


普通車床數控改造主軸電機控(kòng)製設計及故障維修
2022-2-17 來源:- 作者:-
摘要:普通車床數控改造要考慮主軸電機控製設計改造,有正轉、停轉和反轉控製,關鍵還要進(jìn)行主軸停轉製動,本文以典型案例(lì)論(lùn)述主軸電機控(kòng)製及製動(dòng)設計、故障測試(shì)與維修方法,對其他數控改造故障維修均有借鑒意義。
關鍵詞: 數(shù)控改造;主軸(zhóu)控製;製動(dòng);故障;維修
普通車床數控改造具有很(hěn)好的經濟社會效益,改造後(hòu)用於職業技術學校加工製造類專業實訓很實用,作者用 KND100i-D 數控(kòng)係統(tǒng)對普通車(chē)床進行了數控改造(zào)設計,數控係統執(zhí)行 M03、M05 或 M04 指令(lìng)則主(zhǔ)軸正轉、停轉或反轉,也用 ZD-15 直流電(diàn)子製動器對主軸電機 M05 停轉進行了製動設計改造。使用一年後曾出現故障,現有職業教育、本科教育相關教(jiāo)材等(děng)書籍並沒有論(lùn)述相關故障維修,不少企業也(yě)很缺乏數控機床故障維(wéi)修人才,這也(yě)是職業技術教育加工製造類專業(yè)教學需要解決的(de)問題,作者查(chá)閱文獻 [2][3][4][5],進行了現(xiàn)場測試研究,解決了故(gù)障維修問題,今做介紹,具有推廣借鑒意義。
1、數控係統持續信號控製三相交流電機設計原理
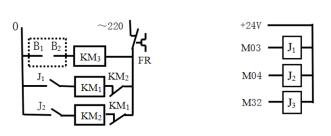
KND100i-D 數控係統采用圖 1 所示持續信號控製主軸三相交流電機原理如下:圖 1(c) 數控係統執行M03,直流繼電器 J1 線圈帶(dài)電,J2、J3 不帶電(diàn),圖 1(b)中直流繼電器 J1 常開觸點閉合,交流接觸器 KM1 線圈帶電,圖 1(a) 中直流繼電器(qì) J1 常閉觸點斷開(kāi),交流接觸器主觸點 KM1 閉合,電機 M 正轉。
圖 1(c) 數控係統(tǒng)執行 M05 再執(zhí)行潤滑指令 M32(M31 為停止潤滑指令),直(zhí)流繼電器 J1、J2 線圈均(jun1)不帶電,J3 線(xiàn)圈(quān)帶電(diàn),圖 1(b) 中直流繼電器 J1、J2 常開觸點均(jun1)斷開,交流接觸器 KM1、KM2 線圈均不帶電,圖1(a) 中交流接(jiē)觸器(qì)主觸點 KM1、KM2 均(jun1)斷開(kāi),電機 M停轉。圖 1(a) 中 J3 常開觸(chù)點(diǎn)閉合,電子製(zhì)動器 ZD-15 C 點與 24V 接通,B1、B2 接通(tōng),圖 1(b) 交(jiāo)流接觸器線圈 KM3 帶(dài)電,圖 1(a) 中主觸點 KM3 閉合,電子製動器輸出直流電壓至三相交流電機,致使(shǐ)電機製動至設置的時間後,B1、B2 斷開(kāi),電(diàn)機停止製動。
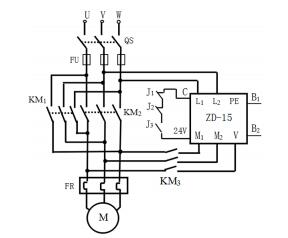
a)三相電機正轉、反轉、停轉及製動(dòng)主電路原理圖
b)控製電路原理圖 c)數控係統接口電路原理圖
圖 1 數控係(xì)統持續信號控製三相電機原理圖
圖 1(c) 數控係統執行 M04,直流繼(jì)電器 J2線圈帶電(diàn),J1、J3 不帶電,圖(tú) 1(b) 中(zhōng)直流繼電器 J2 常開觸點閉合,交流接觸器 KM2 線圈帶電,圖 1(a) 中直流繼電器 J2 常(cháng)閉觸(chù)點斷開,交流接觸器主觸點 KM2閉合,電機 M 反轉。圖 1 所示(shì)數控改造後,加工程序編製思(sī)路為:
N0010 M31 J3 繼電器線圈斷電
N0020 M03 主軸正轉
N0030 G91 相對編程(或絕對編(biān)程)
N0040 ……………(零件加工(gōng)程序(xù))
……… ………
N0100 M05 主軸(zhóu)停轉
N0110 M32 主軸抱閘(zhá)製動後(hòu)鬆開主軸
N0120 M02 加工程序結束
2、數控車床主軸控製故障測試(shì)與維修
如圖(tú) 1 所示普通車床數控改造後,使用效果很好,自動(dòng)化程度和生產效率均大(dà)大提高了,但使用一年(nián)後出現了(le)故障,今論(lùn)述維修。
2.1 數控(kòng)係統執行 M03 主軸不正轉
按(àn)操(cāo)作(zuò)麵板上的主軸正轉鍵,依次觀察圖 1 所示(c)(b)(a) 區域繼電器和交流接(jiē)觸(chù)器帶電動作情況,發現(c) 圖(tú)所示區域直流繼電器 J1 線(xiàn)圈(quān)帶電觸點動作(zuò)發出響聲,J2、J3 直流繼電器觸點均不動作,也不發出響聲,說明故障不在(zài) (c) 圖區域。再看 (b) 圖所示區域,按主軸正轉鍵,交流(liú)接觸器 KM1 觸點不動作,沒有發出聲音,說明(míng)其線圈沒帶電或損壞,仔細檢查(chá)發(fā)現其(qí)線圈接線脫落,重新接好恢(huī)複正常。
這(zhè)就是按區域找(zhǎo)故障維修法,如(rú)按主(zhǔ)軸正轉鍵,J1直流繼電器線圈不帶電,觸點不動作,則故障在 (c) 區域(yù);如果 J1 直流繼電器(qì)線圈帶電(diàn),觸點動作;KM1 交流接觸器(qì)線圈也帶電觸點動作;但電機不(bú)轉則故障在 (a) 圖所示區(qū)域。這就(jiù)是分區域檢查故障的方法。
2.2 曾(céng)出現數(shù)控係統執行 M03 主(zhǔ)軸時(shí)轉時不轉故障
按操作麵板上的主軸正轉鍵,依次觀察圖 1 所示 (c)(b)(a) 圖所示區域(yù)的直(zhí)流繼電器或交流接觸器帶電動作情況?發現 (c) 圖所示區域直(zhí)流繼電器 J1 觸點也時常動作發出響(xiǎng)聲,則其線圈(quān)時帶電時不帶電;再觀察交流接(jiē)觸器 KM1 的觸點也是時常動作發出響聲,則是其線圈時帶電時(shí)不帶電,致使電機時轉時不轉。
所以先從 (c) 圖所示區域找原(yuán)因,按數控係統(tǒng)操作麵板上主軸反(fǎn)轉鍵,則直流繼電器 J2、交(jiāo)流接觸器(qì) KM2也存在類似情況,致使電機時反轉時不轉,測試 24V直流電源(yuán)是(shì) 16.5V,換一個好的直流電源,故障排除,電機運(yùn)轉很正常。
繼續找原(yuán)因,該(gāi)數(shù)控車床開始加(jiā)工鑄鋁件,是塑性材料,為帶狀鐵(tiě)屑,後來加工鑄鐵件為脆性材料,鐵屑為粉末狀,不少粉末狀鐵屑進入了直流電(diàn)源,影響了其性能,輸出電壓降低了,出現主軸(zhóu)時轉時不(bú)轉故障。安裝一個吸塵器,把(bǎ)粉末狀鐵屑吸(xī)走,再沒有出現類似故(gù)障。
2.3 數控係統執行 M05、M32 後主軸不製(zhì)動
按操作麵板上的潤滑鍵(即 M32 功能鍵),觀察圖 1 所示 (c)(b)(a) 哪個區域繼(jì)電器或交(jiāo)流接觸(chù)器帶電動作情況?發現 (c) 圖所示區域直流繼電(diàn)器 J3 線圈帶電觸點動作發出響聲,J1、J2 直流繼電器觸(chù)點均(jun1)不動作,也不發(fā)出響聲,說明故障不在 (c) 圖區(qū)域。
再看 (b) 圖所示區域,按潤滑(huá)鍵,交(jiāo)流接(jiē)觸器 KM3觸點不動作,檢查 B1、B2 接(jiē)線正確,再檢查 (a) 圖所示區(qū)域,發現(xiàn)直流繼電器常(cháng)開觸點 J3 接(jiē)線脫落,重新接好後,故障消(xiāo)失(shī),製動正常了。
3、結語
本(běn)文論述的普通(tōng)車床數(shù)控改造主軸控製及製動設計,使用效果很好,分區域檢(jiǎn)查故障的方法具有思路清(qīng)晰、檢查直觀等優點,對其他設備數控化改(gǎi)造電機製動均(jun1)有借(jiè)鑒意義,該設計和分區域檢查故障的方(fāng)法,對提高職業技(jì)術教育加工製造類(lèi)專業的教(jiāo)學質量也有指導意義。
作者:李春勤(qín) 葛平(píng)海 劉世忠
來源: 1. 山東(dōng)省(shěng)日(rì)照市科(kē)技中等專業學校實(shí)訓部;
2. 山東五征集團有限公(gōng)司人力資源部;
3. 山(shān)東省日照市科技中等專業學校數控技術係(xì)
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據(jù)
- 2024年11月 分地(dì)區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬(shǔ)切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機(jī)械加工(gōng)過程圖示
- 判斷(duàn)一台加工中心精度的幾(jǐ)種辦(bàn)法
- 中走(zǒu)絲線切(qiē)割機床的發展趨勢
- 國產數控(kòng)係統(tǒng)和數控機床何去(qù)何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老(lǎo)板做了十多年,為何還是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害己!不倒閉才(cái)
- 製(zhì)造業大(dà)逃亡
- 智(zhì)能時(shí)代,少(shǎo)談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔(kǒng)加工工藝的區別