


刀具塗層的研究進展及最新(xīn)製備技術
2018-8-14 來源:轉載 作者:王鐵鋼 張姣(jiāo)姣 閻(yán) 兵
摘要 刀具塗(tú)層是機(jī)械加工行業實現高效率、高(gāo)精度、高柔性和綠色製造的有效途徑,其優異的綜合性能不僅可延長刀具的(de)使用壽命,而且能大幅度(dù)提升機械加工效率和零件的表麵加工質量,尤其針對鈦合金、高溫合金等難加工材料的(de)切削,極(jí)大降低了(le)加工成本。文章概述了刀具塗層的特點、類別及刀具塗層材料的應用,總結了化學氣相沉積(jī)技(jì)術(shù)、物(wù)理氣相沉積技術、物理(lǐ)化學氣相沉積技術的原理及優缺點。闡述了刀具塗層(céng)的發(fā)展曆程,即從常用塗層到納米複合塗(tú)層、功能梯度塗層等新型塗層,並對新型刀具塗層和最新製備技術的發展做了簡單的分析與介紹。
關鍵詞 刀具塗(tú)層 磁控濺射 電弧離子鍍 離子束輔助沉積 切削性能
如今,隨(suí)著(zhe)製造技術全球化趨勢的快速發展,對機(jī)械加工行業(yè)切削技術的要求逐步提高。刀具塗(tú)層的出現使加工(gōng)高(gāo)效性、精確性、專業化程(chéng)度都有利於製造業的進步,因而刀具塗層技術得到世界各個國家的廣(guǎng)泛關注。各種(zhǒng)高強度合金和冷硬鑄鐵的廣泛應用,汽車發動機薄壁缸體(tǐ)、缸(gāng)蓋、曲軸、凸輪軸的加工精(jīng)度(dù)及效率要求的(de)不斷提高,這些都對高(gāo)速切削技術(shù)提出了新要求。
選擇合適的刀具塗層材料對降低刀具材料消(xiāo)耗,獲得良好的加工精(jīng)度和表麵質(zhì)量,提高難加工材料(liào)切削刀具的壽命(mìng)、效率等(děng)方麵都具有決定性(xìng)作用。近年來,提(tí)高塗層與基(jī)體的結合強度,刀具(jù)塗層的強度、硬度、韌性、抗氧化、耐(nài)高溫和耐(nài)磨損等性能(néng),能夠拓寬塗層刀具在幹式切削加工中的應(yīng)用,滿足新型難(nán)加工材料的高速切削(xuē)加工及現代金屬切削加工需(xū)要有高的速度、進給率、可靠性、耐磨性和良好的切削可控性的(de)條件。使得刀具塗層技術從單一的刀具塗層逐步的發展成多元、多元複合、納米(mǐ)複合塗層等具有優良特性和卓越機械性能的塗層(céng)刀具,不但可以(yǐ)增加刀具塗層的使用壽(shòu)命(mìng),還可得到較好的加工(gōng)效果。刀具塗層(céng)的研究進展同時也促(cù)進了新製備技術的出現。例如,近些年來最新發展並最受歡迎的先進的製備(bèi)技術(shù): 高功率脈衝磁(cí)控濺射技術 ( HIP-IMS) ,離子(zǐ)束輔助沉積技(jì)術和磁過濾電弧離(lí)子鍍技術。因為可以製備出工業上所需要的耐腐蝕耐摩擦薄膜、超硬(yìng)薄膜、超(chāo)導薄膜及(jí)具有綜合機械性能的(de)薄膜,所(suǒ)以成為製(zhì)備並研製刀具塗層的主流技術(shù)。
1 、刀具塗層簡述
刀(dāo)具塗(tú)層是在真(zhēn)空條件下,采用氣相沉積技術(shù)在硬質(zhì)合金、高速鋼( HSS) 刀具基體表(biǎo)麵上,或者金剛石、陶瓷、立方氮化硼等超硬材料刀片上(shàng),沉積單層或多層(céng)抗高溫、耐磨損的(de)難熔金屬化合物硬質塗層。塗層避免了刀具與工件間的直接接觸,使擴散和(hé)化學(xué)活性降低,提(tí)高了抗氧化、抗(kàng)粘結、抗磨粒(lì)磨損、抗月牙窪(wā)磨損的性能。塗層刀具良好的綜合切削性能,滿足了(le)高速切削加工中提高加工效率與加工質量(liàng)的要(yào)求。總結起來(lái)塗層刀具有(yǒu)以下特征:
(1) 刀具塗(tú)層可在保證刀具強度不降低的情況下,大幅度的提(tí)高刀(dāo)具表麵硬度。
(2) 固相潤(rùn)滑性能良好的刀具塗層,具有較高的抗粘結性能和較低的摩擦係數,可明顯改善工件表麵加工質量,滿足幹式切削加工的惡劣條(tiáo)件。
(3) 刀具塗層的不斷升級(jí)換代,使(shǐ)得一(yī)係列刀具塗層表現出(chū)優異力學(xué)性能和摩擦學性能,又表現出氧化性(xìng)良好的熱穩定性和化學穩(wěn)定性,在對難加工材料的高速切削中,極大地提高了刀具的使用壽命(mìng)和加(jiā)工效率。
(4) 塗層(céng)刀具可極大地(dì)減(jiǎn)少冷(lěng)卻液(yè)或潤滑液的使用及(jí)刀具(jù)材料的消耗,降低(dī)切削加工成本,提高生產效率。
(5) 數種非塗層刀具可以由一種具備多種材料綜合性能的塗層刀具替代,即減少了刀(dāo)具(jù)的品(pǐn)種和數量又簡(jiǎn)化了刀具管理,還可以降低刀具的使用(yòng)成本,因此塗層刀具應用性強(qiáng),加工範圍廣。
2、 刀具材料進展
刀具材(cái)料的發展對於機械加工行業的快(kuài)速發展(zhǎn)具有重大意義,隨著刀具(jù)材料性能的不斷改進,特別是刀具(jù)塗層的出現和日益優化,使(shǐ)得刀具的切(qiē)削加工水平和(hé)效(xiào)率在不斷地提高。除(chú)此之外,還可逐漸滿足難加工材料鈦(tài)合金、陶瓷等(děng)的(de)高速切削要求。自 1900 年後至今,刀具材料及加工時間的發展變化如圖 1 所示。可(kě)見,刀(dāo)具材料技術的發展縮短了100 倍的切削時間。1960 年之後,塗層刀具的出現,使得加工時間縮短了 4 倍。最初使用的刀具材料是碳鋼,因為碳的含量越高,鋼的耐(nài)磨性越好(hǎo),但韌性較差,使用溫度低,切削性能差且加(jiā)工效率不高。後來出現的高速鋼的耐熱能力(lì)和切削性能明顯優於(yú)碳鋼。隨著製造業的發展,淬硬鋼、高錳鋼、耐磨鑄鐵等材料的使用增加,新型材料的出現,雖然高速鋼(gāng)及硬(yìng)質合(hé)金刀具在普通的切削(xuē)加工(gōng)中應用比較廣,但(dàn)是硬度、耐磨性和耐高溫能力都不是很高,滿足不(bú)了高速切削的加工要(yào)求,刀具(jù)塗層的應用(yòng)有效改善了現有刀具的切削性能。隨著塗層技術的不(bú)斷更新,刀具塗層已由最初的單層發展到多層複合、梯度塗層、納米複合結構,最近又新出現了混合式複(fù)合塗層,逐步(bù)縮短切(qiē)削加工時間,提高加工效率,對加工(gōng)製造業產生了深遠的影響。刀具塗層的出(chū)現即大幅度的縮短了刀具切削加(jiā)工時間又使得高速切削難題逐步被解決,刀(dāo)具塗層材料將持續發展,可逐漸實(shí)現當代先進製造業高效率、高精度、高柔性(xìng)和綠色化發展。
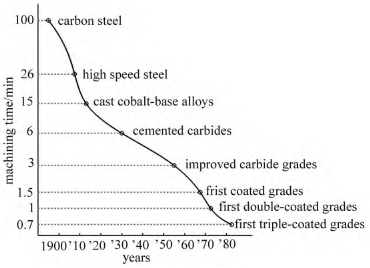
圖 1 刀(dāo)具材料與加工時間隨(suí)年代的變化
3 、真空(kōng)氣相(xiàng)沉積技(jì)術(shù)
真空氣相沉(chén)積是將反應室(shì)抽成真空,利用各種方法(fǎ),使金(jīn)屬或金屬氧化物成為氣態原子或分子,入射沉(chén)積在金屬或非金(jīn)屬(shǔ)表麵,形成固態薄膜。真空鍍膜相比傳統的電(diàn)鍍(dù)法,具備耗能低、汙染小、無毒、無廢液(yè)、成本低、應用範圍廣、鍍層質量高等優點,是(shì)鍍膜(mó)領域發(fā)展前途很好的一項新技術。真空是塗(tú)層氣相(xiàng)沉積的必要條件之一(yī),在真空下活性反應(yīng)氣體氧氣含量較低,並且具有氣體分子間碰撞(zhuàng)少,化學非活性,熱導低,壓(yā)力低的特點,所製備的薄膜孔隙率和雜質含量低; 真空(kōng)度還會(huì)影響沉(chén)積離子的動(dòng)能,改變(biàn)塗層的生長機製,還可細化晶粒,影響塗層物相結構與分布,從而獲得高硬度、高純度的塗層。氣相(xiàng)沉積是在合適的工藝參數條件(jiàn)下,通過氣(qì)相(xiàng)中發生的物理、化學反應,在基體表麵上形成具(jù)有(yǒu)特殊性能薄(báo)膜的方法。氣相沉積技術根據塗層形成的基本原理包括(kuò): 化(huà) 學 氣 相 沉 積(jī) ( CVD ) 、物 理(lǐ) 氣 相 沉 積( PVD) 、物理化學氣相沉積( PCVD)。
3. 1 PVD 技術
PVD 是一種利用濺射或蒸發等之類的物理氣相方法,在真空環境中的襯(chèn)底(dǐ)上(shàng)凝聚形成塗層的過程。目前(qián),PVD 的主要方法有濺射鍍膜、真空蒸發鍍膜、電弧(hú)、空心陰極、活性(xìng)反應等離子體鍍膜。塗層沉積(jī)過程是在真空和氣體放電( 即低氣壓等離子) ,大電流電弧放電,低(dī)電壓條件下(xià)進行的。固態物質的塗層反應源蒸發或濺射後,與送入的反應氣體(tǐ)通(tōng)過電離、複合和反應等物理過(guò)程,生成新的固態物質,沉積在基體表麵,形成均勻致密的硬質薄膜和(hé)它們的複合塗層(céng)薄(báo)膜。
隨著高(gāo)新科技的快速發展,物理(lǐ)氣相沉積經過不斷地改進出現了(le)新的亮點,像多弧離(lí)子鍍與磁控(kòng)濺射(shè)兼容技(jì)術,非平衡(héng)磁控濺射技術,孿生靶技術等使得物(wù)理氣相沉(chén)積(jī)技術不斷地滿足工業化大規模的發展。優(yōu)點: PVD 技術製備出的薄膜具有硬度和(hé)強度高、熱穩定性好、耐磨性好、化學性能穩定、摩擦係數低、組(zǔ)織結構(gòu)致密等優點。與 CVD 相比低溫沉積且薄膜內部的壓應力狀態對硬質合金精密複雜刀具的塗層更為適(shì)合。PVD 工藝無汙染 ,可實現(xiàn)綠(lǜ)色化製造(zào)。PVD 塗層技術不僅(jǐn)廣泛用於各種切削加工刀具、鑽頭等的(de)塗層處理(lǐ)而且塗層成分也由(yóu)單(dān)層塗層、多元塗(tú)層發展到多元複合塗層。缺點: PVD 技術製備塗層薄膜要求基體的清潔度高,而由(yóu)於繞鍍性差使得覆(fù)蓋台階、複雜零件等(děng)的能(néng)力差,工藝重複性不好(hǎo)且加工成本高。
3. 2 CVD 技術
CVD 是利用等離(lí)子體激勵、加熱等方法,使反應物質在一(yī)定溫度和氣態條件下發生化(huà)學反應並以生成(chéng)的固態物質沉積在適當位(wèi)置的基體表麵,進而製得的固態薄膜或(huò)塗層的工藝技術。CVD 是一(yī)種非常靈活、應用廣泛的製備塗層的化學氣相生長法,即(jí)將含有組成薄膜元素的單種或多種化(huà)合(hé)物、單質氣體供(gòng)給放置有(yǒu)基體的真空(kōng)反應室,借氣相作用在基體(tǐ)表麵上形成(chéng)所要求的固態薄(báo)膜或塗層的方法。利用等離(lí)子和(hé)激光輻射技術還可以獲取活化能(néng),從而能(néng)在較低的溫度下進行沉積。如今化學氣相(xiàng)沉積(jī)技術不僅廣泛應用於各種單晶(jīng)、多晶或玻璃態無機膜(mó)材料的沉積且已成為無機合成化學的一個新領域。優點: CVD 可以在真空低的條件下沉積塗層,各種氮化(huà)物、碳化(huà)物、氧化物、硼化物、矽化物塗層的(de)製備可在低於其熔點或分(fèn)解溫度的沉積溫度下(xià)進行,設備簡單,同一種膜的製(zhì)備可選用不同的化學反應,靈活性(xìng)比較大即反應原料的成分不僅可以調節和改變,又能控製塗層的特性和成分。又因為繞鍍性好適合用(yòng)於形狀複雜(zá)的零件和沉積內壁、內孔等(děng)的鍍膜。缺點: 工藝溫度高在應(yīng)用上受到限製,針對局部表麵沉積塗層時沒有 PVD 技(jì)術方便,沉積速(sù)率不是很(hěn)高比濺射鍍膜還要低,鍍膜後需真空(kōng)熱處(chù)理。製(zhì)備的塗(tú)層表麵粗糙,需(xū)要采取措施解決環境(jìng)汙染問(wèn)題。
3. 3 PCVD 技術
PCVD 是(shì)結合輝光放電的物理過程與 CVD,在低壓輝光放電的陰極上放上樣品,合(hé)適的溫度下(xià),通入(rù)適量的氣體,利用相結合的化(huà)學反應和離子轟擊過程,通過精確的監控來保證工藝參數的(de)穩定。樣(yàng)品表麵獲得塗層不僅具有 PVD 的低溫性而且還具有 CVD 的繞鍍性,化學成分和結構性(xìng)能易於調整,因而適用於 PVD、CVD 技術鍍膜的某些範圍有可(kě)能(néng)被取(qǔ)代。優(yōu)點: PCVD 技術可實現低溫沉積,繞(rào)鍍性也比較好,製備出的薄膜還具有(yǒu)較高的(de)膜(mó)基結合力。缺點: 真(zhēn)空度低、鍍膜雜質含量較高、硬度低、沉積速率過(guò)快、化學反應不完(wán)全、PCVD 設備的腐蝕較嚴重。
4、 刀具塗層材料的分類及應用
刀具塗層的合理(lǐ)應用,不能僅根據塗層的成分(fèn)和是否具有高的硬度、韌性、抗(kàng)氧化性來選擇,必須從實際的切削工況及不同的切削條件進行綜合考慮,以達到獲得最大經濟(jì)效益的目的。如車削加工、鑽削(xuē)加工、銑(xǐ)削加工、螺(luó)紋(wén)加工,不同的加工方法有不(bú)同的加工特點,依據(jù)不同的加工特點來考慮(lǜ)刀具塗層的硬度、高溫抗氧化性、韌性、薄(báo)膜致密性等哪個應該為(wéi)首選因素。圖 2 是幾種(zhǒng)典型的常用塗層(céng)刀具實物圖。在金屬切削加工(gōng)刀具中,有許多經過鍍膜技術(shù)處理的塗層(céng)刀具,如在刀具(jù)上塗覆金黃色的 Ti N、Zr N 塗層,在切(qiē)削(xuē)刀具上覆蓋黑色或灰色的 Ti C、Cr N 塗層,在銑刀、鑽頭等(děng)工 具上 塗覆古 銅(tóng) 色 的Ti Al N 塗層等一係列各種顏色的塗層刀具。刀具塗層(céng)材料的分類方法較多,即可以根據塗層材料的性質來分,也可以(yǐ)根(gēn)據材料的種類及製備方法、應用(yòng)、化學構成來分。

圖 2 典型塗層刀具實物(wù)照片
表 1 是常見塗層材料的特征及應用情(qíng)況。
表 2 是按照化學鍵的種類(lèi)對塗層材(cái)料進行歸納分類。
5、 刀具塗層的發展曆程
常(cháng)規的過渡(dù)族金(jīn)屬氮(dàn)化物塗層,像 Ti N、Cr N 等早已被(bèi)廣泛應用,但現代實際加(jiā)工條件的愈加苛刻及更高的切削加工精度要求使得它(tā)們無法滿足,故相繼開發出成分多元化、功能多樣化的塗層。新(xīn)型塗層具有比傳統塗層更高的硬度和抗高溫(wēn)氧化能力,已成為當今刀具塗層發展的重要方向,圖 3 所示(shì)為刀具(jù)塗層提供的改性作用。
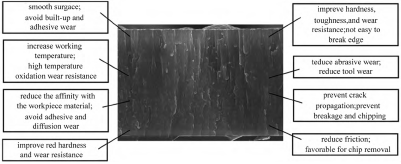
圖 3 刀具塗層提供的改性作用
5. 1 常規塗層
(1) 氮化鈦( Ti N) 塗層: Ti N 是利用 PVD 技術製備的一種最常見塗層,不僅可以提高(gāo)刀具(jù)硬度、韌性、使用壽命,而且還有較高的抗(kàng)氧化溫度。該塗層相對(duì)來說具有一定的抗腐蝕、抗氧化及耐磨損能力,故應用於(yú)高速鋼切削刀具或成形工具可獲得良好的加工質量。
(2) 碳化(huà)鈦( Ti C) 塗層: Ti C 塗層是塗層技術初期最早被(bèi)開發出來的一種單一塗層,塗層的的硬度比 Ti N 高,較強(qiáng)的機械磨損性能和基(jī)體粘結(jié)力,在切削加工過程中可降低加工阻力和切削(xuē)溫度(dù)。其缺點是塗層脆性、韌性、抗彎強度較低,適合於刀具產生劇烈磨損(sǔn)及連續切削的場合。
( 3) 氮碳化(huà)鈦( Ti CN) 塗層: Ti CN 塗層是由 Ti N 塗層加入合金化元素 C,Ti N 晶格中部分氮原子被碳原子(zǐ)所取(qǔ)代而形(xíng)成的同時具有 Ti N 和 Ti C 優點和特征的三元塗層。Ti CN 在摩擦(cā)學應用的磨損機製要優於(yú) Ti N,這是因為 Ti CN 塗層(céng)中(zhōng)由於 C 的存在作為潤(rùn)滑劑降低了摩擦磨損。但是,在溫(wēn)度高於(yú)400 °C 時(shí)該塗層就會失效,因此 Ti CN 塗層適合運用於工作溫度低於 400 °C 高速鋼刀具。
( 4) 鈦鋁氮( Ti Al N) 塗層,: Ti Al N/Al Ti N塗層是在 Ti N 基本結構中 Al 替代 Ti 而形成的具有立方(fāng) Na Cl 結構的複合塗層。該塗層(céng)中氧化鋁的存在使薄膜(mó)導(dǎo)熱性降低從而提高刀具的高溫加工壽命(mìng)。由於高硬度和耐(nài)磨性,以及(jí)良好的熱穩定性能和時效硬化能力,是(shì)最先進的加工工藝( 例(lì)如: 高速幹式切削) 的首選耐磨材料之一。Ti Al N 比 Ti N 塗(tú)層刀具具有高的硬度、氧(yǎng)化溫度,好的紅(hóng)硬性、附著力,低的熱膨脹係數及摩擦係數。切(qiē)削性能優(yōu)於Ti N,可應用於(yú)鑄鐵、不鏽鋼、高溫合金的高速切削或幹式加工。
(5) 鋁鈦氮( Al Ti N) 塗層: Al Ti N 和 Ti Al N 塗層(céng)區別在於鋁和鈦的比例不同,Al Ti N 塗層優異(yì)的力學和熱學性能被廣泛的應用於耐磨領域,這很大程度上歸功於鋁含量的增加。與 Ti N 塗層相比,Al Ti N 塗層作為刀具的保護層,可減少磨損量及(jí)更大的衝擊周期(qī)所導致的斷裂。由於晶粒細(xì)化後組織結構(gòu)更加致密,Al Ti N 塗層比 Ti Al N 塗層硬度更高,同時(shí)兼具了 Ti Al N 塗層優良的綜合機械性能,是高速幹式加工(gōng)的一種理(lǐ)想塗層。
(6) 氮化鉻( Cr N) 塗層: Cr N 塗層基於高硬度,高的熱穩定性,抗磨損和抗腐蝕性能,是一種受歡迎的低摩擦塗層。極高的變形表麵和大晶粒尺寸的Cr N 結構可以為潤滑劑提供微儲(chǔ)藏,從而使 Cr N 塗層也適用於在(zài)潤(rùn)滑條件下工作的部件。另外,良(liáng)好的抗粘結性(xìng)能使 Cr N 刀具塗層在容易產生積屑瘤及(jí)切削 鈦 合 金、鋁 等 軟 材 料 加 工 中 成(chéng) 為 首 選 塗層。這種幾乎無形的 Cr N 塗層塗覆在高速鋼(gāng)、硬質合金材質的車刀、銑刀、成形刀具上,可大大改善(shàn)刀具的(de)加工性能,因此,在工程中得(dé)到了廣泛應用。
(7) 金剛(gāng)石( Diamond) 塗層: CVD 金剛石塗層在刀具上的應用比較成熟,可為非鐵金屬材料加工刀具提供最佳性能,是加工陶(táo)瓷、石墨、金屬基複(fù)合材料( MMC) 、高矽鋁合金、碳-碳(tàn)複合材料、高磨蝕材料等的理(lǐ)想塗層,這是因為刀具的磨損主(zhǔ)要是由粘結、腐蝕、擴散等引(yǐn)起的熱、化學磨損,硬顆粒刻劃作用所導致的(de)的機械磨損 ( 注意: 純金剛石(shí)塗層刀具熱穩定性差,在高溫條件下會失去硬度和碳化。除此之外,與鐵有很強的親和力。故不適合加工鋼鐵件,以避免破壞塗層與刀具間的粘附層)。金剛石塗層(céng)刀具有很高(gāo)的熱導率、抗高溫(wēn)氧化性,刀具壽命高於沒(méi)有塗層的硬質合金刀具,最適合用於表麵光潔度要求高、抗腐蝕磨損(sǔn)和抗磨粒磨損的切削加工情況。
(8) 立方氮化硼( c-BN) : 立方氮(dàn)化硼主要是在高溫高壓工藝下由人工合成的立方(fāng)聚晶氮化物,硬度和熱導率僅次於金剛石,具有熱(rè)膨脹、密度(dù)較小和良好的熱穩定性,低斷(duàn)裂韌性的特(tè)點(diǎn)。更重要的是,立(lì)方氮化硼不僅有金剛石的許多(duō)優良特性而且幾乎不與鐵族元素發生反(fǎn)應,對於黑色金(jīn)屬(shǔ)具有優異的化學和熱(rè)穩定性。立方氮化硼塗層除了良好的耐磨性,還能切削加(jiā)工高硬度和對刀具有嚴重磨損的合(hé)金材料,因此,加工冷硬鑄鐵、淬硬鋼、高(gāo)溫合金 、硬(yìng)質合金等難加工材(cái)料時立方氮(dàn)化硼(péng)往往成為最佳選擇。切削、鑽削、滾齒和攻絲等(děng)屬於(yú)不同的加(jiā)工,適用的塗層也各不相同,塗層結構方式有: 單塗層、雙塗層或多(duō)塗層、複合化合物塗層、梯度塗(tú)層、納米(mǐ)塗層及納米複合塗層(céng)等類型,各自有其(qí)特定的使用場合(hé)。進一步提高了刀具的使用壽命,典型塗層結構如圖 4 所示。
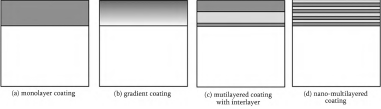
圖(tú) 4 典(diǎn)型塗(tú)層結構
5. 2 新型塗層
(1) 合金塗層: 因(yīn)為固溶強化( 晶格畸(jī)變) 、共價鍵結合(hé)能增加( C 取代 N) 、沉澱硬化( 第二相析出) 、抗氧化能力改善、抗氧化元素(sù)的(de)添加,如 Al,Zr,Cr 等所以硬度提高。例如(rú) Al-Fe-Mn-Si 係多主(zhǔ)元合金塗層是采用(yòng)激光熔覆技術在鋁合金表麵製備而成,塗層表麵的顯微硬度相(xiàng)比於基體(tǐ)的硬度提(tí)高了 2 倍,激光熔覆製備的 Al Fe Mn Si Zn 多主元合金塗主要是(shì)具有簡單(dān) FCC 結構的 α-Al 固溶體且塗層中還生成(chéng)了少量金屬間化合物 Al13Fe4 和 Al6Mn,由於多主元合金塗層(céng)存在最為合適比例的韌性相和硬質顆粒,故表現出最優的耐磨性能。
(2) 類金剛石塗層: 類金剛石(shí) ( Diamond-likecarbon coating,簡(jiǎn)稱 DLC) 塗層(céng)的製備(bèi)即可以用在高溫或者等(děng)離子場中將碳的化合物電(diàn)離或分解,在基體(tǐ)上(shàng)發(fā)生化學反應而(ér)形成(chéng)塗層的 CVD 技術(shù)製備,也可以由 PVD 製備。DLC 塗層不是由單(dān)質而是由sp2和 sp3鍵和幾乎沒有(yǒu)的(de) sp1鍵組成的,性質(zhì)介於金剛石和石墨之間(jiān)的亞穩(wěn)態非(fēi)晶碳,因此(cǐ)兼具了金剛石和石墨兩者的優良特(tè)性。DLC 塗層由於硬度(dù)高、摩擦係數低(dī)、自潤滑性(xìng)好、熱(rè)傳導高、化學惰性和抗(kàng)粘著而被用於軟金屬的銑削,大大提高了加工質量,具有很好(hǎo)的應用前景。
(3) 納(nà)米複合塗層: 它是由孤立的納米晶( 如nc-Ti N) 鑲嵌在很薄的非晶層( 如 a-BN) 中形成的一種複合結構塗層(céng)。由於該塗層納米晶硬度較高,非晶相塑性好,兩相界麵內聚能高,晶體相和非晶(jīng)相在熱力學上呈分離趨勢; 細小的納(nà)米晶內無法形成位錯,晶粒間的薄(báo)非晶(jīng)層可(kě)阻擋晶界滑移,大量(liàng)的兩相界麵增加了微裂(liè)紋擴展阻力的特征。因此,納米複合(hé)塗層在刀具上的應用,可發揮其高硬度 (> 40GPa) 、高韌(rèn)性、優異的耐磨性能和高溫熱穩定性等優勢,比普通塗層具有(yǒu)更好的耐腐蝕性能,適合用於高速(sù)切削、幹式加(jiā)工等工況。納米複合(hé)塗層由傳統 Me N( Me 包括 Ti、Cr、Zr、Ti Al、Cr Al 等) 塗層發展起來的,主要包(bāo)括(kuò) Me-Si-N( nc-Me N/a-Si3N4) 和Me-B-N( nc-Me N,Me B2 / a-BN) 兩類,通過向 Me N 塗層中分別添加 Si、B 等元素形(xíng)成。塗層中的軟質非晶相在一定程度上可緩衝外載荷引起(qǐ)的晶粒(lì)滑移,降低其抗彈性變形能力,同時也(yě)增(zēng)加了塗層韌性。
圖 5 是塗層中添(tiān)加 Si 或 B 等元素後,由晶體結構向納米複合結構轉變的示意(yì)圖。
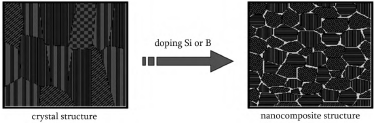
圖(tú) 5 納米複合塗層微觀結構演變示意(yì)圖
(4) 多層複合塗層: 多層複合塗層是通過改變結構和化學成分的方法獲(huò)得的,一般由兩種不同的材料按(àn)一定的(de)周期交替疊加形成,可集中每種材料的優異特性,控製每一層膜厚在幾個納米(mǐ)或更小量級,更重要的是能發揮協同作用效果,如超模(mó)量效應、超硬效應等。多層複(fù)合塗層可以(yǐ)在單一塗層原有性能的基礎上,進一步提高其(qí)韌性、硬度及抗高溫氧化性能來更好地滿足現代難加工材料的高效加工。在生產應用方麵,歐瑞康巴爾紮斯塗層公(gōng)司已將 Al Cr O/Al Cr N 多層複合塗層應用於齒輪滾刀表麵,並在工具鍍膜行業已占有絕對優勢(shì),圖 6 是其生產的多層膜截麵形貌照片。
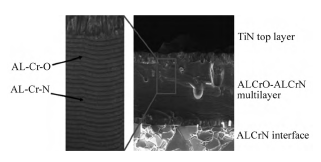
圖 6 巴爾紮斯塗(tú)層公司生產(chǎn)的 Al Cr O/Al Cr N 多層複合塗層截麵形貌
(5) 混雜塗層: 采用 Alloying + Nanocomposite概念: 可實現超硬、韌性提高、耐磨性改善、抗氧化性能提高、抗腐蝕性能提高(gāo)。其過程是以金屬和金屬化合物為原材(cái)料在基體表麵上進(jìn)行合金化,製備金屬化合物增強金屬間化合(hé)物基體複合塗層。如金屬間(jiān)化合物 Fe3Al 密度低,且具有優良的抗磨損、抗高溫氧化、抗腐蝕和硫化等性能。Fe3Al 相可有效增強 Ti C-Fe3Al 金 屬陶瓷的韌性,Ti C 顆(kē)粒的加入使Fe3Al 的高溫力學(xué)性能(néng)和(hé)硬度明(míng)顯提高(gāo),研 製的Ti C / Fe3Al 複(fù)合塗層具有較好的抗高溫氧化、耐高溫衝蝕的能力,可解決淬硬(yìng)鋼難加工的問題(tí)。
(6) 高熵合金塗層: 高熵合金塗層是以簡單的體心立方或麵心立方固溶(róng)體結(jié)構呈現的。該塗層通過高(gāo)熵簡化高熵合金微結構,使微結構納米(mǐ)化(huà)及非晶質化,且可設計合適的合金配方,從而使其具有較(jiào)高的強(qiáng)度(dù)、硬(yìng)度、韌性和優異的耐磨、耐高溫、耐腐蝕性(xìng)能。高熵合金塗層不僅(jǐn)可(kě)以強(qiáng)化一些(xiē)特性還(hái)有著常用合金塗層不及的優異特(tè)性,用在刀具上使得刀具材料的很多缺陷得以改善。
(7) 功能梯度塗層: 是一種集各(gè)種組成要素於一體,結構單一或(huò)綜合性變化,可設計性強的非均質複合塗層。功能梯度(dù)塗層由於空間梯度變化的引入,可有效提(tí)高(gāo)塗層的力學性能和使(shǐ)用壽命。內部界麵的不明顯可使其功能和(hé)性能在厚度上呈梯度變化,用(yòng)作塗(tú)層或(huò)中間層具有優良(liáng)的隔熱性能,連續功能梯度塗層可(kě)減小粘結失效(xiào)、應力集中、開裂和剝落等(děng)缺陷,改進表麵性能,減(jiǎn)小(xiǎo)高溫條件下(xià)的殘餘應力和熱應(yīng)力。在硬質合金或高(gāo)速鋼刀具上沉積成分漸變的梯度塗(tú)層可顯著改善膜/基結合力。單一塗層和梯度塗層(céng)的結構示意圖(tú)如圖 7 所示(shì)。
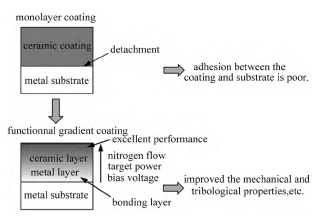
圖 7 單一塗層和梯度塗層的結構(gòu)示意圖
(8) HI3 SIBONICA 塗層: SIBONICA ( ( Al,Ti) N / Si BNC( O) ) 塗層是利用新型的高離化混合 PVD工藝 HI3 技(jì)術製備的新一代刀具塗層,其抗氧化性能最佳。“混合工藝”指在同一塗層(céng)設備(bèi)中采(cǎi)用多種塗層工藝沉積塗層(céng)或薄膜。HI3( 三重高離化) 混合技術結合了高(gāo)離化等離子(zǐ)體輔助塗層( HIPAC) 技術(shù)的高離化濺射工(gōng)藝,先進等(děng)離(lí)子體輔(fǔ)助電弧技(jì)術( APA-Arc) 的高離化電弧工藝。保證(zhèng)了優異的結合強度,並將引領高性能(néng)精密(mì)刀具和零件塗層當今和未來的發展。該技術製備的(de)塗層在較高溫度下仍然是穩定的非晶態且具有較(jiào)低的導熱性,可用在對塗層熱屏障作用要求較高的加工場合,如(rú)非氧化陶瓷塗層切削刀具。
6、 最新塗層製備技術
目前,磁控濺射(shè)和電弧離子鍍是用於沉積硬質塗層的兩類主要 PVD 塗層技(jì)術。如今,工業上廣泛應用的真空鍍膜技術之一的傳統磁控濺射技術,雖然具有低溫沉積、表麵光滑、沉積速率快、無顆粒(lì)缺陷等許多優點,。但金屬離化率低,易生成粗糙多孔的薄膜,膜基結合力差,塗層易脫落失效。電弧離子鍍技(jì)術雖(suī)然比磁控濺射(shè)技術具有金屬離化(huà)率高和膜基結合力強的優點,但是存在一個嚴重的應(yīng)用(yòng)缺陷,即大顆粒缺陷對薄(báo)膜的汙(wū)染問題(tí),該問是否能夠(gòu)解決成為了電弧離子鍍技術(shù)發展的瓶頸。為了(le)進一步提高塗層性能及加速在機械加工行業(yè)的推廣,對以下新塗層製備技術的成果轉(zhuǎn)化已成為(wéi)塗層領域的迫切需要。
6. 1 高(gāo)功率脈衝磁控濺射技術
高功率脈衝磁控濺射( Hi PIMS) 技術是(shì)近年來發展起來的是一種為濺射靶材提供高(gāo)離化率脈衝(chōng)的PVD 技術,Hi PIMS 是新一(yī)代 PVD 塗層技術 。該技術比傳統磁控濺射的脈(mò)衝峰值功率高 1000 倍或更高,可實(shí)現金屬高(gāo)離(lí)化率( > 50% ) 。高功率脈(mò)衝磁控濺射技術具有磁控濺射無顆粒缺陷、表麵光滑和電弧離子鍍低溫、離化率高、內應力可調、均(jun1)勻沉積、膜基結合力強、塗層致密(mì)的優點,且離子(zǐ)束流不含大顆(kē)粒,相(xiàng)比(bǐ)於 其他電源,其放 電 的 占 空 比(bǐ) 低 ( <1% ) ,脈衝(chōng)寬度( 通常介於 5 和 500 μs) 相對較小,在控製塗層微結構的(de)同時可獲得較高的膜基結合強度,降低塗層(céng)內應(yīng)力(lì),提高塗層的(de)致密性、均勻性,特別是沉(chén)積材料到(dào)複雜幾何(hé)形狀工件(jiàn)不同區(qū)域的導向作(zuò)用等,都存在(zài)著顯著的技術優勢,被認為是 PVD近些年來發展史上的一項(xiàng)尤為重要的技術突破。圖8 為采用(yòng)高功(gōng)率脈衝磁控濺射與其他技術製備沉積的 Ti Al N 塗層刀具的切削性能對比。
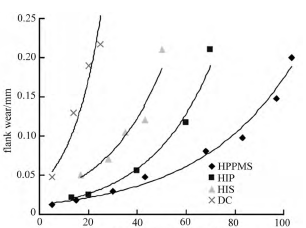
圖(tú) 8 采用不(bú)同 PVD 工藝沉積 Ti Al N 塗層後,刀具切削高強鋼(gāng)時後刀麵磨損情況對比
6. 2 離子束輔助沉積技術
離子束輔助沉積(jī)技術是由物理氣相沉積和離子437注入形成的(de)一種新型的表麵材料處理技術。它是在物理氣相沉積的同時,用一定能(néng)量(liàng)的離子束轟擊(jī)正在生(shēng)長的沉積薄膜表麵並將額外的能量傳遞到沉積薄膜的材料上,增強薄膜(mó)結構(gòu)的(de)致密(mì)性,提高薄膜性能(néng),同時通(tōng)過改變薄膜表(biǎo)麵(miàn)環境來影響沉(chén)積薄膜(mó)的成分、結構、性質的過(guò)程。離子束濺射沉積(jī)期間應用的輔助離子束有助於(yú)增加吸附原子的遷移率,從而獲得更光滑(huá)的表麵質量,更小的晶粒尺寸,更高的膜(mó)基結(jié)合強度,相對較低的壓縮特性的內應力,而小尺寸的晶粒和存在的壓應力都有助於材料獲得較高的硬度。離子束輔助沉積技術製(zhì)備的(de)塗層(céng)的硬度要比大量相(xiàng)同成分樣(yàng)品的硬度高得多。該技術保持了離子注入的優(yōu)點,且在離子束輔助沉(chén)積過(guò)程中,可選擇改變離子束的能量、離子束流密度、以及(jí)離子束的入射角度和入射離子的(de)種(zhǒng)類(lèi),同時又可單獨的改變這些參(cān)數,製備常規製膜技術很難製備的塗層薄膜,因此,這項技(jì)術近幾年來引(yǐn)起了廣泛的重視。
6. 3 磁過濾電弧離子鍍(dù)技術
磁(cí)過濾電弧離子鍍技術是結合電弧離子鍍技術設備簡單(dān)、沉積速度快、工作溫度低(dī)、離化率高、繞鍍性好、入射(shè)離子能量高、工(gōng)作電壓低的優(yōu)點(diǎn),同時利用磁場過濾技術解(jiě)決電弧(hú)離子鍍技術製備薄膜時產生的影響薄膜(mó)表麵質量,破(pò)壞薄膜連續性生長,降低薄膜綜合性能的(de)大顆粒汙染問題,是一項具有非常重要工程意義的塗層薄膜製備技術。它是(shì)利用電弧放電的原理(lǐ),在真空室中(zhōng),靶材(cái)放電產生等離子體(tǐ),並用過濾器(qì)濾(lǜ)掉等離子束流中存在的中性大顆(kē)粒,獲得純淨離子束,之後(hòu)在(zài)樣品表麵沉(chén)積(jī)形成塗層。磁過濾電弧離子鍍( MFAIP) 技術利用(yòng)磁場對等離子體以及大顆(kē)粒的不同作用將(jiāng)大顆粒(lì)過(guò)濾掉,製備出的薄膜或塗層可以有效地排除沉(chén)積過程中有不良影響(xiǎng)的(de)大顆粒和中性微粒。與其(qí)他沉積技(jì)術相比,不但可以通過調整設備參數(shù)控製薄膜的成分而且該技(jì)術還可獲(huò)得晶粒(lì)微細、膜基(jī)結合力(lì)強、致密性良好、硬度高的塗層薄膜,在工業化(huà)生產中具有更廣(guǎng)泛的應用(yòng)前景。
7 、小結
近年來,隨著材料製(zhì)備技術的不斷升(shēng)級換代,新型超強、超硬材料也在不斷湧(yǒng)現,並伴(bàn)隨著高速高精(jīng)切削、幹切削,以及以車代磨等(děng)新工藝的推廣,都將對刀(dāo)具切削性能(néng)不斷提出更高要求,而性(xìng)能優異的刀具塗層是實現刀具高端、高(gāo)速加工(gōng)的必要條件。刀具塗(tú)層的使用環境非常苛刻和複(fù)雜,塗層表麵要承受 900 ~ 1000 °C 以上的高溫和超過 1 GPa 的應力(lì)載荷,除強烈的磨削、粘著和摩擦/化學磨損外,間斷摩(mó)擦(cā)帶來的熱疲勞也常導致(zhì)塗層失效; 不同工況條件下,切(qiē)削不同材料時,磨損機理也不相同,低速切削時主要為磨料磨損,隨著切削速度的提(tí)高,切(qiē)削(xuē)溫度的(de)增加,粘結磨損和化學磨損會越來越突出; 通常每一種刀(dāo)具塗層材料都(dōu)會有最為合適的加(jiā)工對(duì)象。鑒於以上,在設計刀具塗層時,要綜合考慮結合強度、硬(yìng)度、韌性、熱穩定性和化學穩定性、彈性模量、導熱、膨脹係(xì)數和摩擦係數等,製備多功能塗層。隨著低溫、低壓氣(qì)相沉積技術的進步,特別是等離子體(tǐ)、離(lí)子束等輔助(zhù)沉積技術的出現(xiàn),不斷促進刀具塗層的更新換代,推動新型塗層刀(dāo)具的產(chǎn)業化發展。
來源:天津職業技術師範大學 天津市高速切削(xuē)與精密(mì)加工(gōng)重點實(shí)驗室 天津
投稿箱(xiāng):
如果您有機床行業、企(qǐ)業相(xiàng)關(guān)新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係(xì)本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相(xiàng)關(guān)新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係(xì)本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

