


切削工藝可(kě)以影響(xiǎng)最終成品零件的表麵(miàn)完整性,有可(kě)能最終(zhōng)導致薄壁(bì)零件變形、或降低關鍵旋轉零件(盤和軸)的疲勞壽命。切削力和加工期間所形成的高溫的共同作用會(huì)導致零件微觀結構的改變,進而引起顯微(wēi)硬度,晶界塑性變形,以及零件表麵下的(de)的殘餘應力的變化。
山特維克可樂滿與AMRC(先進製造(zào)研究中心(xīn))合作進行相關研發工作,開發出了最佳的刀(dāo)片牌號、槽形和切削參數,以確保加工後的零(líng)件處於(yú)最佳的狀況。
導致(zhì)被加工表麵質量惡化的關鍵因素包括:
• 切削參數。進給的變化影響較小,但在使用已磨損的切(qiē)削刃加(jiā)工耐(nài)熱(rè)超級合金時,提高切削速度對零(líng)件的表麵特性會造成不利影響。
• 牌號/槽形可影響到刀具磨損。關鍵點為所謂的刀片(piàn)的刀尖部分。這(zhè)一部分切削刃將熱量傳遞(dì)到零件並由它獲得零件(jiàn)的最終(zhōng)尺寸。此處發(fā)生的磨損將增加切削力並提高切削(xuē)溫度,從(cóng)而導致刀尖更多的不規(guī)則運動並引(yǐn)起零件的(de)變形。
采用如下刀片可獲(huò)得最佳的表麵結果:
• 耐熱超級合金——牌號為S05F的CVD塗層CoroCut RO刀片,切削速度50m/min
• 鈦合金——牌號為H13A的非塗層CoroCut RO刀片,切削速度可高達120m/min
可預(yù)測的加工
為了確保(bǎo)所選刀片能(néng)夠完成一次走刀,我們(men)提供了螺旋切削長度(SCL)的(de)相關信(xìn)息。對於給定的直(zhí)徑和切削長度,可以計算出在給定進給量(liàng)下的SCL——隨後即可應用正確的速度以確保在磨損程度允許的情況下完成走刀,從而獲(huò)得良好的(de)表麵完整性和正確的尺寸,而(ér)無需再次切削。
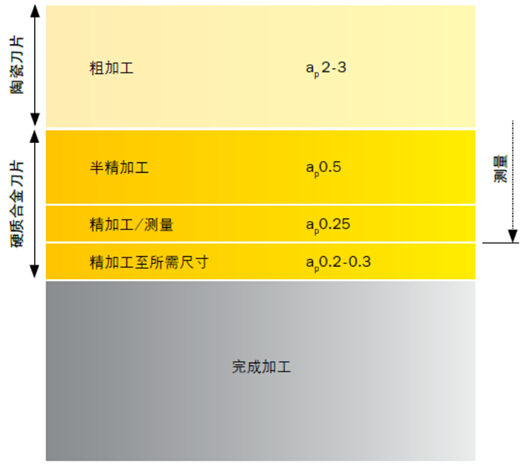
精加工的(de)最佳方案(àn)
粗加工—如果使用陶瓷刀具,由於材料變形較大,應(yīng)為後續工序留有1mm的餘量。
采用硬質合金進行精加工(3次走刀)——使用SCL計算以確保所用的切削參數能滿(mǎn)足切削長度的要求。
1)半精加(jiā)工—切削餘量0.5mm
2)“測量精(jīng)加工”—刀片與精加工刀(dāo)片完全相同—切削餘量(liàng)0.25mm
2b)測量零件(jiàn),進(jìn)行最後一刀的尺寸校準並輸(shū)入相應的刀(dāo)補
3)精加工至所需尺寸
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產(chǎn)量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月(yuè) 新(xīn)能源汽(qì)車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量(liàng)數據(jù)