


通常(cháng)采用 Inconel 或 Waspalloy 高溫(wēn)合金製造,這些極具挑戰(zhàn)性的工件材料容易(yì)對切削加工造(zào)成諸多問題,特別是銑削。而在製造這類零件時,恰恰需要通過銑削來去除大量材料。

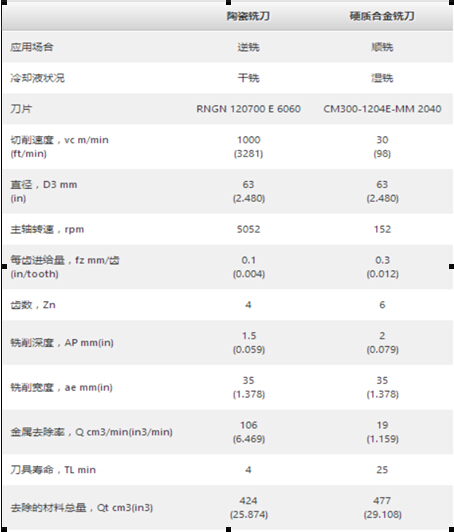
為了在此類應用中獲得成功,需要對切削(xuē)工藝進行精心規劃。與采用硬質合金銑刀的常規方(fāng)法不同,陶瓷麵銑刀的切削速度可達 1000m/min,比(bǐ)硬質合金銑(xǐ)刀的金屬切除率高 5 倍以上。
為了獲得最佳的(de)加(jiā)工效果,請遵循我們《耐熱超(chāo)級合金加工應用指南》中的相關準(zhǔn)則。


使(shǐ)用 CoroMill 300 圓刀片銑刀可以減少(shǎo)刀片切削刃的溝槽磨損並可采(cǎi)用更高的進給量從(cóng)而確保加(jiā)工安全高效。注(zhù)意起始切入工件時應采用(yòng)“滾入”的方式。
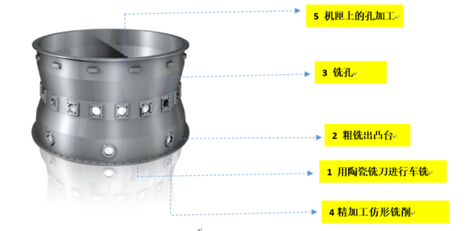
(3)在實心材料上用螺旋插補方式銑孔
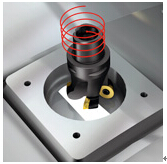
在這裏,采用 CoroMill 300 用螺旋插補(bǔ)銑的方式(shì)加工較大直徑的孔的是一種安全(quán)高效的方法。這種方法產生的切削力遠低於鑽削,而且能克服鑽孔加工中鑽入鑽出工件時由於間斷切削(xuē)引起的問題。CoroMill 300 能夠以螺旋插補銑的方式加工最小至 32 mm的孔。當然,帶可樂滿 Capto 接口的刀(dāo)柄和內冷卻設計可為加工帶來更多的益處。
為了獲得最佳的加(jiā)工效果,建議您從一開(kāi)始就與當地的山特維克可樂滿(mǎn)代表處聯係,以獲得相(xiàng)應建議。
(4)精(jīng)加工仿形銑削——壁和孔

高速加工技術(shù)的應用——小的銑削寬度和大的(de)銑削深(shēn)度,可以確保半精銑和精銑的高(gāo)效率。牌號為 GC1620 的(de) 50 度螺旋角 CoroMillPlura 整體硬質合金立銑刀特別適合這種應(yīng)用場合。

用CoroDrill® 846進行鑽削
我們(men)在整體硬質合金鑽頭方麵的最(zuì)新(xīn)技術進展,是(shì)專為耐熱超級合金加工優化了鑽尖和排屑槽的CoroDrill846鑽頭係列的設計。其特點是刀具壽命長,安全性高,軸向切削力(lì)小。
用Coromill Plura立銑刀精加工孔
圓弧插補銑是安全高效的加工方法:一個規格的刀具即可覆蓋許多不同(tóng)的孔(kǒng)徑,從而(ér)降低了刀具庫存。
用可樂滿Capto CoroTurn XS進行孔口倒角
該刀具可代替缺乏柔性的非標刀具,甚至可用於所有(yǒu)去毛刺工序,而(ér)不(bú)僅僅隻是孔(kǒng)口(kǒu)倒角(jiǎo)。
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車(chē)產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機(jī)床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據