越多的金屬加工公司正在使用這(zhè)種方法。
高性能切削與高動態切削
高性能切削(HPC)與高動(dòng)態切削(xuē)(HDC)之間的區(qū)別是銑刀的運動和(hé)受力不同。在高性能切削過程中,銑削刀具運動時,切深相對較小;而在高(gāo)動態切削過程中(zhōng),CAD/CAM控製係統沿著加工工件形狀期間刀具運行的路徑進行控製。這樣可防止或至少可減少自由行程。與此相反,高動(dòng)態切削過程中的切深(shēn)比高性能切削工程中的切(qiē)深大得多。
高性能切削(xuē)過程中的吃刀角度往往很大。因此,過程中的受(shòu)力(lì)也很大。這樣會加快刀具(jù)和機床主軸(zhóu)的磨損。另一(yī)方麵,動態銑削的特征在於加工穩定性高、刀具使用壽命長。高動態切削所選用的吃刀角度通常很小。因此,刀具和機床的受力(lì)比高性能(néng)切削要小(xiǎo)得多。與高性能切削相比,高動態切削具(jù)有較(jiào)高的切(qiē)削參數、較小的自由行程和較大的加(jiā)工穩定性(xìng),所以其金屬去除率非常高(gāo)。
動態銑削(xuē)的四大要素(sù)
動態銑削(xuē)策略基礎是所使用的銑削刀具、機床、CAD/CAM係統和工件本身。隻有在四大(dà)要素(sù)全部同時處於最佳狀態時,此策(cè)略才適用,這是優化加工可靠性和成本效(xiào)率(金屬去除(chú)率(lǜ))的(de)唯一方(fāng)式。切削值[例如最大許可徑(jìng)向切削寬度(ae)和吃刀角(φs)]取決於材(cái)料。工件幾何形(xíng)狀直接(jiē)影(yǐng)響到切削刃長度(Lc)、刀具直(zhí)徑(Dc)和銑削策略。CAD/CAM軟件計算所有重要參數例如(rú)銑削方向、優化路徑引導、定義的最大(dà)吃刀角(φs)的附著力和平均切屑厚度(hm),並按需要使其與應用程序相適應。當銑床(chuáng)在圓角附近具有卓越(yuè)的(de)加速特性、較短的計算和切換時間和較大的速度範圍時,它是“動態”的(de)。刀具根據加工工序以及按(àn)照材料預定義的參數選擇。Walter's MD133 Supreme係列整體硬質合金銑刀等刀具專門(mén)用於滿足動態銑削的要(yào)求。複雜,要求與客戶(hù)深入交流 - 高效瓦爾特整體硬質合金(jīn)銑削產品經理Philipp Binder對銑削策略的描述如下:“動態銑削(xuē)是一種相對(duì)較複雜的工藝過程,因為所有零件必須相(xiàng)互同(tóng)步。這(zhè)是發掘潛在效力的唯一方式。很多希望使用這種略的公司仍然需要我們(men)的支持。”刀具專家瓦爾特在引進並優化其動態銑削過程時,希望能對客戶有所(suǒ)幫助(zhù)。Binder解(jiě)釋道:“這就(jiù)是我們與CAD/CAM係統提供商密切通力合作的原因。如有需(xū)要,我們還與客(kè)戶現場合作。”“Walter GPS”是能夠幫助客戶選擇理想的銑削策略的另一種刀具:軟件(jiàn)工具(jù)指導用戶采用最經濟有效的(de)加工解決(jué)方案,包括推薦的刀具和切削參(cān)數。
圖片1:最適合複雜的工件幾何(hé)形狀
圖(tú)文說(shuō)明:動態銑削策略需要合適的工(gōng)件、銑削刀具(jù)、機床和CAD/CAM係統(tǒng)通過(guò)一些特殊特性例如穩定的孔芯、不規則的切削刃口節距、定義的保護半徑和斷(duàn)屑槽,定製的Walter's MD133 Supreme等銑刀專門用於此(cǐ)過程。
圖(tú)片2:動態銑削 - 銑(xǐ)削策略參數
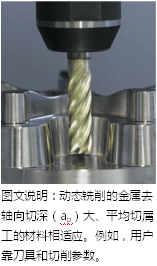
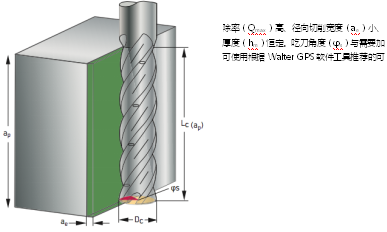
圖文(wén)說明:動態銑削的金屬去除率(Qmax)高、徑向切削寬度(ae)小(xiǎo)、軸(zhóu)向切(qiē)深(ap)大、平均(jun1)切屑厚度(hm)恒定。吃刀角度(φs)與需(xū)要加工的材料相適應。例如,用戶可使用根據Walter GPS軟件工具推薦的可靠刀具和切削參數。
圖片3:高性能切削(HPC)與(yǔ)高動態切削(HDC)的比較
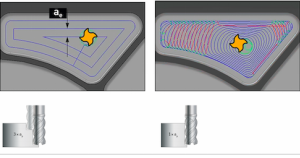
圖文說明:高性能切削(xuē)(HPC)與高動態切削(HDC)過程中的銑刀運動的直接比較表明:HDC銑削可防止自由(yóu)行程(軸(zhóu)向切深ap大),大大縮短了加工時間。
圖片4:動(dòng)態刀(dāo)具
圖文說明:滿足動態銑削要求(qiú)而專門研製的刀具。瓦(wǎ)爾特的整體硬質合金銑刀係列

圖片5:Philipp Binder
圖文說明:瓦爾特整(zhěng)體硬質合金(jīn)銑削產(chǎn)品經理Philipp Binder
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多
調(diào)查")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據