


立方氮化硼(CBN)是由六方氮化硼和觸媒在高溫(wēn)高壓下合成的(de),是繼人造(zào)金剛石之後,美國GE公司於1957年首先宣布利用高溫超高壓裝置合成的另一種新型超硬材料。它具有很高的硬度(dù)、熱穩定性和化學惰性,它的硬度僅次於金鋼石,但熱穩(wěn)定性遠高於金鋼石,對鐵(tiě)係金屬元素有較大的化學穩定(dìng)性。下麵小編帶您一起了解立方(fāng)氮化硼(CBN)刀(dāo)具出(chū)現崩刃、剝落(luò)、碎斷的(de)原因及解(jiě)決方法(fǎ)。
立方氮化(huà)硼刀(dāo)具連續切削時,其破損原因(yīn)主要是磨(mó)損,所以應根據加工(gōng)方法和加工(gōng)要求,確定合(hé)理的磨損耐(nài)用度。由於(yú)陶瓷刀具具有良好的高溫性(xìng)能,最適合於高速切削,因而確定(dìng)陶瓷刀具磨損耐用(yòng)度時應充分考慮(lǜ)其優越性;同時陶瓷刀具適用於機夾可轉位刀片,換刀比較方便。對(duì)於要求嚴格保(bǎo)證精度與粗糙度的加工(gōng)以及強製換刀的(de)加工,應根據具體要求(qiú)來確定磨損耐用度。立方氮化硼刀具(jù)斷續切削時,刀具損壞的主要形式是破損。刀具的破損有早期(qī)和後(hòu)期(qī)兩(liǎng)種。早期破損是切削剛(gāng)開始或短時間切削後即發生的破損。這時(shí),前、後刀麵尚未(wèi)產生明(míng)顯的磨(mó)損。切削高硬材料或者斷續切(qiē)削時,最常出現這種破損。後期破損是在加工一定時間之後,刀具材料因疲勞而引起(qǐ)的破(pò)損。
立方氮化(huà)硼刀具脆性破損的原因
在實際生產中,工件無論其幾何形狀還(hái)是(shì)材料的物理機械性能,都(dōu)遠不是規則和均勻的。例(lì)如毛坯幾(jǐ)何形(xíng)狀(zhuàng)不規則、加工餘量不均勻、表麵硬度不均(jun1)勻以及工件表麵的溝、槽、孔等(děng),所有(yǒu)這一切使切削加工或多(duō)或少地總帶有斷續切(qiē)削的性質。另有一些加(jiā)工方法,如端銑,則更是斷續切削。在斷續切削(xuē)條件下,必伴隨著強烈的(de)機械衝擊和熱衝擊,再加(jiā)上(shàng)立方氮化硼刀具硬(yìng)度高、脆性大,且又屬於粉末燒結材料,其組(zǔ)織不勻,分(fèn)布有眾多(duō)的缺陷(xiàn)和空隙。因此(cǐ),很容易引起刀具破損,特別是早期(qī)破損(sǔn)更為常見。破損的主要原因是衝擊、機(jī)械疲勞和熱(rè)疲勞。早期破損是在後刀麵尚未(wèi)產生顯著磨損時就產生的破損(sǔn),此時切(qiē)削刃承受的切削循環次數很少,機械疲勞和熱(rè)疲勞不是主(zhǔ)要矛盾,是機械衝擊造成的應力超過了刀具(jù)材料許可的強(qiáng)度,致使發生了脆性斷裂。
立方氮化硼(péng)刀具脆性破損的形(xíng)態有(yǒu)以下幾種(zhǒng):
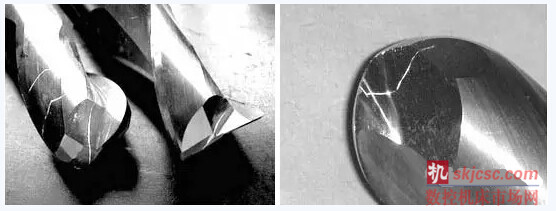
1.崩刃
這是立方氮化(huà)硼刀(dāo)具連續切削(xuē)或斷續切削鋼和鑄鐵時,最常見的一種早期破損形態。它是在切削刃上產生的小缺口,刀(dāo)刃(rèn)上幾個小缺口或被崩掉一小塊。一般缺口尺寸與(yǔ)進給量相當或(huò)者稍大一(yī)些。微(wēi)崩刃的刀具在允許的磨損限度內還能繼續切削。
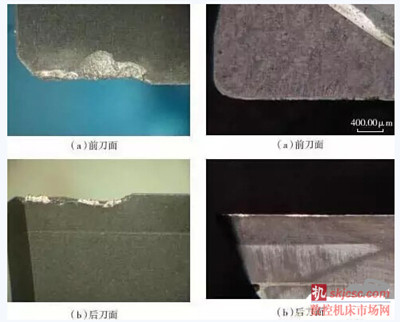
2.剝落
端銑鋼和鑄鐵時,在前刀(dāo)麵上最常出(chū)現貝殼狀(zhuàng)的剝落。立方氮化硼刀具端銑淬(cuì)硬鋼(HRC58-65)時(shí),前刀麵上(shàng)產生的較大麵積的貝殼狀剝落,出現此類磨損(sǔn),可通(tōng)過提(tí)高切削速度、降低(dī)進給量、使用有負倒(dǎo)棱,刃(rèn)口經過鈍化處理(lǐ)的刀片。
3.碎斷
在切削刃上(shàng)發生小塊碎裂或大塊斷裂,而不能繼續正常切削。立方氮(dàn)化硼刀具連續切削(xuē)高硬材料或者斷續切削時常常(cháng)發生這種破損,車削淬硬鋼(gāng)時,由於切削速度太高在刀尖處(chù)發生小塊碎裂,通常還可以重磨修複再使用。立方氮化硼(péng)刀(dāo)具斷續車削(40MnNi3CrMo)低(dī)合金鋼時在刀尖(jiān)處發生大(dà)塊斷(duàn)裂,這種情況,刀具不可能(néng)再重磨使用(yòng)。這是由於斷續切(qiē)削時衝擊(jī)載荷過(guò)大、短時間切削後即發生的早期破損,雖然切(qiē)削條件適當,但切(qiē)削較長時間後,沒有及時換刀,由於刀(dāo)具(jù)材料疲勞就發生了這種大塊的斷裂。
4.裂紋
立方氮化硼刀具(jù)在較長時間的斷續切削後,有因機械衝擊而引起的平行於切(qiē)削刃的機械疲勞裂紋,也有因熱衝擊而引起的垂直於(yú)或傾斜於切削刃的裂紋。當這些裂(liè)紋不斷擴展合並後(hòu),就引起刀刃碎裂或斷裂。
立方氮化硼刀具斷續切削時,應以其破損規律為基礎建立刀具破損耐用度與切削條件之間的關係。從而(ér)確(què)定刀具合適的切(qiē)削用量以及刀具幾何參數等。
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作(zuò),歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
")
牌調查")
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地(dì)區金屬(shǔ)切削機床產量數據(jù)
- 2024年11月 軸(zhóu)承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據