


作為最典型的(de)航(háng)天產品結構(gòu)件,其高效加(jiā)工的實(shí)現一直以來都倍受關注。上海航天精密機械研究所(以下簡稱800所)在對一種典型折(shé)疊式翼(yì)板進行高效加工工藝改進過程中,應用來自山高刀具的解決方案(àn),令該零件加(jiā)工效率提升3倍以上,產品尺寸精度及(jí)表麵質量得(dé)到(dào)了有(yǒu)效(xiào)保(bǎo)證。
隨著科技的不(bú)斷發展、國際形勢的瞬息萬變(biàn),來自於新領(lǐng)域探索及國土安全的多方需求,目前我國航天產品已經逐漸步入高密(mì)度發射時期,各類航天產品的製造需求量逐年遞增(zēng),迫使航天(tiān)製造企業必須大幅提升產能,這其中最重要的途徑就(jiù)是提升加工效率。
航天典型零件目前最常采用的是高強度鋁合金材料(例如2A12),屬於易切(qiē)削塑性材料,具有強度和硬度(dù)較(jiào)低,同(tóng)時熔點低、導熱性好、抗拉強度低的特點。但航天(tiān)產(chǎn)品結構件往往(wǎng)因(yīn)為複雜(zá)的形狀(zhuàng)結構(gòu),材料去除量大、薄壁易變形等特點,對零件加工精度、質量及加工效率等各方麵具(jù)有更高(gāo)的要求。
例如某航天典型薄型多麵體零件由多個角度斜麵組成,整體壁厚薄(báo)且漸變。該(gāi)類零件毛坯一般采用預拉伸鋁板,加(jiā)工後最薄處僅為2mm,零件材料去除率大於50%。在機械加工工藝安排上最(zuì)常采用(yòng)厚度方向正反麵對稱銑(xǐ)削的方法,均勻去(qù)除材料釋放材料(liào)內部應力,以控製零件變形。正是由(yóu)於該零件結(jié)構相對(duì)複雜,圓角和(hé)斜麵很多,導致加工工藝複雜,刀具軌跡繁瑣,加工效(xiào)率較低(dī)。
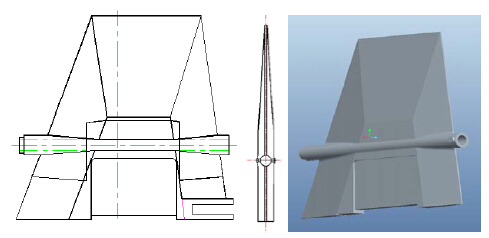
圖1 航天(tiān)典型薄型多麵體零件二維示意圖及三維模型
高效加工需進行係統優化
高效(xiào)加工技術的特征是加工過程中的高材(cái)料去除率和更短的(de)單件加工時間,並通過(guò)切削參數優(yōu)化以保證加工精度(dù)和表麵質量,相對於普(pǔ)通加工,它對整個加工係統有著更高的要求。在航天整體結構件數控銑削加工過程(chéng)中,要保證零(líng)件加工質量和加工精度,提高加工過程的材(cái)料去除率,首(shǒu)先必須針(zhēn)對(duì)由機床-刀具(jù)-工(gōng)件及其相互(hù)間接口(刀柄和夾具)組成的切削加工係統進行係統優化,保證高速切(qiē)削過程中整個係統(tǒng)的穩定可(kě)靠。
粗加工的主要目的(de)是去除(chú)材料,為精加工(gōng)留合(hé)適的餘量,因此粗加工一般不(bú)需要考慮工件的尺(chǐ)寸精(jīng)度問題、表麵質(zhì)量問題以及(jí)變形。而在精加工中需要充分(fèn)考慮(lǜ)裝夾、走(zǒu)刀(dāo)、工藝參數對零(líng)件(jiàn)內部應力的影響,切削時切削力(lì)、切削熱對零件(jiàn)結構的影響,控製變形(xíng),避免由於效率(lǜ)提升引(yǐn)起(qǐ)的(de)變(biàn)形造成零件精度及表麵質量(liàng)破壞。
切削刀具(jù)的選擇
選擇更加合理的刀具可以直接提高(gāo)生產效率(lǜ)。鋁合金材料的切削加(jiā)工對刀具材料要求並不(bú)高,一般采用硬質合金銑(xǐ)刀即可,塗層可使用無塗層(céng)或金剛石塗層。在粗加(jiā)工中由於不必考慮精度及質量(liàng)問題,最大限度(dù)高效切除金屬材料,因此可以選(xuǎn)擇大(dà)直徑刀具(jù),減少走刀次數,縮短走刀時間。另外,在粗加工(gōng)中盡量選擇(zé)密齒刀具替代疏齒刀具,可(kě)以增(zēng)加每轉進給量,在相同的轉(zhuǎn)速下(xià)切削速度可以(yǐ)得到增加。在精加工(gōng)中(zhōng),除(chú)了考慮材料高效去除的問(wèn)題,還應充分考慮薄壁構(gòu)建(jiàn)在切削中受力(lì)變形控製問題。航天鋁合金薄壁(bì)件精加工宜(yí)選用K係列硬質合金刀具(相(xiàng)當於我國原(yuán)鎢鈷類,主(zhǔ)要(yào)成分為WC+Co,代號為(wéi)YG)。刀具前(qián)角不能太(tài)小,否則增大了切削變形和摩擦力,前刀麵磨損加大,降低刀具使用壽命。
優化(huà)走刀軌跡
提速增效中一個較(jiào)為有(yǒu)效的方法就是優化走刀軌跡,在(zài)高(gāo)速切削時要(yào)保證刀(dāo)位路徑的方向性,即刀具軌跡盡可(kě)能簡化(huà),少轉折點,路徑盡量平滑,減少(shǎo)急速轉向;應減少空走(zǒu)刀時間,盡可能增加切削(xuē)時間在整個工(gōng)件中的比例;應盡量采用回(huí)路切削(xuē),通過不中斷切削過程和刀具路徑,減(jiǎn)少刀具的切入和切出次數,獲(huò)得穩定、高效、高(gāo)精度的切削過程(chéng)。
在航天(tiān)整體結構件的大型複雜曲麵(miàn)高速切削加工中,曲麵曲率變化大時,應以(yǐ)最大曲率(lǜ)半徑方向(xiàng)作為最優走刀方向,如圖2.1所示;曲麵曲率變化小時,曲率半徑對走刀方向的影響減弱,宜選擇(zé)單條刀軌平均長度最長的走(zǒu)刀方向,如圖2.2所示。
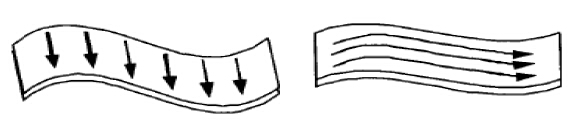
圖2.1 小曲率半徑曲麵的走刀路徑 圖2.2 大曲率半徑的曲麵(miàn)走刀路徑
在斜麵加工時,若(ruò)采用圖3.1所示的橫向(xiàng)水平走刀,每一段走刀(dāo)距離都很短,在切削過(guò)程中主軸需要頻繁換向,切(qiē)削穩定性差(chà)。且由於切削的是斜麵,水平走刀需要X或Y軸與Z軸的聯動,不利於切削速度的提升。因此,針對此類斜麵加工,走刀軌跡盡量安排為平行於最長斜(xié)邊(如圖3.2),不(bú)但走刀軌跡最長、換向次數最少,而且單道走刀都隻是在XY平麵(miàn)運動切削,Z軸方向運動都是安排在(zài)工件輪廓之外的位置,即使在高速切削下亦可減小刀具損(sǔn)傷。
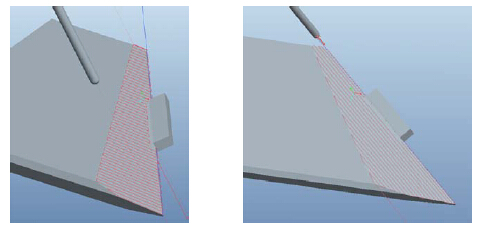
圖3.1 橫向水平走刀(dāo)軌跡 圖3.2 斜向平行走刀軌(guǐ)跡
切削參數的(de)確定
在粗加工時,一般可選擇大進給量與適(shì)當大的切削深度並配以中(zhōng)等切(qiē)削速度的“大功率”高效切(qiē)削,更能達到高材料切除率,從而極大提高生產效(xiào)率。而對於精加工來說隻有(yǒu)提(tí)高轉速和增大齒數是(shì)可行的,而增大每齒進給(gěi)量可能會(huì)降低表麵精度,產生殘餘應力導致變形。所以往往通過高切削速度、低每齒進給量的“輕切(qiē)快切”來保(bǎo)證生(shēng)產效(xiào)率的提(tí)高和產品的精度及表麵質量。
切削(xuē)參數可通過切削加工有限元(yuán)分析和切削加工實驗最終確定。例如,加工現場通過(guò)有限元(yuán)分析,獲得了最高轉速達24000r/min的機床主軸若要能夠(gòu)很好的滿足航天典型鋁合金薄壁結(jié)構件的高速加(jiā)工(gōng)工藝需求,主軸(zhóu)轉速選擇範圍為15000r/min~20000r/min,同時每齒進給量(liàng)和切削深度不(bú)應過大,可選擇範圍為0.15~0.25mm/z和3~5mm。
在有限元分析所得參數可選範圍內設計切削實驗(yàn),以切削效率、表麵粗糙度、加工表麵形貌為評判標準最終選取最優(yōu)切削參數。
典型折疊式翼板的工藝改進
800所需要對一種典型折疊式翼板進行高效加工工(gōng)藝改進。翼板(bǎn)零件的各個型麵材料去除量占(zhàn)到了整個零件材料去除量的70%,在加工中時間占比(bǐ)也非常高,根據以上改(gǎi)進思路,通過改進刀具、優化切削參數,要求實現提(tí)升型麵加工效率,同時大幅(fú)縮(suō)短翼板類零(líng)件(jiàn)製造時間。
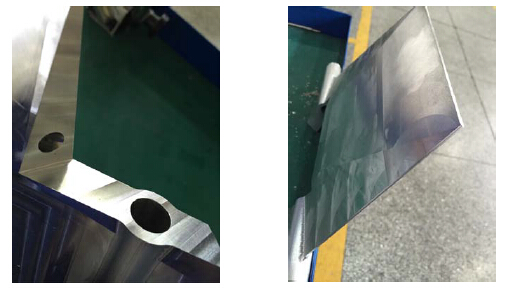
圖4 零部件局部,各個型麵材料去除量非常之大(dà)
根據該零件多角度斜麵、圓弧麵過渡、高精度孔槽(cáo)特點,選(xuǎn)用DMG高精五軸加工中心作為加(jiā)工設備。同時,設計製造(zào)了(le)專用液壓可調工裝,以一台液壓動力單元為專用液壓工裝提供動(dòng)力源,油液通過管道進入工裝主體內部液壓缸,以控(kòng)製夾持原件(jiàn)的夾緊和鬆弛運動。
改進後采用山高刀具 (Seco Tools) 的R220.69-0050-10-5Aφ50鑲片式立銑刀頭搭配XOEX10T304FR-E05,H15刀片完成各型麵的粗加工。鑲片式銑刀較之前所用的整體(tǐ)式銑刀擁(yōng)有剛性好、經濟性高的特點,此次選用(yòng)的φ50鑲片(piàn)式立銑刀,尤其適用於方肩銑,鑲嵌刀片長度為10mm,最大切深可達9mm,一把刀(dāo)可同時(shí)完成(chéng)翼板零(líng)件各個端麵以及側(cè)麵的加工。為了提升加工效(xiào)率,走刀(dāo)時幾乎采用滿切寬進行切(qiē)削,每齒進給fz約為0.05mm/tooth,進給(gěi)速度(dù)約為900m/min。

圖5 山高刀具 φ50鑲片(piàn)銑刀刀盤及刀片
在翼板零件型麵精加工過程中,由於零件側壁(bì)較高,必須選擇懸伸較長的(de)刀具進行切削(xuē),因此對刀具的(de)剛性提出了更高的要求。800所選用了山高刀具(jù) (Seco Tools) φ20 整體硬質合金立銑(xǐ)刀,搭配熱縮夾持刀柄,進一步提升了切削剛性,如圖6所(suǒ)示。

圖6 熱縮刀柄夾持的山高刀具 φ20整體硬(yìng)質合金立銑刀
經過對翼板(bǎn)零件型麵的粗精加工高效(xiào)改進,該零件加工效率提(tí)升(shēng)3倍以上,產(chǎn)品尺(chǐ)寸精度及表麵質量得到有效保(bǎo)證(zhèng),改進前後加工出的型麵表麵形貌如圖7所示。另外,在精(jīng)加工高速切削時,金屬材料(liào)被迅速切斷並脫離工件表麵,因此加工出零件周邊毛刺明顯減少,後續鉗工挫修工作量大幅減少,進一步縮短零件整(zhěng)體(tǐ)加工時間。
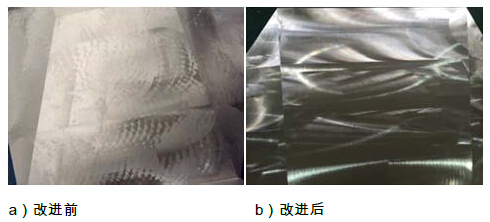
圖7 改進(jìn)前後加工出的型麵表麵形貌
上海航天(tiān)精密機械(xiè)研(yán)究所(suǒ)中國航(háng)天科技集團公司第八研究院第800 研究所(suǒ),又名上海航天精密機械(xiè)研究所(suǒ),是上海(hǎi)航天(tiān)局的導彈總裝(zhuāng)單(dān)位。第800 研(yán)究所係以工(gōng)藝製造為主的研究所,涉(shè)及專業(yè)30 餘個,擁有各類先(xiān)進的製造和檢測技術,設備及儀器儀表。研製和批(pī)產的型號產品(pǐn)有長征係列運載火(huǒ)箭、航(háng)天器等。主要(yào)承擔防空導彈總(zǒng)裝總測、結構件加工、強度和(hé)環境(jìng)試驗以及運載火箭箭體結構的生產任務。在導(dǎo)彈總裝綜測、強度和環境試驗、精密機械加工、鎂合金鑄造(zào)、鋁(lǚ)合金和(hé)不鏽鋼薄板焊接、無損檢測等方麵具有較強的(de)專業技術優勢。
山高刀具
山(shān)高總部設在瑞典法格斯塔市(shì),致力於開發創新的金屬切削解決方案,並與客戶密切合作以全麵理解和專注於滿足他們(men)的需求,因此譽滿全球。我們在50 個國家/地區雇用了5000 多名員工,並通過培訓、發展和員工(gōng)認(rèn)同計劃以及(jí)開放的溝通環境來提升我們團隊成(chéng)員的能力。我(wǒ)們(men)的員工(gōng)展現了(le)三個核心價值(zhí)觀– 熱忱(chén)待客、家(jiā)庭歸屬(shǔ)感和個人承諾,它定義了我們的經(jīng)營之道(dào)以(yǐ)及我們與客(kè)戶、供應商和其他合作(zuò)夥伴之間的(de)交往方式。如需了解更多信息,請訪問(wèn)www.secotools.com。
如果您有機床行業、企業相(xiàng)關新聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年(nián)11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量(liàng)數(shù)據
- 機械加工過程圖(tú)示
- 判斷一台加工中(zhōng)心精度的幾種(zhǒng)辦法(fǎ)
- 中走絲線切割機床的發展趨(qū)勢
- 國產數控係統和數控機床何去何從?
- 中國的技術(shù)工人都(dōu)去哪裏了?
- 機械(xiè)老板做了十多年(nián),為何還是小作坊?
- 機械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能(néng)時代,少談(tán)點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償(cháng)功能
- 車床(chuáng)鑽孔攻螺紋(wén)加(jiā)工方法及工裝設計
- 傳(chuán)統鑽削與螺(luó)旋銑孔加工工藝的區(qū)別