


賽(sài)燈熄滅,比賽開始,滿檔,230匹馬力的引擎發出如虎嘯般轟鳴(míng)聲,賽車手踩下油門重力前傾,2.6秒後(hòu)速度已至100千米/每小時。5秒之後,寶馬新SUTER以每小時200千米的速(sù)度如雷鳴般飛馳在瀝青賽道上。如此的神(shén)速足以讓任何一位保時捷賽車手們為之震撼,因為要(yào)達到如此性能,對於賽車手及摩托賽車,都必須達到極高的水準。賽車手要為此(cǐ)付出(chū)超出常人的(de)艱苦訓練(liàn),而賽車必須配備高質(zhì)量(liàng)的係(xì)統(tǒng)保證其高速安全運行(háng)。
:鈦合金製的螺絲及螺母")
Hasle-Ruegsau巴索總部300平方米的技(jì)術中心(xīn)")
瑞士SUTER摩托賽車(chē)製造商工程師RogerSutter先生解釋到,對於我們最大的挑戰莫過於如何在保(bǎo)證賽車強度、速度、安全的同時車身更(gèng)輕(qīng)。“對於重(chóng)量我們必須計算到克”其補充道(dào)。為了達到此種(zhǒng)平衡,使用鈦合金製(zhì)造摩托賽車將是大勢所(suǒ)趨(qū)。“鈦兼具良好的剛性及輕質的優點,但是輕質金屬是屬於較難加工材質,如何找到可以高效加工此材料的配套工具對(duì)於我們來說是一大難點。”瑞士KAISER精密刀具生(shēng)產總監HansueliLooser先生一旁補充道,“我們從客戶那也越來越多的收到有關加(jiā)工鈦合金或鉻(gè)鎳鐵合金(jīn)的投訴,客戶抱怨刀(dāo)具使用壽命是如此之短,實在令人無法接受。”“導致這個結果的主因是加工過程中產生的振動,事實上,解(jiě)決方法很簡單,”HansueliLooser先生說道(dào),隻要正確地將刀具與切削液(yè)完美結合,在加工鈦合金等難加工金屬時,便能延長刀具壽命,並(bìng)縮短加工時間。即選擇防振刀具,找到最佳刀片,便可減少摩損,而選擇(zé)正確的鈦合金加工切削液進行加工冷卻,可以最大程(chéng)度地減少摩擦力的產生(shēng)、提高加(jiā)工質量。
迄今為止,在鈦合(hé)金加工(gōng)中,甚少(shǎo)有相關的(de)研究,所以很多製造商雖有(yǒu)相同(tóng)的(de)問題,但對此毫無解決之策:
其實,瑞士巴索潤滑有限公司在此領(lǐng)域已有(yǒu)研究。對於製造商而(ér)言,刀具及金屬(shǔ)切削液的費用隻占一台新(xīn)機床的極小一部分,因此(cǐ)製造商不(bú)會專注於金屬切削液對於不同材質工件加工與刀具的巨大影響,也很容易低估正(zhèng)確的切削液對(duì)於工件(jiàn)加工的影響,更有(yǒu)甚者,他們認為(wéi)切削液隻是切削(xuē)過程中增加企業(yè)加工成本的魔鬼(guǐ)。巴索(suǒ)瑞士潤滑有限公司技術中心(xīn)總監ChristophWüthrich先(xiān)生強調,在此行業,切(qiē)削(xuē)液(yè)的選擇至關重要。

巴索技術中心
讓我們走進設立於瑞士Hasle-Rüegsau巴索總部的技術中心,它將為您(nín)闡述金(jīn)屬(shǔ)切削(xuē)液在加工過程中的重要性以(yǐ)及對於機械加工工藝的影響。技術總監ChristophWüthrich先生介紹到,在300平(píng)方米的中心,巴索公司需(xū)要根據客戶的加工工藝及工件進行針對性的測(cè)試,此類研究測試就(jiù)如同“在草剁(duò)中尋覓一根針”般艱苦,因為不同性能的金屬切削液由不同的添加劑(jì)配製而成。
鈦合金加工測試
來自五家不同(tóng)品牌的金屬切削液公司及數家刀具競爭對(duì)手(shǒu)公司的產品在瑞士KAISER公司進行對比測試,用(yòng)不同廠家的刀片搭配不同品牌切削液,考察哪一組合將有效延長刀片的使用壽命,所有測試,統一在製造商(shāng)指定使用的鈦合金工件上進行(háng)加工測試。測試(shì)結果正如同當初判斷一樣,不同刀片,測(cè)試結果相差甚遠,相同條件下,最合適的刀片(piàn)使用壽命可提高20倍;而最好的切削液明顯延長刀具(jù)壽命。優勝的(de)組合:巴(bā)索的B-Cool755與KAISER的655.389刀片(piàn)產生的效果不同凡響,刀片的磨(mó)損隻有0.002mm,此結果是在完成81個,51mm深的鏜孔之後,鏜孔的速度為(wéi)120m/min,且此速度在鈦合金加工中(zhōng)屬於高速加工。
測試結果(guǒ)概述(shù)
選擇正確的金屬切削液對於刀具的使用壽命起決定作用,對於相同材質的工件,使用壽命可以增加至15倍。至於刀片方麵,則具有戲(xì)劇性的差異,即使使用相同的金屬(shǔ)切削液和切削參數,刀具使用壽(shòu)命依然有20倍的差異。鈦合金鏜(táng)孔最(zuì)佳測試組合:瑞士(shì)KAISER655.389配瑞士巴索B-Cool755。

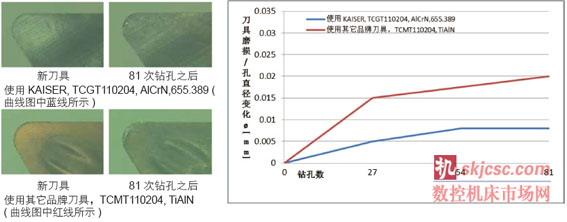
圖示:使用瑞士巴索B-Cool755配瑞士KAISER655.389刀具(jù)與其它品牌對比。
刀具:KAISER,TCGT110201,AICrN,Art.Nr.655.389;材質:鈦合金(jīn),Ti6A14V,3.7164
孔直徑:21–26mm;鉸孔深度:51mm;Vc:120m/min;fn:0.1mm/u
》
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬(mǎ)")

- 2024年11月 金屬切削機床產(chǎn)量數(shù)據
- 2024年11月(yuè) 分地(dì)區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據