


瓦爾特的航空工業(yè)定製方案
2016-5-31 來源:瓦爾特 作者:
最具挑戰性的鈦合金材料凹槽銑削
航空工業(yè)的鈦合(hé)金材料(liào)需求正在日益增長,專家預測今後五年(nián)將平均增加20%。這將(jiāng)改變製造廠的格局,因(yīn)為處理鈦合金材料往往需要較長的機床運行時間。瓦爾特向其航空工業客戶(hù)提供全新的刀具和全麵的零件知識方麵的支持,其目的是以高效經濟、省時省力的方式加工鈦合金零件。
飛機(jī)製造工業使用大量的鈦合金,特別是高(gāo)應力構件,鈦合(hé)金材料(liào)得到廣泛應用。門框、起落架安裝支架和機翼附件等零件通常有較高的加工含量,過程中需要進行大量的切屑加工,大大(dà)超過了成品(pǐn)件的切屑。這主要是由於整體式鍛件有大量的凹窩。各種深淺凹窩、5軸凹窩、矩形凹窩的(de)壁(bì)或底麵往往很薄,因此很難銑削,對(duì)這些構件的加工技術提(tí)出嚴格要求。可轉位刀片和整體(tǐ)硬質合金(jīn)銑刀能做到綜合權衡。其關注的焦點是(shì)加工的可靠性,因為這些構件非常昂貴。同時,市場的成本壓力催生了高加(jiā)工性能和生產效率需求(qiú)。
通常在加工鈦合金材料時,材(cái)料的導熱係數低(dī)、易於出現振動,因(yīn)此(cǐ)需要非常剛性(xìng)的機床方案及優化的(de)切削刃準備工作。德國圖賓根瓦爾特航(háng)空(kōng)工業零件經理Dirk Masur與(yǔ)其同事一道,齊心協(xié)力,攻克了鈦合金加工的一個個難關。他說:“我們的重點是(shì)成套的解決方案(àn),即根據最佳慣例,在應用(yòng)時綜(zōng)合考慮各方麵(miàn)的因素,例如刀具(jù)設計、CAM程序和加工策略。”因此,我們研發出了適合粗加(jiā)工(gōng)、半精加工或(huò)精加工(gōng)的(de)先進刀具方(fāng)案。
Masur表示,憑借我們幾十年積累的零件知識,瓦爾特研發出了(le)高效可靠的戰略:“作(zuò)為全球網絡的一部分(fèn),我認為這些策略極為重要。我們的專長是以客(kè)戶(hù)為中心,與各大院校和機(jī)床製造廠建立全麵的合作夥伴關係。我們齊心協力(lì),通力合作,持續(xù)開發了關鍵零件的(de)加工工序。這就是我們能始終使用最新技術的秘籍所在。”
最後,圖賓根的(de)加(jiā)工專家可為(wéi)顧客提供加工效率最高的定製工藝過程。其關鍵是,工藝過程與機床類型和加工能力完美匹配,例如,可用較低性能的機床,達到最大的輸出產(chǎn)量。Masur強調(diào):“在移交前模擬和驗證加工工(gōng)序,讓用戶對加工的高效性、經濟性(xìng)或加(jiā)工(gōng)可靠性做到心(xīn)中有(yǒu)數。”
鋁合金的典型試驗(yàn)
因為航空工業幾乎沒有真(zhēn)正(zhèng)的試驗零件直接可用,也沒有大型構件,所以瓦(wǎ)爾特的專家們通常都是用普(pǔ)通零(líng)件證明其每代刀具產品的性能。這種元件采用市麵上有售的Ti6Al4V (3.7164)材料製(zhì)成(chéng)。瓦爾特的專家們設計除了具有多種典型凹窩形狀的零件,這些凹窩形(xíng)狀與實際零件上的凹窩形狀相同或類似。這就是說(shuō),加工結果可相互轉移。
其計劃方案是一種四合一的刀具:M3255切線玉米銑刀、M4002大進給量麵銑刀(粗加工工(gōng)序)、Ti40整體硬質(zhì)合金端銑刀和配有Ti50可換頭的模塊化的ConeFit銑刀(半精加工工序(xù)和精(jīng)加工工序)。這是(shì)在現實(shí)生活中可能真正(zhèng)需要的組合,例如在(zài)加工起落架安(ān)裝支架時就(jiù)會用到。我們專門為鈦合金加工設計了兩種整體硬質合金刀具的塗層及宏觀槽形和微槽形(xíng)。M3255和M4002銑刀采用了由瓦爾特(tè)全新WSM45X切削刀具材料製成的可轉位刀片。ISO S和ISO M應用最適(shì)合的塗層是CVD塗層,這種塗層非常結實。
下文舉(jǔ)例說明了加工通用零件凹窩時(shí)的加工速率和刀具壽命:
1.M3255切線豪豬銑刀/ / D = 50, z = 5 / WSM45X:
粗加工 - 凹窩274 mm×120 mm×74 mm:
vc=40 m/min,fz=0.15 mm,ap=37.0 mm(2級),ae=30.0 mm(同心刀具路(lù)徑)
結果:加工量(liàng):212 cm³/min,刀具使用壽命:70 mins (噸/凹窩:14 mins)
2.Ti50ConeFitPrototyp/D = 25, z = 5/整體硬質合(hé)金可換頭:
半精加工和精加工 - 凹窩:274 mm×120 mm×74 mm:
vc=90 m/min,fz=0.1 mm,ap= 16.0-22.0 mm(變量),ae=3.7 mm(半(bàn)精加工),0.3 mm(精加工)
結果:加工量:33 cm³/min,刀(dāo)具(jù)使用壽命:60 mins (噸/凹窩:14 mins)
3.M4002大進給量麵銑刀/D = 50, z = 5/WSM45X:
粗(cū)加工 - 凹窩254 mm×127 mm×42 mm:
vc=60 m/min,fz=0.7 mm,ap=1.5 mm,ae=50 mm
結果:加工量(liàng):93 cm³/min,刀具使用壽(shòu)命:40 mins(噸/凹窩:10 mins)
差異化銑削高動態切削
智能加工策(cè)略的一(yī)個很好範例是“高動態切削(xuē)”(HDC)。這既改善了高效性和經濟性,又改善(shàn)了加工可靠性。采用高動態切削後,加工條件保持(chí)不變,因此刀具切削刃上的受力和工藝過程溫度也保(bǎo)持不變。相應的功能由(yóu)先進的CAM軟件提供。優勢:性能(néng)更佳,加工可靠性更高;恒定(dìng)的吃刀狀況產生的振(zhèn)動(dòng)小,刀具磨損(sǔn)率較低,使用壽命長。因此,切削長度更長,加工量更大。同時,主軸能耗低。
Walter Prototyp Ti40整體硬質合金銑(xǐ)刀最適合這種策略(luè)。
4.Ti40Prototyp / D = 20, z = 5/鈦合金材料整體硬質合金端銑刀:
高動態切削,矩形凹窩:200 mm×92 mm×48 mm:
vc= 115 m/min, fz= 0.134 mm, ap= 47.5 mm, ae= 2 mm
結果:加工量139 cm³/min (噸/凹窩:9 mins)
鈦合金材料輕質和高強度特性
鈦合金(jīn)材(cái)料被分類成很(hěn)難加(jiā)工的材料(liào)(ISO S)。這些材料的(de)導熱性低,刀(dāo)具切削刃(rèn)口承受的熱(rè)負荷很高。加工期間,低彈性模量也容易(yì)出現振動。
Ti6Al4V是航空工業最常用的鈦合金材料,但目(mù)前越來越多的起落架也使用Ti-5-5-5-3和Ti-10-2-3材料。兩種材料的熱穩(wěn)定性比Ti6Al4V高,加工時切(qiē)削速度低。
Ti6Al4V導熱係數:7.56 W/mK(鋼材Ck45:51.9 W/mK)
Ti6Al4V彈性模(mó)量:= 110 kN/mm2(鋼材Ck45:210 kN/mm2)
Ti6Al4V密度= 4.4 g/cm3(鋼材= 7.85 g/cm3)
RmTi6Al4V的抗拉強度= 900 N/mm2
但什麽是合金?
鋁材是現代(dài)航空器不可或缺的材料。盡管複(fù)合材料用量越來(lái)越多,但是這種材料(liào)仍然起著重要作用。其中部分原因是正(zhèng)在研發性能(néng)優良的鋅合金材料。目(mù)前的趨勢是朝鋁(lǚ)鋰鍛造合(hé)金發展。
Al-Li合金比其他鋁合金輕,彈性模量較高(gāo),特性最適合飛機製造工業。用這(zhè)些輕質材料製成的工件(jiàn)通常與鈦合金工件類似。這兩種材(cái)料都(dōu)有大量凹窩,因此產生大量的切屑。主要的差別是,鋁合金加工采(cǎi)用HSC(高速切削)工藝,不再被認為“難以切削(xuē)”或“切削參數低”的材料。相反,當銑削速度在3000 m/min以上時,
Vc值(zhí)不常用(yòng)。另一方麵,切削速度太低容易形成積屑瘤,從而降低刀具使用壽命。同(tóng)理,在(zài)加工鈦合金(jīn)時,使用鋁合金還要求大(dà)量(liàng)的技術專長和零件知識,以便開發出(chū)高效經濟、安全(quán)可靠的工藝(yì)。其(qí)重點是根據應用提出完整的解決方案(àn),與鋁合金優化的刀具和機床方案一樣。
因此(cǐ),瓦爾特最近引進了(le)一種全新銑刀,這(zhè)是一種嶄新的專(zhuān)業鋁合金,可以根據飛機製造工業的要求精確定製。M2131斜向進刀銑刀,采用90°可轉位刀片,其專長是(shì)斜向進刀和凹窩銑削。瓦爾特製造銑削本體同心度最高,使用的可轉位刀片有防離心力保護。銑刀也經過預平衡調(diào)整。通過HSC機(jī)加工,可得出保證高加工可靠性的測量(liàng)值。
但是,新刀具的亮點是WNN15材質可轉位刀片,這是一種全新的PVD刀具,使用“HiPIMS方法”製造。“HiPIMS”表示“高功率(lǜ)脈衝磁控濺射”。這種物理塗層工藝的獨特特點是形成一(yī)層彈性極高的平滑PVD塗層(céng)。這(zhè)種新刀具的好處(chù)是摩擦非常低,形成的積屑瘤也很少。它(tā)還可耐受後刀麵磨損,具有極高的切(qiē)削刃穩定性。圖賓根瓦爾特銑削產品經(jīng)理(lǐ)Wolfgang Vötsch說:“現場試驗確認了新可轉位刀片相較於標準型的技術優勢,我們的(de)應用工程師已經輕鬆實現了刀具使用壽命延(yán)長至200%。有一(yī)種情況,我們甚至可延長幾(jǐ)乎400%!”
圖片:M2131斜向進刀銑刀

圖文(wén)說明:瓦爾特(tè)專業新M2131斜向進刀銑刀(dāo)專門用於鋁合金材料的HSC加工。
圖片1:Dirk Masurr

圖文說明:圖賓根瓦爾特航空工業零件經理Dirk Masur:“我們的重點是成套的解決方案。”
圖片2:構件舉例 - 起落架安裝支架
圖文(wén)說明:現代航(háng)空器的起(qǐ)落架安裝(zhuāng)支架是具有大量凹窩的典型鈦合金結構件。

圖(tú)片3:M3255玉米銑刀(dāo)
圖文說明(míng):在粗加工凹窩或凸肩時或者(zhě)需(xū)要高金屬移除率時,瓦爾特M3255豪豬銑刀是最佳選擇,特別適合加工鈦合金等難以加工的(de)材料。此刀具在周向切向(xiàng)布置的四刃可轉位刀片且在前刀麵上有(yǒu)雙刃可轉位刀片。銑刀的主要特點是低(dī)齒距,還可(kě)用於(yú)全槽銑削(xuē)。例如,假設參數D = 80, z = 6,粗(cū)加工的加工量在400 cm³/min以(yǐ)上,刀具使用壽命超過每張刀片60分鍾。從2016年5月開始,瓦爾(ěr)特將正式把M3255印在刀具產品目錄上。屆時,在客戶提出要求時,可作為非標刀具供貨。

圖片4:M4002萬能麵銑(xǐ)刀
圖文說明:M4002是(shì)一種高進刀(dāo)量銑刀,適合麵銑和插銑。外能刀片的導程角為15°。這種刀具配(pèi)有(yǒu)WSM45X切削刀具材料,是鈦合金零(líng)件凹窩加工的(de)理想解決方案。
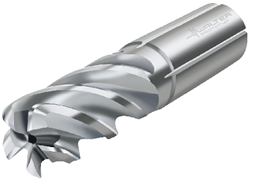
圖片5:Walter PrototypTi40整體硬(yìng)質合金銑刀
圖文說明:Walter PrototypTi40是整(zhěng)體硬質合(hé)金端銑銑刀的鈦合金專家,其差異化的(de)齒距和切削刃特殊設計,可抵抗振動。這種刀具還適合智能加工戰略,例如高動態切削。
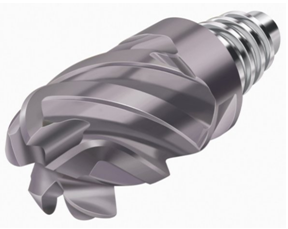

圖6a和圖6b:ConeFit接口Ti50和接柄
圖文說明:Walter PrototypTi50(ConeFit版本)是一種靈(líng)活的解決方案,用於鈦合金構件的半(bàn)精加工和(hé)精加工。配有適(shì)應各種凹窩深度的大量刀柄。核心品牌Walter Prototyp的所有整體硬(yìng)質(zhì)合金端銑(xǐ)銑刀都有(yǒu)ConeFit變型銷售。
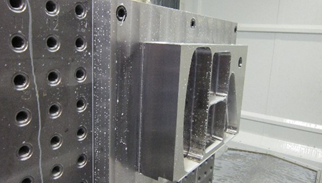

圖7a和圖7b:鈦合金材質零件示範
圖(tú)文說明:瓦爾特的航空工業專家使用由Ti6Al4V製作而成的通用零件,示範(fàn)了典型的構(gòu)件工藝(yì)。
圖片:瓦爾特
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金(jīn)屬切(qiē)削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車(chē)銷量(liàng)情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械(xiè)加工過(guò)程圖示
- 判(pàn)斷一台加工中心精度的幾(jǐ)種辦法
- 中走絲線切割機床的(de)發展(zhǎn)趨勢
- 國產數控係統和(hé)數控機(jī)床何去(qù)何從?
- 中國的技術工(gōng)人都(dōu)去哪裏(lǐ)了(le)?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造(zào),多談(tán)點製(zhì)造
- 現實麵前,國(guó)人沉默。製造業(yè)的騰飛,要從機床
- 一(yī)文搞(gǎo)懂數控車床加工刀具(jù)補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳(chuán)統鑽(zuàn)削與螺旋銑孔加(jiā)工工藝的區別