


1、問題(tí)的提出
自發明麻花鑽以來,其結構形式已基本固定,機械製造行業使用(yòng)至今,基本保持了發(fā)明時的形狀和參數。但(dàn)是,在具體生產過程(chéng)中,遇到一些有特殊要求的鑽孔時,普通麻花鑽性能便滿足(zú)不了使用要求,因此(cǐ)需要對麻花鑽進行改進。
常用的改進,主要針對一些鑽孔工藝中的特殊要求,如深孔鑽排(pái)屑性能、提高(gāo)鑽孔後表麵粗糙度、提高耐(nài)磨性能(néng)、減少軸(zhóu)向力、降低(dī)崩刃等。在機械加工(gōng)過程中,經常會遇到十字狀的相(xiàng)貫孔(kǒng),且孔的直徑不是太大、兩孔中心(xīn)距(jù)公差要求較小的情況,如圖1所示。
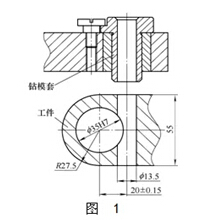
那麽,在鑽孔1(φ13.5mm孔)的過程中(zhōng)遇到橫向已(yǐ)加工的(de)孔2(φ35H7孔(kǒng))時如何解(jiě)決以下幾個問題呢:
(1)盡可(kě)能的保證孔1不鑽偏(piān),或(huò)者鑽偏程(chéng)度控製(zhì)在一(yī)定範圍(wéi)內,即保證兩孔(kǒng)的中心距20±0.15。
(2)鑽頭不崩刃。
(3)麵對軸向力的(de)突然減少,主軸(zhóu)和鑽(zuàn)頭不會再保持均勻進給,會在瞬間向前竄(cuàn)動,出現“紮刀”現象,從而扭(niǔ)斷鑽頭或柄部。
這就是本文提出(chū)的對麻花鑽的結構進行改進需要解(jiě)決(jué)的問題。
2、特種麻花鑽
在GB/T1438.3-1996錐柄加長麻花鑽的基礎上,我們對其進行(háng)了改進,使普通麻花鑽變成能加工相貫孔(kǒng)的特種麻花鑽,以保證兩孔中心距(20±0.15)mm。更改後麻花鑽如圖2所示。
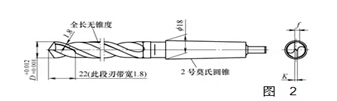
具體更(gèng)改為以(yǐ)下幾個方麵:
(1)針對小直徑(jìng)的鑽(zuàn)頭(如φ13.5mm),將1號莫(mò)氏圓錐柄更改為2號莫氏圓錐柄。
(2)切削部分刃帶倒錐取消(xiāo),采用圓(yuán)柱形。
(3)橫刃K加寬15%左右。
(4)刃帶f加(jiā)寬,根據不同直(zhí)徑的鑽頭(tóu),我們將刃帶設計(jì)成(chéng)不同(tóng)的寬度。
(5)刃帶(dài)在前22mm處減小至1.8mm,減(jiǎn)少(shǎo)鑽孔時鑽頭與工件的摩擦。
(6)鑽頭直(zhí)徑D的公差由0/-0.027更改為+0.012/+0.001。
(7)將切削部分材料由W18Cr4V更改為W9Mo3Cr4V。
以φ13.5mm鑽頭為例,改進(jìn)前後的對比如(rú)附表(biǎo)所示:
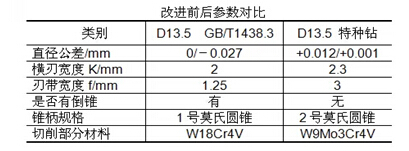
通過改進,提高(gāo)了(le)鑽頭的強度、性能和導向性,減少了鑽頭和鑽模(mó)套的配(pèi)合(hé)間隙,到達了預期(qī)效果。
3.使用注(zhù)意事項和效果
(1)采用極壓乳化液冷卻,克服麻花鑽和孔壁的摩擦;
(2)精確調整夾具,保證鑽模套的垂直度(dù)在0.03mm/100mm之內。
我公司改進後訂製的(de)專門用於加(jiā)工相貫孔的特種麻花鑽,有Φ13.5、Φ14.5、Φ15.7三種規格,使用4年來,加工工(gōng)件約20萬件,基本保證了正常(cháng)的切削效率,克服了普通麻花鑽斷裂、崩刃、被引偏等問題(tí),最主要(yào)的是工件兩相貫孔的中心距的公差±0.15得(dé)以保(bǎo)證,合格率由原來(lái)的70%提高到(dào)100%,且刀(dāo)具費用(yòng)並未(wèi)增加,獲得了較好的效果。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床(chuáng)產量數(shù)據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源(yuán)汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬(shǔ)切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數(shù)據
- 2028年8月 基本型乘用(yòng)車(轎(jiào)車)產量(liàng)數據
- 機械加工過程圖(tú)示
- 判斷一台加工中心精度的幾種辦(bàn)法(fǎ)
- 中走絲(sī)線(xiàn)切割機(jī)床的發展趨勢
- 國產數(shù)控係統和數控機床何去何從?
- 中國的(de)技術工人都去哪裏了?
- 機械老板(bǎn)做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多(duō)談點製造
- 現(xiàn)實麵(miàn)前,國(guó)人沉默。製造業的騰飛,要從機床
- 一文搞(gǎo)懂(dǒng)數控車床加工刀具補(bǔ)償功能(néng)
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝(yì)的區別