


工件材料的 ISO S 分(fèn)類包括(kuò)高溫合金 (HRSA) 和鈦合(hé)金。這些材料的熱硬(yìng)度和(hé)熱強度使其能夠廣泛應用(yòng)於航空航天(tiān)、能源和其他領域的關鍵應用。但是,這些合金的(de)有益屬性也帶來了不同於傳統鋼鐵加工(gōng)的加工特性(xìng)。為應對這一問題,刀(dāo)具製造商已開發出一係列(liè)產品和應用策略,用於解決材(cái)料可加工性難題,並實現(xiàn)可靠、穩定和相對(duì)經濟的 ISO S 材料組合金加工。如 今,這些刀具製造商還力求為生產商(shāng)提供有關新型刀具和策略(luè)的培訓,並且說服機床技工重新考(kǎo)慮過時的加工技術,這些技術很(hěn)可能將無法適用於當今的(de)先進材料(liào)。 可加工性因素 術語“可加工性”描述了金屬對加工工(gōng)藝的反應(yīng)。可加工性包括四個基本因素:加工中產生(shēng)的機械力、切屑形成 和排(pái)屑、熱量產生和(hé)轉移,以及刀具磨(mó)損和故障。其中任(rèn)何因素或全部因素的過度作用均(jun1)會(huì)導致材料被視為“難以加工”。
如果試圖將過去幾十年來用於鋼鐵等材(cái)料(liào)的相同刀具和技術用於高溫合金和鈦合金加工,就會造成刀具壽命、加工時間和可靠性以及零件質量方麵的可加工性問題。最近幾年中,刀具開發時才(cái)考慮了鎳基合金和鈦基合金。加工這些相對較新的材料並不一定比加(jiā)工傳統(tǒng)金屬更困難,這(zhè)其實是兩種(zhǒng)不同的加工類型。
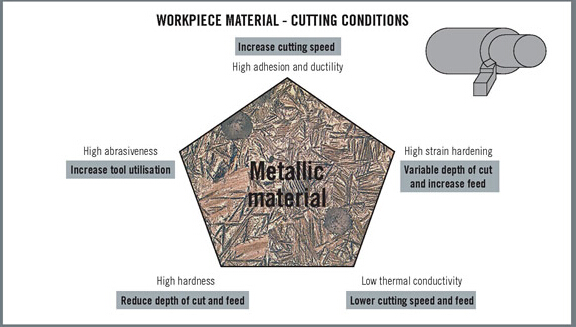
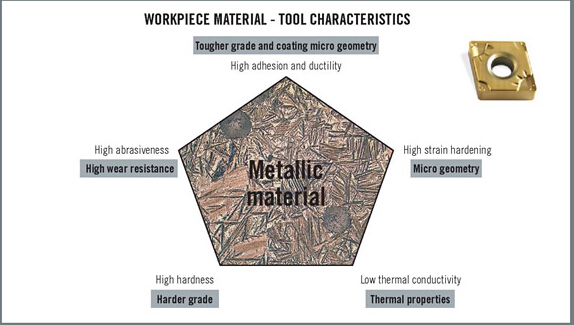
例如(rú),加工“難(nán)加(jiā)工”材料的通常方(fāng)法是謹慎操作,並使用較低的切削參數,包括減小的進給率、切削(xuē)深度和速度。然而,使用專為這些高性能(néng)工件材料開發的刀具時,基本準則反而是增加切削深度和進給率。旨在處理這些(xiē)較高參數的刀具含有細粒度(dù)硬質合金(jīn)材質等級(jí),可提供良好的高溫刃口強度和鍍(dù)層粘附性,並且特別注意對(duì)加工硬化的工件造(zào)成的溝槽磨(mó)損的耐受性(xìng)。此外,刀具製造商還開發了陶瓷和 PCBN 刀具,用於對這些(xiē)高性能合金進(jìn)行粗加工和精(jīng)加工(gōng)。
對於(yú)特定可加工性因(yīn)素(sù),高溫合金在(zài)機械或與力相(xiàng)關的問題方麵與堅韌的鋼鐵材料並無很大差別。但(dàn)是,在熱(rè)量的產生和(hé)散熱方麵,它們之間有著顯著差異。金屬切削過程中產生的熱(rè)量會導致工件材料變形(xíng),而切削過程中產生的切屑能夠帶走熱量(liàng)。然而,這些材料產生的分段式切屑通常(cháng)無法提供良好的散熱效果。此外,耐熱材料本身就是不良導熱體。切削區的(de)溫(wēn)度(dù)可達 1100° - 1300° C,當熱量無法消散時,就會在刀具和工(gōng)件上積聚,並最終(zhōng)導致刀具壽命縮短,甚至造成工件變形和冶(yě)金學特性的改變。
要解決這一問題,就(jiù)需要改變對刀具(jù)強度的認識。通常認為刃口鋒利的刀具較為脆弱(ruò),但控製刀具溫度積聚的方法之一(yī)正是使用鋒利的刀具,鋒利刀具能切削更多的(de)材料並減少材料變形,因此生成的熱量更少。實施這一策略需要專為(wéi)刃口強度而設計的刀(dāo)具,並在具有充足功率、穩定性和抗振性的機床上使用。
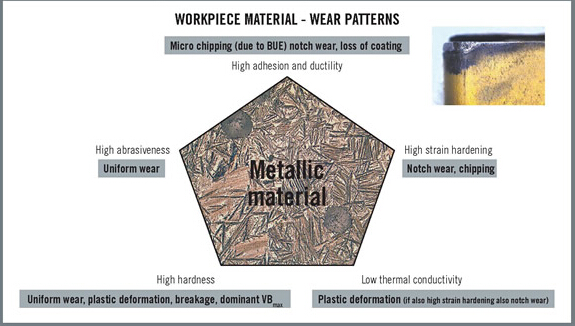
應變硬化和沉澱硬化的趨(qū)勢也增加了高溫合金加工的複雜性。在應變硬化中,切削區內的材料在受(shòu)到切(qiē)削過程的應力和高溫作用時變得更硬。鎳基和鈦基合金(jīn)表現出比鋼(gāng)更大的應變硬化趨勢(shì)。而在沉澱硬化(huà)中,當高溫激活本應處於靜止狀態的合金元素時,工(gōng)件材料中會形成硬點。無(wú)論哪種趨勢,材料的結構都可能會在第(dì)一次走刀後即發生顯著變化,二次走刀後將能夠穿透硬度更(gèng)大的表麵。而這正是將走(zǒu)刀次數降(jiàng)至最低的解(jiě)決方案。例如,與其使用兩次 5 mm 切深的走刀切除 10 mm 的材料(liào),不如使用一次 10 mm 切深(shēn)的走刀。盡管在許多情況(kuàng)下無法實現(xiàn)一次走刀加工(gōng),但(dàn)這仍是理論上能夠實現的(de)目標。
這種方法還要求重新考慮精加工工藝,傳統的精加工工藝包含以小切(qiē)深和輕進給率進行的多次走刀。作為替代,機床技工應尋找盡量提高參數的可能性,這樣才能改善刀具壽命和表麵粗糙度。
用於(yú)精加工走刀的稍微加大(dà)的切深還(hái)可將切削刃最(zuì)鋒利的部分置於零件的任何應變硬化或沉澱硬化區域(yù)的下方。然而,過深的精加工走刀可能產(chǎn)生振動並對表麵粗糙度造成不利影響。因此,尋找進取和(hé)謹慎間的最佳平(píng)衡便成為了(le)關鍵。
可靠性和經濟性
憑借如今(jīn)專為鎳基和鈦基合金開發的刀具和策略,完成加(jiā)工基本上不會有技術問題。持續挑戰不(bú)僅僅在於加工工件(jiàn),還在於在規定的時間內以規定的成本(běn)正確地進行工件加(jiā)工。目標是改善工藝可靠性和生產經濟性(xìng)。
考慮到(dào)先進工件材料和由其製成的零(líng)件成(chéng)本較高,因此加工工藝必須絕對可靠。生產商無法承擔在尋求可靠加工工藝的同時(shí)生產(chǎn)報廢件的損失。使用適當的刀具和加(jiā)工參數有助於確保穩定的加(jiā)工結果。
就加工(gōng)參數而言,增加切(qiē)深和進給率(lǜ)有助於(yú)提高生(shēng)產率。更高的切削速度還可加快零件加工,但這一(yī)有利條件(jiàn)尚未得到充分開發利用(yòng)。目(mù)前在鎳基和鈦基合金中所用的速度仍然低於鋼(gāng)材中的(de)速度。不過目前的研究(jiū)重點是開發能夠實現更高切削速(sù)度並仍然保持合理刀具壽命的刀具屬性。
除了刀具,金屬切削(xuē)工藝的其他部件(如使用高壓定向輸送冷卻液 (HPDC) 係統)還有助於提高(gāo)生產(chǎn)率(lǜ)。如果 ISO S 材料的切削速度為 50 m/min,HPDC 可使切削速度高達 200 m/min,從而使產量提高四倍。
在加工高溫合金時,刀具壽命是另一個(gè)可從新視(shì)角加以審視的因素。刀具壽命的傳統測算方法是計算刀具(jù)需要更換(huàn)前的切削分鍾數。另一種測算方法則是計算成(chéng)本。
例如,如果生產特定工件需要 2 個小時,且必須每 20 分(fèn)鍾更換(huàn)一次刀具,則必須購買 6 個刀具才能完成零件的加(jiā)工。按照這個思路,目(mù)標(biāo)將是降低刀具成本,並獲得 30 分鍾的刀具壽命,而非 20 分鍾(zhōng)。
然而,在加工采用高溫合金或鈦合金製成的昂貴零件時,刀具成本不過占零件總體價值的很少一部分。因(yīn)此,刀具利(lì)用率(也稱作刀具的利(lì)用(yòng)指數)才是更相關的測算方(fāng)式。在比較兩(liǎng)種示例刀具時,如果一種刀具維持 10 分鍾並生產一個工件,則刀具成本為每工(gōng)件一個刀具。另一種刀(dāo)具,以不同方式使用,可能僅維持 5 分鍾,但生產兩個零件。即便第二(èr)種(zhǒng)刀具的壽命按照分鍾來計算(suàn)比第一種(zhǒng)刀具少了一半,但(dàn)零件產量(liàng)增加了一倍。目標是以可(kě)接受的價格在最短時間內生產出最(zuì)大數量的合格工件(jiàn)。考慮到(dào)高溫(wēn)合金(jīn)零件的成本較高,因此刀具利用指數才是(shì)更好的(de)真實生產率測算標準。
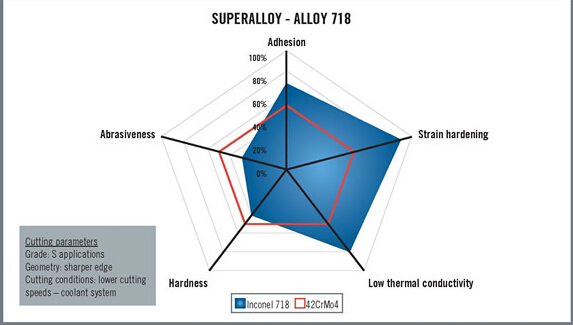
不鏽鋼,在約 100 年前就(jiù)以各種形式取得了專利,成為(wéi)邁向現代高溫合金的第一步(bù)。在第一種不鏽鋼合金(jīn)中,為抗氧化和腐蝕,向鋼中添加了鉻 – 在基礎不(bú)鏽(xiù)鋼合金中,鉻含量至少占總重量的 10.5%。接著,為改善不鏽鋼的硬度和剛度,又添(tiān)加了鎳。隨(suí)著合金被應用於越來越嚴苛的環境中,鎳的比例也隨(suí)之提(tí)高,最終,鎳成為了該材料中的主要合金元素。在今天為人熟知的高溫合金 718(商品名稱為 Inconel 718)中,鎳含量為 50% 至 55%、鉻含量為 17% 到 21%,其他元素占 10%,剩(shèng)餘成分為鐵(tiě)。現代的高溫合(hé)金和鈦基合金具有優異的強度、耐熱性、耐(nài)腐蝕性以及穩定性。
在麵對這些(xiē)難加工的新工(gōng)件(jiàn)材料時,生產商(shāng)首先應嚐試使用熟悉的加工實踐。然而,隻(zhī)有在他們采用了專門用於這些特定材料和加工的刀具和技術時(shí),才能真(zhēn)正獲得最(zuì)大的生產率。
結論
同往常一樣,要想最大限度地發揮新開發的金屬(shǔ)切削技術的優勢,關鍵因素在於了解如何以最佳的方式使其適用於特定應用。隨著在高溫合金和鈦基合金等高性能工件材料方麵繼續取得進展,刀具製造商還將繼續為新合金的加工工藝設計最大限度提高生產率的新方法(fǎ)。生(shēng)產商將從對(duì)新刀具可用(yòng)性的了解以及(jí)刀具製(zhì)造商在如何以最佳方式使用這些刀具方(fāng)麵的廣博知(zhī)識中獲益。
如果您有(yǒu)機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金(jīn)屬(shǔ)切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月(yuè) 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據