


快速經濟的瓦爾特非標刀具,燃氣(qì)輪(lún)機(jī)零件加工的首(shǒu)選
2016-6-13 來源:瓦爾(ěr)特 作者:
在工件上(shàng)鑽反沉孔
快速經濟的瓦爾(ěr)特非標(biāo)刀具,燃氣輪機(jī)零件加工的首選
時間就是金錢,事實上並非完(wán)全如此。越來越多的公司發現贏得業務的唯一方式是比競爭對手快。因此,他們采用一些非標(biāo)刀具,加快生(shēng)產工藝過程。由(yóu)西門子發電與天(tiān)然氣集團(tuán)經營、總部位於柏(bǎi)林的燃氣輪機(jī)廠采用這(zhè)種(zhǒng)方法後,大大縮短了燃氣輪機零件的加(jiā)工時間。這家公司原來鑽16個燃(rán)氣輪機轉(zhuǎn)子(zǐ)軸法蘭沉孔需要10小時,而使用全自動Walter MODCO®反轉沉孔法後(hòu),同樣鑽16個孔僅需要90分鍾。
柏林燃氣輪(lún)機廠技術團隊負責人Markus Zapke說:“我們一直在為加工某些零件的沉孔需要較長(zhǎng)時間而苦惱,由於(yú)交貨(huò)時間長,機床利用率高,因此它們對消除加工過(guò)程瓶頸越來越關(guān)鍵。”2012年,負責尋找(zhǎo)解決方案的員工將與他們合作(zuò)長達(dá)25年之久的(de)合作夥伴換成精密刀具製造商(shāng)瓦爾特。
大型燃氣輪機的大件加工
柏林燃氣輪機廠(chǎng)由車間工人用鏜床和銑床生產出的軸和外罩有公共汽車那(nà)樣大。這些零件安裝在輸出功率高達400 MW的燃氣輪機上,然後再銷往全世界的發電廠和工業部門。例如CD-1轉子軸重量在13噸以上,長度(dù)超過3.5米,最(zuì)寬點直徑在1.5米左右。這種中空軸構成世界(jiè)上最大燃氣輪機400 MW SGT5-8000H型燃氣輪機壓氣側轉子的端件。這種零件用法蘭安裝在與發電機連(lián)接的中間軸上,共有16隻(zhī)法蘭連(lián)接螺栓,法蘭開有相應數量(liàng)的通孔,通孔直徑為(wéi)75毫米,法蘭厚度(dù)約(yuē)175毫米(mǐ)。螺栓(shuān)用螺母緊固,因此(cǐ)必須在鑽孔的難以接(jiē)近(jìn)的進口加工反向沉孔,以便為它們留出空(kōng)間。這些反(fǎn)向沉孔深56毫米,直徑98毫米。
單項加工任務花費的時間太長(zhǎng)
CD1軸在柏林燃氣(qì)輪機廠加工,分四班運行,采用一台驅動裝(zhuāng)置輸出功率(lǜ)為100千瓦Skoda HCW 3鏜銑床或一(yī)台(tái)驅動裝置輸出功率(lǜ)為50千(qiān)瓦的Pama Speedram 3F機床加(jiā)工(gōng)。這(zhè)些穩定的機床全部用(yòng)於加工(gōng)大件,切(qiē)削效率高,精度大。盡管如此(cǐ),但是加工一個沉孔仍然需要在(zài)37分鍾以上。軸采用26NiCrMoV14-5材質製作而成。這種低碳低合金鋼具有很好的機械特性和熱特性,通常(cháng)用於能源行業(yè)及通用機械工程(chéng)的高應力零件(jiàn)。柏林燃(rán)氣輪機廠的工藝人員Ralf Hohendorf說:“因為這(zhè)種材料經(jīng)過熱(rè)處理後,含鎳量相(xiàng)對較高,特別難(nán)加工,更難加(jiā)工孔和沉孔。”Siemens PG長期使用需要(yào)用手安裝(zhuāng)的(de)雙刃高速鋼銑刀加工的反沉孔法進行這種工作。這種(zhǒng)刀具加工一個沉孔的時間不到16分鍾,還包括非生產時間(例如除屑時間),要求的總時間在37分鍾以上。按每件工件16個沉孔計(jì)算(suàn),總加工時間需(xū)要整整十小時。
自動化工藝過程
主管人員不願意接受這種浪費時間的現實。他們谘詢了瓦爾特德國(Walter Deutschland)的負責技術支持(chí)大客戶銷售的專家Michael Hartsch和大客戶應用(yòng)工程師Stefan Rißmann。這兩名專家對加工非(fēi)常熟悉,很快就(jiù)拿(ná)出了解決方案:Walter MODCO®的反向沉孔鑽采(cǎi)用了可轉位刀片。Hartsch說:“在250毫米時,這種全自動非標刀具與以前使用的刀具(jù)具有相同的伸出長度,但是與之不同的是,這種刀(dāo)具采用了(le)內冷方式。”
在這種刀架通過法蘭(lán)孔後,選擇反向沉孔工(gōng)藝過程便開始。這種工藝過程通過裝在刀架前部凹槽位置處的兩根臂完(wán)成,並(bìng)自動向外延伸到兩側。這兩根臂直(zhí)接相對定位(wèi),並各自裝(zhuāng)有雙刃硬質合金非標(biāo)刀片。其(qí)側麵伸縮由內冷冷卻液的壓力控製,無需手動幹預(yù)。Rißmann說(shuō):“對於以前的刀具,操作人員必(bì)須笨拙地將雙刃高速鋼銑刀插入刀(dāo)架內,然後用手固定(dìng)到(dào)位。”
省時省力,非(fēi)同凡響
瓦爾特刀具最初在鑄造外殼上試驗,然後在CD-1軸上試驗。Zapke說:“2015年(nián)底以來,我們的(de)加工工藝過程投放市場,一直受到用戶的好評,采用這種工藝工程,可無縫且(qiě)可(kě)靠地加工軸,無需另外人工監督,刀具(jù)得到認可,廣泛用於生(shēng)產(chǎn)。”
這種整體(tǐ)硬(yìng)質合金反向沉孔鑽加工一個沉孔(kǒng)的時間(jiān)為67秒。在(zài)考慮非生產性時間後,現在整個工藝過程所花的(de)時間約5.5分(fèn)鍾,隻有以前所需時間的15%。Hohendorf說:“我們並不期望僅達到(dào)如此的省時水平,由(yóu)於其較好的性能,使用瓦爾特刀具(jù)後,在1.5小時內即可完成單件16個沉(chén)孔的加工。按此計算,整個加工時間大(dà)大縮短,隻有以前加工時間的15%,而且還節省了大量的成本。
需要的切削刀具數量少
柏林燃氣輪機廠還(hái)特別看重了瓦爾特硬質合金(jīn)可轉位刀片的長壽命。Hohendorf說(shuō):“由於瓦爾特的這種非(fēi)標刀具,我們現在可同時加工兩件產品(精準的最小批量大小)。”這與以前反向沉孔(kǒng)鑽使用的高速鋼銑刀剛好相反,以前(qián)的刀具在加(jiā)工一道沉孔工序後,便已全(quán)部(bù)磨損而需要換刀(dāo)。因(yīn)此,以前在生產16件零件的過程中,共需要重磨256把高速鋼刀具(jù),而現在(zài)僅需要8張可轉位(wèi)硬質合(hé)金刀片。哈奇說:“與(yǔ)高速鋼銑刀相比,我們的可轉位刀片磨損率很低,投資回報快。”西門子電力和天(tiān)然氣公司(sī)還看到了刀具帶來的巨大成本(běn)節省:每次外部刀具夾裝需要約(yuē)十分鍾,新(xīn)刀具使用八張(zhāng)可(kě)轉位刀片,需要的總時間僅有80分鍾,比以前使用256把高速(sù)鋼(gāng)銑刀的刀具所需的時間要短得多。瓦(wǎ)爾特的這(zhè)種方案的成本相對較低,與以前的刀具需要數(shù)千歐元的小(xiǎo)時費率(lǜ)相比,現在的小時費率隻有50歐元左右。
更加便(biàn)捷、更加高效
瓦爾特的這種複雜刀(dāo)架設有全自動化機構,實際成本比以前的手動刀架要(yào)高,但是(shì)附加成本在不到一(yī)年的時間即可收回。Zapke說:“此外,這(zhè)種刀架還經(jīng)久耐用,平時隻需有更換導襯。”但是,他還說新刀具的夾裝、操作和維護需要全麵培訓,倍加小心。
Zapke視這次轉(zhuǎn)換為重大成功:“全新的自動化係統比以(yǐ)前的解決方案更加易於管理(lǐ)和操作,從而(ér)大大縮短了交貨期。此外,其表麵質(zhì)量(liàng)也(yě)比以前(qián)的刀具要好(hǎo)得(dé)多。Zapke補(bǔ)充說,整個項目進展十分順利,該公司現(xiàn)在正在研究將瓦爾特的此刀具用於其它零件的加工。工程師也說:“我們與瓦爾特專(zhuān)業(yè)人員的通力合作正是我們(men)所要的(de)。”
圖片1:應用場景

圖文說明:正在使(shǐ)用Walter MODCO® 的內冷整(zhěng)體硬質合金反向沉孔鑽加工CD-1燃氣輪機軸的一個法蘭(lán)沉孔。圖(tú)片:西門子
圖片2:(同時顯示操作(zuò)人(rén)員的)夾裝在機床上的工件

圖文說明:站在已安裝好的CD-1中空軸正前方的合作(zuò)夥伴(左前起):瓦爾特的Michael Hartsch、西門子電力和天(tiān)然氣公司(sī)的Markus Zapke 和Ralf Hohendorf 以及(jí)瓦爾特的Stefan Rißmann
圖片:萊辛巴哈
圖片3:夾裝(zhuāng)在機床上的刀具

圖文說明:夾裝在鏜銑床上的整體(tǐ)硬(yìng)質合金反向(xiàng)沉孔鑽的(de)伸出長度(dù)為250毫米
圖片:西門子
圖(tú)片4:開有法蘭(lán)孔(kǒng)的零件

圖文說明:CD-1燃氣輪機軸的法蘭上共鑽有16個孔和沉(chén)孔。
圖片:西門子
圖片5:法(fǎ)蘭沉孔
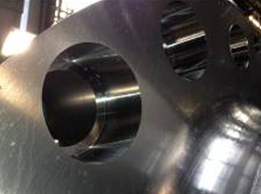
圖文說明:CD-1軸法蘭後部沉孔深56毫米,直徑98毫米。
圖片:西門子
圖6a和圖6b:刀具的3D模(mó)型
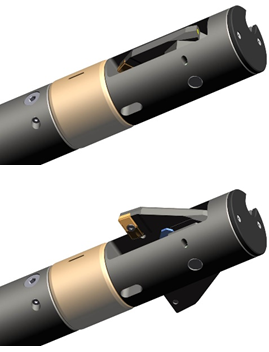
圖文說明:采(cǎi)用伸縮銑刀的刀具(jù)描述
圖(tú)片(piàn):瓦(wǎ)爾特
投(tóu)稿箱:
如果您(nín)有機床行業、企業相關新(xīn)聞稿(gǎo)件發表,或進(jìn)行資訊合作(zuò),歡迎聯係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新(xīn)聞稿(gǎo)件發表,或進(jìn)行資訊合作(zuò),歡迎聯係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機(jī)床產量(liàng)數據
- 2024年9月 新(xīn)能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據