


車床縱向進給裝置(zhì) 的(de)設計
2021-10-11 來源:天水星火機床有限責任公司 作者: 洪春萍
摘要: 設(shè)計了一種能(néng)夠實現長行程(chéng)的車床縱向進給裝置,將普通的滾珠絲杠螺母更改(gǎi)為雙齒輪(lún)與床身齒條齧合,達到傳動目的(de)。這一裝置采用雙齒輪齒條(tiáo)消隙(xì)結構(gòu),通過碟簧預(yù)緊(jǐn)迫,使齒(chǐ)輪產生軸向位(wèi)移,有效(xiào)消(xiāo)除進給運動的間隙,能夠消除正反轉間(jiān)隙,保證傳(chuán)動精度。所設計的車床縱向(xiàng)進給裝(zhuāng)置具有性能可靠、結構簡單、調整(zhěng)方便、性價比高等優點,對車床的縱(zòng)向進給傳動係統具有普(pǔ)遍適用性,特別適(shì)用於重型臥式車床的縱向進給傳動係統。
關鍵詞: 車床 縱向進給 設計
1、 設計背景
隨著我國機床行業新產(chǎn)品持續(xù)發展更新,大重型及長行程機床的需求量不斷增加,對機床構件加(jiā)工精度的要求不斷提高。在設備基礎部件剛性、精度(dù)等(děng)達到標準的前提下,提高機床整體的剛性(xìng)、精度及傳遞(dì)扭矩已成為機床進(jìn)給傳動機構設計的關鍵。現(xiàn)有的機床進給傳動機構中,所采用的進給傳動方式主要有齒輪齒條傳動副、滾珠絲杠螺母傳動副、靜壓蝸杆蝸母傳動(dòng)副等 。為了保證(zhèng)機床進給傳動(dòng)係(xì)統的定位精度和靜態、動(dòng)態性能,進給傳動機構設計時應著重考慮機床具(jù)有高傳動(dòng)剛(gāng)度、低摩擦(cā)因數、小轉動慣(guàn)量,以及消除齒側(cè)傳動間隙(xì)等 。
在進給(gěi)傳動機構設計方麵,齒輪(lún)齒條傳(chuán)動副適用於(yú)長行程機床,傳動機構的剛度和效率高,但傳動不夠平穩,傳動時產生的齒側間(jiān)隙導致傳動(dòng)精度不高。滾珠絲杠(gàng)螺母傳動副摩擦損失小,傳動效率高,運動平穩無爬行,主要適用於行程較短的機床。對於行程超過6 m 的長行程機床,隨著(zhe)絲杠的加長,撓度增(zēng)大,絲杠中部(bù)容易(yì)產生彎曲變形,使刀架移動定位精度超差,無法(fǎ)達到傳動精度要求。另一方(fāng)麵,機械轉動慣量增(zēng)大,既(jì)增(zēng)加(jiā)生產成(chéng)本,又降低機床的使用可靠性(xìng)。靜壓蝸杆蝸母傳(chuán)動副的軸向牽引力大,運動平穩,反向衝(chōng)擊小,無磨損,無傳動間隙,精度高,但(dàn)是蝸母的製造難度(dù)大,安裝工藝性差(chà),精度(dù)不容易保證,屬高附加(jiā)值產品,製造成(chéng)本高。
綜(zōng)合分析現有進給(gěi)傳動機構的不足與缺陷,為提高機床整體的加工精度(dù),使進給傳動機構更加簡單實用,經過(guò)調查研究,采(cǎi)各家所長,結合國內外先進的設計理念,針對行程在 6 m 以上的數控重(chóng)型車床,設計了車床縱(zòng)向進給裝置,采用雙齒輪齒條傳動機構方案。雙齒輪傳動機構將機床縱向進給傳動中普通的滾(gǔn)珠(zhū)絲(sī)杠螺母傳動改(gǎi)為雙(shuāng)齒輪與床身齒(chǐ)條的齧合,以此來達到縱(zòng)向進給的目的,可以消除齒輪正反轉產生(shēng)的齒側間隙,定位精度高。與(yǔ)普通滾珠絲杠(gàng)螺母(mǔ)傳動相比,雙齒輪齒條傳動機構性能可靠,適用性強,結構簡單,提高了(le)機床整體的加工(gōng)精度。雙齒輪齒條傳動機構適用於機床製造領域中數控重型臥式車(chē)床的進給(gěi)傳動,特別適用於長行程車(chē)床的縱向傳動,可以(yǐ)減小傳動磨耗,剛度和工藝性好,調整(zhěng)方便。雙齒輪齒條傳(chuán)動機(jī)構(gòu)可以(yǐ)彌補滾珠絲杠螺母傳動剛度差、靜壓蝸杆蝸母傳動生產成本高的不足。目前,筆者公司生產的 CC 係列重型臥式車床傳動進給箱采用了所(suǒ)設計的車床縱向進給裝置。
2 、傳動原理
縱向進給傳動係統(tǒng)原理如(rú)圖 1 所示。
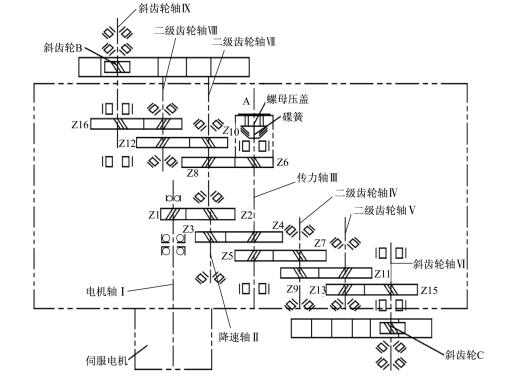
圖 1 縱(zòng)向進給傳(chuán)動(dòng)係統原理
電機軸(zhóu)Ⅰ由交流伺服電機(jī)帶動(dòng)旋轉,經 Z1Z2、Z3Z4 兩級齒輪齧合傳遞(dì)至傳力軸Ⅲ。在傳力軸Ⅲ上有兩個齒(chǐ)數(shù)和模數均相同,但(dàn)旋轉方向相反的齒輪 Z5、Z6,分別與二級齒輪軸Ⅳ上齒輪 Z7、二級齒輪軸Ⅶ上齒輪 Z8 齧合,帶動二級齒輪軸Ⅳ、Ⅶ旋轉,再分別經兩級齒輪傳(chuán)遞至雙斜齒輪。雙(shuāng)斜(xié)齒輪與床身上齒條齧(niè)合,達到縱向進給的目的(de) 。
3、裝置結(jié)構設計
車床縱向進給裝置結構中,進給箱(xiāng)和刀架床鞍合為(wéi)一體。進給箱(xiāng)立軸(zhóu)分布,兩傳動鏈對稱分布。電機軸Ⅰ,降速軸Ⅱ,傳力軸Ⅲ,二級齒輪軸Ⅳ、Ⅴ、Ⅶ、Ⅷ,斜齒輪軸Ⅵ、Ⅸ,以及各軸上安裝(zhuāng)的圓柱齒(chǐ)輪組成車床(chuáng)縱向進(jìn)給裝置,各軸之間均由圓柱齒輪齧合。傳力軸Ⅲ兩端分別裝有模數和齒數相同、旋轉方向相反的傳力斜齒輪(lún) Z5、Z6,傳力斜齒輪 Z5、Z6 分別與二級齒輪軸Ⅶ、Ⅳ上(shàng)安裝的斜齒輪 Z7、Z8 齧(niè)合。斜齒輪軸Ⅵ、Ⅸ外端安(ān)裝有消隙齒輪 Z15、Z16。傳力軸Ⅲ的一端安裝有碟簧,碟(dié)簧外端安裝(zhuāng)有螺母(mǔ)壓蓋。由交流伺服電機驅動雙齒輪齒條消隙進給箱,經床身上的斜齒(chǐ)條實現大縱(zòng)向無級調速(sù)快速移動與進給運動 。
4 、消隙原(yuán)理
數控機床的進給傳動裝置中(zhōng),常采用齒輪傳動副來達到降速比和轉矩的要求。由於齒輪齒麵在(zài)製造中存在一定(dìng)誤(wù)差,不可能達到(dào)理想齒麵的要(yào)求,因此一(yī)對齧合的齒輪總(zǒng)應有一定的齒側間隙(xì),才能正常工作 。齒側間隙的存在會造成(chéng)進給傳動係統的反向動作落後於數控係統指令要求,形(xíng)成跟隨誤差,甚至是輪廓誤差。對閉環係統而言,齒側間隙還會影響係統的穩定性。因此,齒輪傳動副(fù)常采用各種消除側隙的措施,以盡量(liàng)減小齒(chǐ)側間隙。工作行程長的大型機床通常采用(yòng)雙齒輪齒條傳動機構,通過碟簧自(zì)動進行調整來消(xiāo)除間隙。所設(shè)計的車床縱向(xiàng)進給裝置通過旋(xuán)緊傳力軸Ⅲ頂端的(de)螺母壓蓋,壓迫碟簧使傳力軸Ⅲ產生一定的軸向位移(yí),再(zài)利用傳力軸Ⅲ上一對齒數、模數相同但旋轉方向相反的斜齒輪,使二級齒輪(lún)軸Ⅳ向不同方向旋轉,以此達到(dào)雙齒輪消(xiāo)隙的目的。
5 、間隙(xì)調整(zhěng)
臥式車(chē)床縱向進給(gěi)傳動由進給箱內的齒輪帶動(dòng)齒條傳動來實現,通過雙齒(chǐ)輪消隙機構的調整(zhěng),可以使兩個斜齒輪與床身齒條同時齧合來消除間隙,從而保證正反向(xiàng)傳動(dòng)的準確性(xìng) 。間隙調整時,在傳(chuán)力軸ⅢA端(duān)施(shī)加預緊力矩。傳力軸Ⅲ向下移動,帶動(dòng)左(zuǒ)旋斜齒輪 Z7 和右旋斜齒輪 Z8 向下移動。左旋(xuán)斜齒輪 Z7 向下移動,迫使二級齒輪軸Ⅳ做逆時針轉動,通過齒輪齧合帶動二級齒輪軸Ⅴ、斜(xié)齒輪軸(zhóu)Ⅵ旋轉(zhuǎn)。右旋齒輪 Z8迫使二級齒輪軸Ⅶ逆時針轉動,通過齒輪齧合帶動二級(jí)齒輪(lún)軸Ⅷ、斜齒輪軸Ⅸ旋轉。這樣就使左旋齒輪軸、右旋齒輪軸分別按逆(nì)時針和順時針兩個方向轉動,進而使(shǐ)斜齒輪 B 左側齒麵(miàn)、斜齒輪 C 右側齒麵(miàn)同時與床身齒條緊密齧合,形成無側隙齧合,從而消除進(jìn)給箱內齒輪傳動造成(chéng)的反向間隙及死區(qū)誤(wù)差。預緊力矩(jǔ)的大小以既能消除(chú)反向間隙,又能使齒條移動自如為宜(yí)。預緊力矩(jǔ)過小,不足以消除反向間隙。預緊力矩過大,對齒輪齒條壽命有影響。預緊力矩調整時,可通(tōng)過專用工具旋轉輸出(chū)軸來對兩個斜齒輪施(shī)加載荷,進行預緊,使兩個斜齒(chǐ)輪與齒條的齒麵同時(shí)齧(niè)合,起到消除傳動間隙、提高傳動精度的(de)作用 。
6、 結束(shù)語
所(suǒ)設計的車床縱向進給裝置已(yǐ)在筆者(zhě)公司生產(chǎn)的數控重型臥式車床上實現應用,並申請了實用新型專(zhuān)利[10],性能穩定可靠。實踐表明,車床縱向進(jìn)給裝置(zhì)具有性能可靠、實用性強、結構簡單、調整方便、性(xìng)價比高等優勢,特別適合用(yòng)於長行程車床的縱向進給傳動係統,可以在重型臥式車床縱向進給傳動中得到廣(guǎng)泛的應用。
投稿箱(xiāng):
如果(guǒ)您有機床(chuáng)行業、企業相關新聞(wén)稿件發表(biǎo),或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床(chuáng)行業、企業相關新聞(wén)稿件發表(biǎo),或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數(shù)據
- 2024年(nián)11月(yuè) 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數(shù)據
- 2024年10月 金(jīn)屬切削(xuē)機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量(liàng)數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一台加工中(zhōng)心精度(dù)的幾種辦(bàn)法
- 中(zhōng)走絲線切割機床的發展趨勢(shì)
- 國產數控係統(tǒng)和數控機床何去何從?
- 中國的技術工人都(dōu)去哪裏(lǐ)了(le)?
- 機械老(lǎo)板做了十多年,為何還是小作坊?
- 機械(xiè)行業最新自殺性營銷,害人害己!不倒閉才(cái)
- 製造(zào)業大逃亡
- 智能時代,少談點智造,多(duō)談點製造
- 現實(shí)麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別