


立(lì)式車床橫梁液壓控製改進
2021-11-22 來(lái)源: 首都航天機械有限(xiàn)公司 作者:劉建國,林 東
摘要:數控立車主要用於質量和直徑較大的工(gōng)件加工,橫梁是其重要基礎部件。液壓係(xì)統對橫梁夾緊、放(fàng)鬆,以及加工過程中的動態穩定性起著至關重要的作用(yòng)。通(tōng)過對橫梁液壓係統的控製優化,在滿足(zú)設備運行要求基礎(chǔ)上,降低液壓油泵損(sǔn)耗(hào)和能源消耗。
關鍵詞:數控立車;液壓係統;控製優(yōu)化;降(jiàng)低損耗
1、故障現象
CK5116 立(lì)式車床(chuáng),使用華中數控係統,操作者進行橫梁升降動作後出現(xiàn)報(bào)警“橫梁夾緊異常—G3014.11”,複(fù)位報警不能清除。
2、故障判斷
根據報(bào)警信(xìn)息和梯(tī)形圖在線診斷發現,由於橫梁升降動作未完成產(chǎn)生報警。通過梯形(xíng)圖控製(zhì)邏輯,梳理橫梁升降動作基本流程(chéng):①滑枕移動到工作台中央;②啟動(dòng)橫梁升降(jiàng);③橫梁微升;④橫梁(liáng)微升到位後拔銷子;⑤橫梁鎖緊油缸放鬆;⑥橫梁(liáng)升/降到指定擋位;⑦插銷(xiāo)子;⑧橫(héng)梁微降;⑨微降到位後(hòu)橫梁鎖緊油(yóu)缸夾緊;⑩動作完成(chéng)。
從整個(gè)流程看,故障出現在最後階段步驟⑨。根(gēn)據報警信息查看梯形圖,判斷是由於(yú)鎖緊壓力(lì) SP6 未到(dào),超出設定時間導(dǎo)通 G3014.11 報警。
檢查壓力開關,有(yǒu)可能是壓力(lì)開關損壞或油泵打油壓力不夠(gòu)。查看(kàn)高壓泵壓力表沒有壓力,鬆(sōng)開橫梁加緊油管也(yě)沒有油。可以(yǐ)斷(duàn)定是總(zǒng)壓力沒有建立,高壓油泵出口油管(guǎn)也沒有油。電機油泵正常運轉,故障點鎖(suǒ)定在高壓齒輪泵。
3、故障處理
脫開齒輪泵與電機,檢查(chá)電機軸與法蘭(lán)連接處和(hé)鍵塊無損傷,排除電機運(yùn)行而齒輪泵不運行。分解過程中發現該齒輪泵體溫度極高,齒輪泵(bèng)連續(xù)工作並沒(méi)有油冷卻,高溫造成內部磨損。分析梯形圖(圖 1),發現該(gāi)高壓油泵在設備一開機就開始啟動工作,一直到機床關機才停(tíng)止。分解齒輪泵後(hòu)發現內部齒(chǐ)輪磨(mó)損嚴重,更換新齒輪泵安裝並試機,機床橫梁升降動作正常且無任何報警。
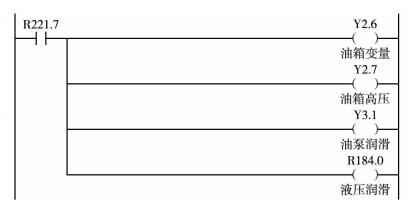
圖 1 程序 1
反複查看該(gāi)數控立車液壓係統圖,可以看出橫梁鎖緊油缸夾緊(jǐn)要求機床係統壓力(lì)為 2.5 MPa。未有橫梁升/降指令時,橫梁一直處於夾緊狀態,有橫梁升/降指令後,橫梁鎖緊(jǐn)油缸才鬆開(泄壓),如圖 2 所示。
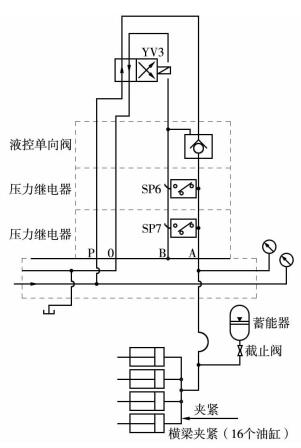
圖(tú) 2 橫梁鎖緊鬆開控製
4、技術改進
橫梁油缸夾緊係統都是一個密閉環節,並且有蓄(xù)能器保壓,而高壓油泵一直處於不間斷工作狀態,造成電機和油泵的損(sǔn)耗(hào)和能源浪費。嚐試重新設計(jì)橫梁(liáng)鎖緊控製邏輯,減(jiǎn)少電機油泵損耗和能源消耗。
如圖(tú) 3 所示(shì),X5.6 為 SP7 壓力繼電(diàn)器,X5.6 為(wéi) 1 時表示設定壓力到達,為 0 時表(biǎo)示未達(dá)到設定壓力。當設定(dìng)壓力未到達時,X5.6 接通 R80.0,高壓(yā)泵啟動工作,運行 2 min 後停止工作(高壓泵打壓能力為 5 MPa),直到下次 X5.6 壓力不夠時才會再次啟動(dòng)。
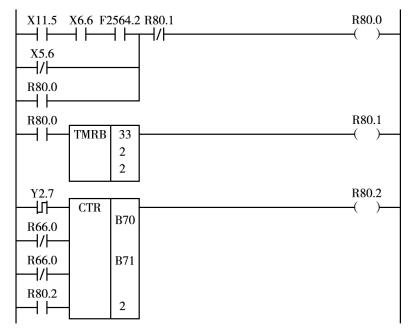
圖 3 程序 2
調試過程中發現,執行橫梁升降控製過程中,橫梁夾緊油缸不能鬆開並產生橫梁鬆(sōng)開(kāi)超時報警(jǐng)。開(kāi)檢查電磁(cí)閥 YV3 得電,閥芯(xīn)動作,可是壓力沒有下降,橫梁(liáng)夾(jiá)緊油缸沒有(yǒu)鬆開。從新分析(xī)液壓圖發現,該(gāi)設備液壓(yā)控製(zhì)是高壓泵一直處於(yú)工作狀態,當壓力滿(mǎn)足後,液控單向閥才被(bèi)打開(圖(tú) 2),電磁閥動作,橫梁夾緊(jǐn)壓力降低。改進後液壓(yā)泵沒有工作,電磁(cí)閥線圈得(dé)電而閥芯未動作,橫梁夾緊(jǐn)壓(yā)力無變(biàn)化,因此在控製橫梁升降動(dòng)作(zuò)時要啟動高壓泵。當滑枕位於 X 軸中間(jiān)位置時 (X11.5=1),並在手(shǒu)動模式(F2564.2=1),啟動橫梁(liáng)按鈕(X6.6=1),啟(qǐ)動高(gāo)壓泵。經過反複驗證,橫梁升降控製和夾緊放鬆壓力(lì)正(zhèng)常。為驗證改進後效(xiào)果,在梯形圖中編寫一段計數程(chéng)序采(cǎi)集高壓泵啟動頻率,如圖 3 所示,高壓(yā)泵啟動,Y2.7 的上升沿為計數觸發,計數存放在 B77 中。經過長(zhǎng)時間觀察,統計高壓泵一周(zhōu)平均啟動 8 次,大大降低了電機和油泵的損耗,節(jiē)省了能源。
5、結論
隨著工(gōng)業迅猛發展,液(yè)壓技術在數控設備中的應用(yòng)越來越廣泛。油缸內的油(yóu)液具有作用力大(dà)、動作反(fǎn)應(yīng)速度快、精度高,以及便於自動化操作的特點,使得傳動技術(shù)越來越受到人們青(qīng)睞,掌握液壓控製技術(shù)非常重要。本文故障設備為改造(zào)設備,在控製設計上往往存在一些漏洞,這就要求設備維修人員在使用(yòng)過(guò)程中不斷進行邏輯控製優化,不僅能提高設備效率,也能不斷提升工(gōng)作能力。
投稿箱:
如果(guǒ)您有機床行業(yè)、企業相關新聞稿件(jiàn)發表,或進行資訊合作(zuò),歡迎聯係本網(wǎng)編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業(yè)、企業相關新聞稿件(jiàn)發表,或進行資訊合作(zuò),歡迎聯係本網(wǎng)編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信(xìn)息

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月(yuè) 分地區金屬(shǔ)切(qiē)削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新(xīn)能源汽(qì)車產量數據
- 2024年10月(yuè) 軸承出(chū)口情況(kuàng)
- 2024年10月 分地區金屬(shǔ)切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲(sī)線切割機床的發展趨勢
- 國產數控(kòng)係統和數控機床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機械老(lǎo)板做了十多年,為何還是(shì)小作坊(fāng)?
- 機械行業最新(xīn)自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智造,多談(tán)點製造
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控車(chē)床加工刀具(jù)補(bǔ)償功能
- 車(chē)床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與螺旋(xuán)銑孔(kǒng)加工工藝的區別