


模具加工在機械行業所居的地位(wèi)不言而喻,其(qí)技術(shù)水平高低關係(xì)著國(guó)家製造業發(fā)展, 同時也能側麵反應出一個國家綜合技術實力的強弱。銑削是模具(jù)加工(gōng)的主要加工方式,工作量約占模具切削(xuē)的80%~90%,因此(cǐ)銑刀的合理(lǐ)選擇對提高模(mó)具加工質量和(hé)加工(gōng)效率尤為重要。一般來說,需要切削加工(gōng)的模具可由平麵、溝槽、曲麵、台肩、鑽孔等加工特征組成,故本文針對幾種典型的加(jiā)工(gōng)特征來分析模具銑刀的選用。
一、模具的平麵銑削
模具的平麵銑削分為普通(tōng)麵銑、高進給麵銑和(hé)重載麵銑。一般平麵銑(xǐ)削選用盤銑刀和平(píng)底立銑刀,下麵(miàn)從麵銑(xǐ)刀(dāo)直徑、齒數、刀具角度、刀片(piàn)四(sì)個方麵來談談麵銑(xǐ)刀的選(xuǎn)用。
1. 麵(miàn)銑刀(dāo)直徑的選擇
加工平麵麵積不(bú)大,選擇的刀具直徑比(bǐ)平麵寬度大,這樣可以實現單(dān)次平(píng)麵銑削。在平麵銑刀的寬度達到加工(gōng)麵(miàn)寬度的1.3~1.6倍時(shí),可以有效保證切屑的(de)較好形成及排(pái)出;加工平麵麵積大的時候,就需要(yào)選用直徑大小合適的銑削刀,分多次銑削平麵(miàn)。加工平麵(miàn)較小,工件分散時,需選用直徑較小(xiǎo)的立銑刀進行(háng)銑削。為使加工效率最高(gāo),銑刀應有2/3的直(zhí)徑與工件接觸,即銑刀直徑等於被銑削寬度的(de)1.5倍。順銑時,合理使用這個刀具(jù)直徑與切削寬度(dù)的比值,將會保證(zhèng)銑刀在切入工(gōng)件時有非常適合的角度。如果不(bú)能肯定機(jī)床是(shì)否有足夠的(de)功率來維持銑刀在這樣的比率下切削,可以把軸向切削厚度分兩次或多次完成,從而盡可能保持銑刀直徑與切削寬度的比值(zhí)。
2. 麵銑刀齒數的選擇
對於模具麵銑刀而言,根據刀齒(chǐ)的直徑大小,可以(yǐ)分為疏齒、細齒、密齒。
其中,疏齒(chǐ)刀(見圖1)應用於工件的粗加工,其每(měi)25.4 mm直徑用1~1.5片刀片,容屑空間較(jiào)大,這種(zhǒng)刀具可以用於能產生連續切屑的軟材料的切(qiē)削,選(xuǎn)用長刀片、大寬度切削。密齒刀(見圖2)有利於平穩(wěn)條件下的加(jiā)工,多用於精銑,其軸向切深為0.25~0.64 mm,每齒的切削負荷小,所需功率不大,可應用在薄壁材(cái)料(liào)的加工。齒距的大小(xiǎo)將決定銑削時同(tóng)時參與切(qiē)削的刀(dāo)齒數目,切削時(shí)應至少(shǎo)有一個刀(dāo)片在切削,以避免銑削衝擊,導致刀具的損壞和機床的超負荷(hé)。
3. 刀角度的選擇
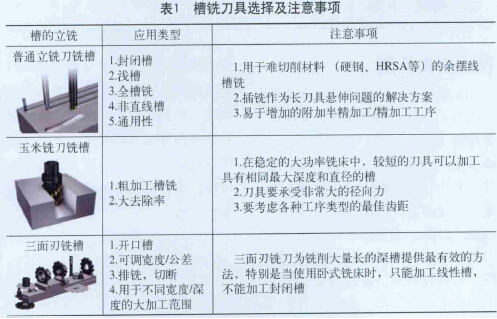
刀具徑向和軸向前角的組合決
定(dìng)切削角,如圖3所示,常用的基本組合方式包括:徑向負前角和軸(zhóu)向負前角;徑向正前角和軸向正前角(jiǎo);徑(jìng)向負前角和軸向正前角;徑(jìng)向正前角和軸向負前角(jiǎo)。
軸向和徑(jìng)向前角均為負值(zhí)(簡稱“雙負”)的刀具多用於鑄鐵和鑄鋼的粗加工,但要求機床功率高和剛性足夠大。“雙負”的刀片其切削刃強度高,能經受較大的切削(xuē)載(zǎi)荷。雙角均負的刀具(jù)要(yào)求機床、工件和夾具的剛性較高。
軸向、徑向前角均正( 簡稱“雙正”)的刀具由於增大了切削角,因此切削輕快且排屑順(shùn)利,但切削刃強度較差。該種(zhǒng)組合方式適用於加工軟材料和不鏽鋼、耐熱鋼、普通鋼和鑄鐵等。在小功率機床、工藝係統剛性不足以及有積屑瘤產生時應優先(xiān)選用(yòng)該種組合形式。
徑向負前角和軸向(xiàng)正前角的組合,負的徑向前角提高了切削刃的(de)強度,而正的軸向前角又產生了一個剪切作用力。該種組合方式加工(gōng)時切削刃抗衝(chōng)擊性能較強,切削刃也較鋒利,因此適用於鋼、鑄鋼(gāng)和鑄鐵(tiě)大餘量銑削。徑(jìng)向正前角和軸向負前角(jiǎo)使斷屑向中心以下方向,使得切屑會刮傷被加工表麵,故排屑不佳。
4. 銑刀片的選擇
平麵銑削時銑刀片(piàn)製(zhì)備的選擇也是一種考慮因素,粗加工最好選用壓製(zhì)的(de)刀片, 這可使加工成本降低。壓製刀的(de)尺寸精(jīng)度及刃口(kǒu)鋒利程度比磨製刀片差,但是壓製刀片的刃口強度較好,對(duì)於粗銑,耐衝擊並能承受(shòu)較大的背吃刀量和進給量。壓製的刀片前刀麵上有(yǒu)卷屑槽(cáo),可減小(xiǎo)切削力,同時還可減小與工件、切屑的摩擦,降低功率需求。但(dàn)是壓製的刀片表麵不像磨製刀片那麽緊密,尺寸精度較差,在銑刀刀體上各刀尖高度(dù)相差較多。由於壓製刀片的經濟性,所以在生產上得到廣泛應用。
對於精銑(xǐ), 最好選(xuǎn)用磨製刀(dāo)片, 這種刀片具有較好的尺寸精度,使得刀刃在銑削中的(de)定(dìng)位精度較高,可得到較高的加工(gōng)精度及較低表麵粗糙度值。另外(wài),精加工所用的磨製(zhì)銑刀片的發展趨勢是磨出卷屑槽,形成(chéng)大的正前角切削刃(rèn),允許刀片在小進(jìn)給(gěi)、小背吃刀量切削。
二、模具的槽銑
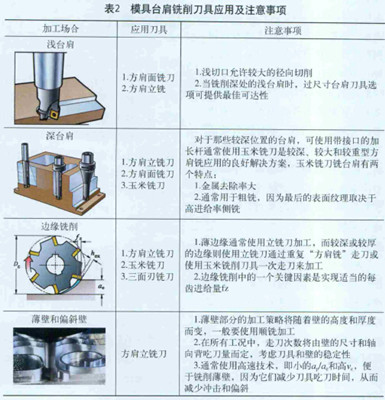
模具(jù)溝槽加工時,通常情況下(xià)利用三麵刃切削,但是由於模具槽形的多樣性,並且(qiě)三麵刃銑刀隻局限於線(xiàn)性槽(cáo),因此應用更廣泛的是立銑刀,在(zài)需要軸向進給時,會選擇刀底(dǐ)部帶(dài)有橫刃(rèn)的立銑刀。立銑刀的選擇主要應考慮(lǜ)工件材料和加工部位。在加工切屑呈長條狀、韌(rèn)性強的材料時,參數應選(xuǎn)擇直齒或是左旋。切削時(shí)為減小切削阻力(lì),可沿著齒的長度方向(xiàng)進行加工。在切削鋁、鑄件時,選擇齒數少且旋角大的銑刀, 這樣(yàng)可以減少切削熱。在進行溝槽加工時,要根據切屑的排出量選擇適當的齒槽,否則發生切屑(xiè)堵塞,常常損壞刀具。模具槽(cáo)銑刀具選用及注意(yì)事項如表1所示。
三(sān)、模具的台肩銑削
模具台肩銑削應用較多的是90°主偏角的方肩銑刀(dāo),由於方肩銑刀的廣泛的應用場合,與(yǔ)插銑、圓周插(chā)補、螺旋插補等多種的(de)銑削方式,使得方肩銑刀在粗加工和精加工中都會被考慮。但是90°主偏角會(huì)給刀片帶來徑向力過大的缺點,進而會影響刀軸徑向振動,因此在利用方(fāng)肩銑刀加工(gōng)時候,特別是側銑模具台肩時候,要結合(hé)加工工藝來綜合考慮加工參數的(de)和刀(dāo)具選擇。表2是不同(tóng)模具(jù)台(tái)肩場合刀具(jù)的選用及注意事(shì)項。
四(sì)、模具曲麵銑削
曲麵加工是模具製造上應(yīng)用最多的加工(gōng)場合,加(jiā)工模具自由曲麵常用的刀具主要有:平底立(lì)銑(xǐ)刀、球頭銑刀、錐柄立銑(xǐ)刀、環形刀等。其中球頭立銑刀的應用最為普遍,這裏著(zhe)重介紹球頭銑(xǐ)刀的在曲麵加工時的一般選用原則。球(qiú)頭銑刀的相關(guān)參數有轉速、切深、行距、每齒進給量、進給速度、球麵半徑、步長(zhǎng)等。由(yóu)於模具曲麵加工時候避免幹涉的考慮,因此在球刀(dāo)走(zǒu)刀(dāo)時候的軸傾(qīng)角、直徑、加工步行距長尤為重要:
1. 球頭銑刀軸傾角的選(xuǎn)擇
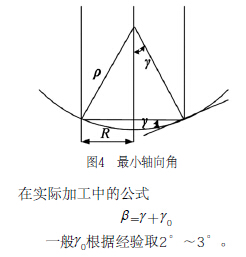
(1)從不產(chǎn)生(shēng)局部幹涉角度考慮確定最小軸傾角,當走刀軌跡線是凹曲線。為避免幹涉和改善切削狀況,必須將端銑刀的刀軸矢(shǐ)量繞刀觸點沿進給方向旋轉一個角度以獲得較好的零件表麵質量(liàng)。由圖4可知,為(wéi)避免切削幹涉(shè),刀軸最小傾角應為
2. 球頭立銑刀半徑的(de)選擇
球頭立銑刀的半徑是由曲麵的最(zuì)大曲率決定, 假設最大曲率為k1、k2,且K=k1·k2<0。設k1>0,k2<0,則k1對應於被加曲麵的凹(āo)麵,為防止走刀步長內的過切幹涉,應以max{k1}為依據確定刀具的半徑
3. 行距的選擇
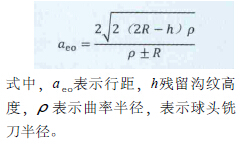
行距的選擇關係著後刀麵殘留溝紋的高度,殘留(liú)溝紋高(gāo)度越大則表麵粗糙度大, 行距若選的小,表(biǎo)麵(miàn)精度(dù)提(tí)高,但(dàn)是(shì)程序運行時間長,影響著加工效率因此, 行距的選
擇應力求做到恰到好處。行距的選擇取決於銑(xǐ)刀半徑及允許的溝紋高度和曲(qǔ)麵的曲率變化情況。可(kě)考慮用下列方法進行計算
4. 合理的(de)步長
選擇合理的步長L。步長L的確定方法與平麵(miàn)輪廓曲線加工時步長的計算方法相同,取決於曲麵的曲率半(bàn)徑與允許的插補誤差(chà)允其值應小(xiǎo)於零件加工精度) 。步長L 可按式( 4) 進(jìn)行計算
行距和步長(zhǎng)的選擇(zé)主(zhǔ)要針對於曲麵加工中的最常(cháng)用的平行走刀方(fāng)式,這種走刀方式也是精加工最普遍的走刀方(fāng)法,另外上述參數公式中的曲率半(bàn)徑在(zài)實際工件上難以測量,一般可利用Master - CAM軟件計算。加工時曲麵(miàn)可以根據(jù)曲率的不同劃分不同區域,選擇適當的加工參數。
五、結語
本文(wén)基於四種基本的加工特征來談模具銑削時銑刀的選(xuǎn)用(yòng),其中在平麵(miàn)銑(xǐ)削加(jiā)工過程中主要從(cóng)刀具直徑、齒數、刀具角度和刀片選擇四個方麵分析刀具選用; 在模具溝槽銑削加(jiā)工時,主要針對不(bú)同銑槽的種類來進行立銑刀三麵刃銑刀的(de)選擇,並提(tí)出一些注意事項; 在(zài)模具(jù)台肩銑削時,主要針(zhēn)對不同(tóng)的應用場合進行不同種類方肩銑刀的選用; 最後,
對於模具曲麵加工應用最廣(guǎng)泛(fàn)的球頭銑刀,從(cóng)刀具半徑、軸傾角、行距、步長分析加工自由曲麵過程中刀具參數的(de)選用。除(chú)此之外,模(mó)具加工銑刀的選擇還應注意模具的材料、模具(jù)加(jiā)工特征的組成形式、加工精度效率要求以及工序安排等(děng)多個方麵,在模具銑(xǐ)刀選用時要綜合考慮這些因素。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係(xì)本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com

牌調查(chá)")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸(zhóu)承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源(yuán)汽車銷量(liàng)情況
- 2024年10月 新(xīn)能源汽車產量(liàng)數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本(běn)型(xíng)乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工(gōng)中心(xīn)精度的幾(jǐ)種辦法
- 中走絲線切割機(jī)床的發展趨(qū)勢(shì)
- 國(guó)產(chǎn)數控係統和數控機床何去(qù)何從?
- 中國的技術工人都去哪裏了?
- 機械老板(bǎn)做了十多年,為何還是小(xiǎo)作坊?
- 機械行(háng)業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造(zào)業大(dà)逃亡
- 智能時代,少談點智造,多談(tán)點製造
- 現實麵前(qián),國人沉默(mò)。製(zhì)造業的騰飛(fēi),要(yào)從機床
- 一文(wén)搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻(gōng)螺紋加(jiā)工方法及(jí)工裝設(shè)計
- 傳統鑽(zuàn)削與螺旋銑孔加(jiā)工工藝的區別