


基(jī)於機床刀具加工變形研究的銑(xǐ)削工藝參數優化方法
2015-2-6 來源:數控機(jī)床市場網(wǎng) 作者:上海理(lǐ)工大學(xué)機械工程學院遲玉倫李郝林
摘要: 針對機床刀具變形影響加(jiā)工精度問題,據銑床刀具係統動剛度測量計算及銑削力模型提出基於遺傳算法的銑(xǐ)削工藝(yì)參數優化方法。通過階躍響應(yīng)實驗獲得機床刀具係統(tǒng)動剛度及用正(zhèng)交實驗法可準(zhǔn)確銑削力模型,對實驗機床銑削工件工藝參數(shù)進行數學(xué)優化;開發設計在線測(cè)量刀具變形及銑削力實驗裝置並分別對優化(huà)前後工藝參數實驗驗證,結果(guǒ)已證明該方法的有效性、實(shí)用性。
關鍵詞: 銑削;刀具變形(xíng);工藝優化;實驗設計
數控銑削加工(gōng)過程中在切削力(lì)作用下機床刀(dāo)具變形引(yǐn)起的刀具與工件間相對位置變化成為影響機床加工精度的重要因(yīn)素。已有對銑削刀(dāo)具變(biàn)形建模補償進行的諸多研究。張臣等以球頭銑刀為研(yán)究對象,建立球頭(tóu)銑刀刀具變形引(yǐn)起的加工誤差仿真預測模型。Denkena 等提出適應主軸係統銑削(xuē)加工過(guò)程中對刀具靜、動態變形進行補償並取得較好效果。
Habibi 等通過對銑削刀具(jù)切削變形建模,經數控係統程序對刀具切削(xuē)路徑進行(háng)補償,並實驗證明該方法的有效性;但銑削刀(dāo)具變形補償研究中建模控製過程複雜(zá),難以實際應用。
因此,本文提出通過優化銑削工藝參數減小刀具變形量、提高加工精度方法。
本文據銑床刀具係統(tǒng)動(dòng)剛度測量計算及銑削力模型,提出基於遺(yí)傳算法的銑削(xuē)工藝參數優化方法。通過階躍響應實驗獲(huò)得機床刀具係統動剛度,並利用正(zhèng)交實驗法準確獲(huò)得銑削力模型;對實(shí)驗機床銑削工件主軸轉速、進給速度、切削寬度及切削深度等工藝參數進行(háng)數學優化;開發設計在線測量刀具變形及銑削力(lì)實驗裝置,並分別對優化前後工藝參數進行實驗驗證(zhèng),結果證明該方法有效、實用。
1 機(jī)床銑削工藝參數優(yōu)化模型
1. 1 機床刀具係統動剛度模型
圖 1 的機(jī)床-刀具係(xì)統可簡化為 X,Y 方向相互垂直的二自由度振動係統,即(jí)
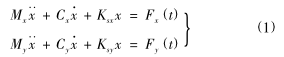
式中:Mx,My分別為 X、Y 方向機床-刀具係統質量;Cx,Cy分別為 X、Y 方向機床-刀具係統阻尼(ní);Ksx,Ksy分別為 X、Y 方(fāng)向機床-刀具係統剛度;Fx,Fy分別為 X、Y方向刀(dāo)具切削(xuē)力分力。
經拉普拉斯(sī)轉換可得
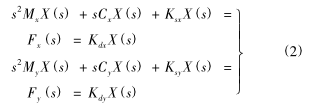
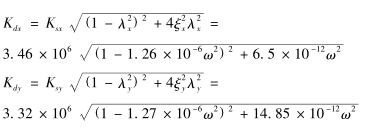
式(shì)中:Kdx,Kdy分別為 X、Y 方(fāng)向機床-刀具係統動剛度,可表示為
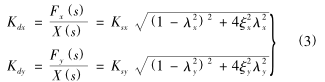
式中: Ksx, Ksy分別為 X、Y 方向機(jī)床 - 刀具係統靜剛(gāng)度;ξx,y分別為(wéi) X、Y 方(fāng)向機床-刀具係統阻尼比;λx,λy分別為 X、Y 方向機床-刀具係統交變頻率 ω 與固有頻率(lǜ) ωn之比,ω =jvs60 ,j 為銑刀齒(chǐ)數,vs為主軸轉速。

1. 2 銑削力(lì)模(mó)型
銑削磨削X、Y、Z 三方向平均銑削力 Fx、Fy、Fz計算式為
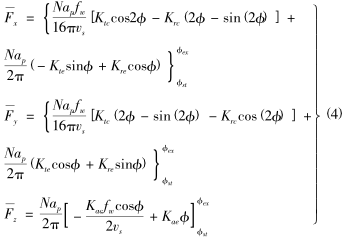
式中:vs為刀具主軸轉速;fw為工件進給速(sù)度;ae為刀具(jù)切削(xuē)深(shēn)度;N 為刀具齒(chǐ)數;Ktc為刀具切向(xiàng)切削力係數;Krc為刀具徑(jìng)向切削(xuē)力係數;Kte為刀具切向刃口力(lì)係(xì)數;Kre為刀具徑向刃口力係數;Kac為刀具軸向切削力係數;Kae為刀具軸向刃口力係數;ex為切(qiē)出角;st為切入(rù)角。順銑時(shí),切入、切出角(jiǎo)可表示為
逆銑時,切入、切出角可表示(shì)為
式(shì)中:ap為刀具切削寬度;R為切削銑刀半(bàn)徑。
1. 3 銑削工藝參數優化方法
由加工工(gōng)藝參數可確定銑刀 X,Y 方(fāng)向銑削力大小。結合式(shì)(3)、(4)可求出在一定切削工藝參數下銑(xǐ)削刀具 X,Y 向的動態變形量為
結合銑(xǐ)削加工效率(lǜ)及尺寸要求,即可分析在銑削工藝參(cān)數 vs,ap,fw,ae下銑削刀具(jù)最大(dà)切削變(biàn)形量。本(běn)文利用遺傳算法對銑削工藝參數進行優化。設(shè)主軸轉(zhuǎn)速為 vs,切削寬(kuān)度為(wéi) ap,工件進給速度為 fw,刀具切削深度為 ae;每齒切削(xuē)量(liàng) ft= fw/(jvs) 的約束條件為

正規(guī)化後,各銑削工藝參數(shù)作為個體的(de)表(biǎo)現形式為
設世代數為 n,個體數為 k,變量個(gè)體位長為(wéi) l,交(jiāo)叉率為 m1,突然變異率為 m 。將所得遺傳算(suàn)法優化(huà)後主軸(zhóu)轉速(sù) vs,切削寬度 ap,工件進給速度 fw,刀具切削深(shēn)度(dù) ae作為機床(chuáng)加工工藝(yì)參數。
2 實驗研究
2. 1 銑(xǐ)床刀具係(xì)統靜剛度(dù)測量計算
本實驗在沈(shěn)陽機床廠VMC1165B 立式加工中心,工件(jiàn)材料(liào) 45 鋼,銑刀型號 MG-2EA35M-D10-M。實驗過程見圖 2 (a),壓力傳感器型號 KISTLER9323AA,量程設為 1 kN,靈敏度-9.6 pc/N;電渦流位移傳感器(qì)型號為 MICRO - EPSILON eddyNCDT 3010,量程 1 mm,分辨(biàn)率小於0.05 μm。通過力傳(chuán)感器對刀具刀尖位置(zhì)施(shī)加 X 方向力 F1,電渦流位移傳感器測出刀具刀尖變形量 Δx,求出刀具係統在 X 方向靜剛度為Ksx=F1Δx=3.46 ×106N/m;同樣得刀具係統在 Y 方向(xiàng)靜剛度為 Ksy=3. 32 ×106N/m。

2. 2 銑床刀具(jù)係統固有(yǒu)頻率及阻尼比測(cè)量計算
實驗過程(chéng)見圖 3,壓力傳感器型號為 KISTLER9301B,量程設為 2kN,靈敏度-4 pc/N。在刀具 X 方向施加拉力 F2= 100 N 作為係統輸入信(xìn)號;用剪刀將(jiāng)細繩(shéng)瞬間剪斷,利用電渦流位移傳感器獲得刀(dāo)具位移振動輸出信號。為(wéi)減小拉繩(shéng)彈性影響應盡量縮短細繩長度或其(qí)它部分改用剛性較大鋼絲(sī)繩(圖 3(b)中白色鋼絲繩)。利用階躍響應(yīng)頻響函數求出(chū)機床-刀具係統 X 方向固有頻率 ωnx= 890 Hz,阻 尼 比 ξx=0.00227;同樣可得刀具(jù)係統 Y 方向固有(yǒu)頻率 ωny=886Hz,阻尼比 ξy=0.00342

據刀具係(xì)統各方(fāng)向靜剛度(dù)、固有頻(pín)率及阻尼比測量結果,可(kě)得刀具係統 X,Y 方向動剛度關係為
2. 3 銑床力模型(xíng)係數測量計算
用正交實驗與偏最小二乘回歸法確定銑削力(lì)模型中各係數值以獲得準確的銑削力模型。實驗見圖 4。用 KISTLER 9257B 三向測(cè)力儀對銑削加工進行測試(shì),選 L9(34)正交試驗方案安排各種測試(shì)。

選主軸轉速、進給速度、銑削深(shēn)度及銑削寬度等工藝參數不同數值作(zuò)為該正交實驗因素水平,見表 1。
試驗因素水平表")
在每組正交設計實驗(yàn)中用三向測力儀測得 X,Y 方向銑削力見表 2。
設計表")
利用偏最小二乘回歸法將銑削力模型(xíng)與實驗測量數據擬合求(qiú)得銑削力模型各係數值為(wéi)刀具切向切削力係數 Ktc=1 865.1,刀具徑(jìng)向(xiàng)切削力係數 Krc= 736.2,刀具切向(xiàng)刃口力係數 Kte=113.5,刀具徑向(xiàng)刃口力係數Kre=158.7,由此獲得較可靠(kào)的銑削(xuē)力數學模型(xíng)。
2.4 銑削工藝參數優化結果(guǒ)
設銑削各工藝參數約束條件為主軸轉速 1 000
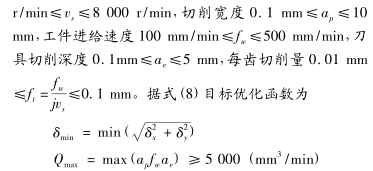
選世代數(shù)30,個體數100,變量個體位長 l =9,交叉率 0.6,突然變異率 0.001。得銑削工藝參數(shù)優化結果為主軸轉速 vs=7 500 r/min,切削深度 ae=3.2 mm,切削寬度 ap=7.5 mm,工件進給速度 fw=301 mm/min。
2.5 實驗驗證
為驗證銑削工藝參數優化方法(fǎ)的有效性、實用性(xìng),本文設計的在線測量銑削刀具變形及銑削力裝置可(kě)同時測量銑削(xuē)刀具變形及銑削力。采用(yòng) 2 個(gè)電渦流位移傳(chuán)感器與 KISTLER 9257B 三向測量儀在線測量銑削刀具加工過程(chéng)中變形量及銑(xǐ)削力,實驗方(fāng)案見圖 5。
5在線測量銑(xǐ)削(xuē)刀具變形及銑削力")
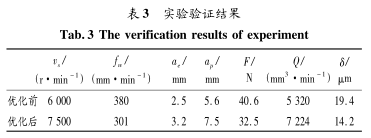
通(tōng)過專(zhuān)用夾具(jù)將電渦流位移傳(chuán)感器 1、電渦流位移傳(chuán)感器 2 固定在刀具處, 利用電渦流非接觸式原理在線測量刀具位置變形量。電(diàn)渦流傳感(gǎn)器 1 測量刀具 X向變形,電渦流傳感器 2 測量刀具(jù) Y 向變形。兩電渦流位移傳感器測(cè)量信號、銑削力信號通過數據采集卡由計算機獲得,采樣頻率(lǜ)設為 2 000 Hz。據兩電渦流位移傳感器測量結果,利用懸臂梁撓度計算式計算刀具刀尖變形量。將優化前(qián)後兩組參數分別進行實驗驗證,結果見表 3。由表 3 已證明工藝參數優(yōu)化方法的有效性。
3 結論
(1) 針對銑(xǐ)削(xuē)加工過程中刀具變形問題本文據(jù)機床刀具係統動態(tài)特(tè)性及銑削力模(mó)型提出基於遺傳算法(fǎ)的銑削工藝(yì)參數優化方法。
(2) 本文設計的機(jī)床(chuáng)刀具係統靜、動剛度求解階(jiē)躍響應實驗方法,據實驗測量數據(jù)確定銑(xǐ)削力模型係數,基(jī)於實驗測(cè)量結果對(duì)該機床銑削工藝參數進行優化。
(3) 為驗(yàn)證銑削工藝參數優(yōu)化(huà)方法的有效性(xìng),提出在線測量銑削刀具變形及銑削力實驗方法,分別(bié)對優(yōu)化前、後工藝參數在線測量刀具變形及銑(xǐ)削力(lì),實(shí)驗結果已驗證優化方法(fǎ)的有(yǒu)效性、實用性(xìng)。
(4) 由於本文(wén)優化數學模型未考慮顫振因素,故該方法僅適用(yòng)非顫振銑削開環係統的工(gōng)藝參(cān)數優(yōu)化。
投稿箱:
如(rú)果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業(yè)界視點
| 更多(duō)

行(háng)業數據
| 更多
- 2024年11月 金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能(néng)源汽車(chē)產量數據
- 2028年8月 基本型乘(chéng)用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機(jī)械加工(gōng)過程圖示(shì)
- 判斷一台加工中心精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老板做了十多年,為何還是小作(zuò)坊?
- 機械行業最新自殺(shā)性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智造,多談點製造
- 現實麵前,國(guó)人沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加(jiā)工刀具補償功能(néng)
- 車床(chuáng)鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽(zuàn)削(xuē)與螺旋銑孔加工工藝的區(qū)別