


一種加工偏心零件(jiàn)數控車床
2020-10-21 來源:安陽鑫盛機床股份有限公司 作者:汪玉平 李雪曉 張自軍 張強
摘要: 介紹了一種帶偏心結構的(de)雙主軸數(shù)控車床,該機床具有兩個(gè)獨立移動主軸,通過兩主軸定位對(duì)接功能,實現加工工件(jiàn)的軸間自動轉移,用於加工具有偏心結構的工件,且帶有自動下料(liào)機構,提高了偏心結構(gòu)零件的產品(pǐn)質量(liàng)和加(jiā)工(gōng)效率,並在實際加(jiā)工中得到驗證。
關鍵詞: 可移動雙主軸(zhóu); 數控車床; 偏心(xīn)結構工件
具有偏心結構的零件(jiàn)在汽車、摩托車等領域中(zhōng)很常見(jiàn),其中絕大多(duō)數零件可以用車(chē)床來完成加工。這類零(líng)件一(yī)般結構和加工工藝相對比較(jiào)複雜,往往需要多次裝夾,加工效率(lǜ)低,加工質(zhì)量和(hé)工件的一致性(xìng)很難保證,這也是有偏心結構工件加工的瓶頸。
為了(le)解決這一問題,設計了一種雙主軸數控車床,該車床兩個主軸均可獨立(lì)移動(dòng),兩個主軸(zhóu)的中心可根據(jù)加工工件的(de)偏心量(liàng)進行調(diào)整,用於加工偏心結構的(de)工(gōng)件,並能實現被加工工(gōng)件主軸間的自動轉移,能(néng)實現工件加(jiā)工過程無人操作(zuò),即工件左麵加工———左右主軸定位對接———工件轉(zhuǎn)移———工件右麵加工,且帶(dài)有自動下料機(jī)構,在批量加工時,可大大縮減工件的加工時(shí)間和成本,提高產品質量(liàng)和加工效率(lǜ)。
1 、雙主軸部分設計(jì)
為了實現上述目的(de),設計數控車床的兩個(gè)主(zhǔ)軸左右相(xiàng)對,兩個(gè)主軸均可獨立移動,通過兩個主軸(zhóu)的電氣定位功能,可以實現工件正(zhèng)反麵對接,且兩主軸的相對偏心量可(kě)調(diào),以適應加工不同偏心量的工件,左右主軸的工裝夾具根據工件特點而設計。
在滿足(zú)工藝要求的情況(kuàng)下,本設計采用排刀結構,提高效率,減(jiǎn)少故(gù)障。在電氣係統設(shè)計上,采(cǎi)用兩套數控係統,左(zuǒ)邊數控係統主要控製左邊主軸( C1 和 Z1) 和左邊刀架( X1) ,右邊數控係統主要控製右邊主軸( C2 和 Z2) 和右邊刀(dāo)架( X2) ,兩套係統可(kě)通過內置的(de) PLC 實現信(xìn)息交互,數控係統要有主軸定位功能,主軸(zhóu)定位(wèi)功能協同完(wán)成左右主軸的準(zhǔn)確對接等工(gōng)作。
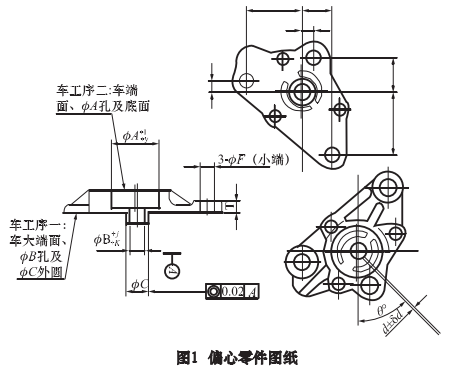
本文以一種帶有偏心結構的摩(mó)托(tuō)車泵體零件為例做具體闡述。圖 1 為(wéi)一種有偏心結構(gòu)的零件,這類零件用傳統(tǒng)車(chē)床加工需要 2 道工序,兩道工序(xù)加工所用的工裝夾具不同,若要形成批量生產,最少需要兩個工人,兩台車床協同工作,這種生產(chǎn)方式轉序、上下料等(děng)輔助時間較(jiào)長,生產效率低下,產品質量難以保證。
為解決這一問題,我們設計了主(zhǔ)軸移(yí)動的雙主軸車床,兩個主軸的中心距可以調整,調整的範圍以滿足(zú)工件偏心距為要求。
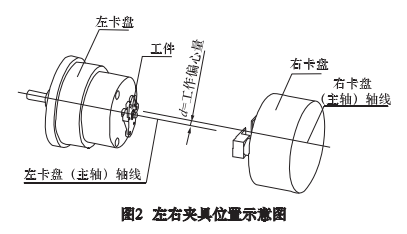
如圖 2,兩道工序卡盤的主軸軸線的偏心距為工件偏心(xīn)距,且兩主軸能精確定位,通(tōng)過數控係統(tǒng)對兩個主軸(zhóu)的位置控製,實現工件轉移,即工序 1 完成(chéng)後,兩卡盤對接,左卡盤鬆開工件,右卡盤夾緊工件,完成工序 2,再由自動下料裝置把工件成品輸出車床外,完(wán)成工件的加工。
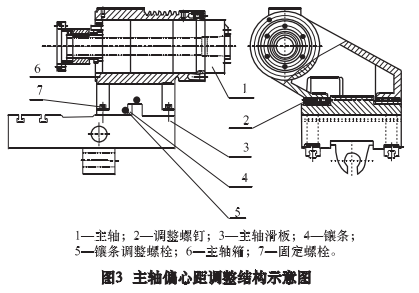
如圖 3 所示的結構與普通車床尾座調整結構相似,不作贅述; 該(gāi)結構可使兩主軸在水平方向上有精確偏心距,加工工件更換,偏心距調整方便。可(kě)調兩個主軸偏心距結構,加(jiā)工有偏心結構(gòu)的(de)工件是本(běn)設計的一個創新點(diǎn)。
2 、自動下料裝置
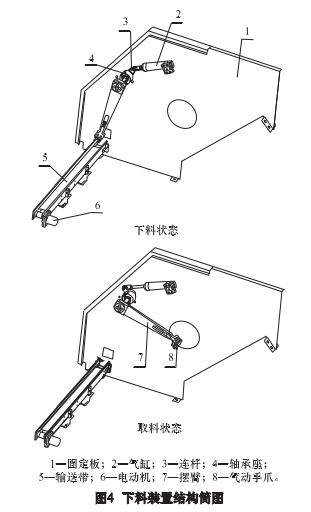
針對汽(qì)車摩托車零(líng)件批量大的特點,為提高效率,我們(men)還設計了該機床(chuáng)的自動(dòng)下料裝(zhuāng)置。圖 4 為下料裝置結構簡圖,固(gù)定板 1 固定在機床上,位於左(zuǒ)右主軸中間,2、3、4、7、8 構成連杆曲柄(bǐng)式機械手,固定在固定板上,氣缸 2 中通入的(de)氣壓換向可使擺臂擺動到兩個極限位置,其中一(yī)個為下料狀態( 常態) ,一個為接料狀態; 5 和 6 組成一個傳送裝置,固定在機床上。
該下料機構工作過(guò)程: 氣缸 2 中氣壓換向,擺臂 7 連帶氣動手(shǒu)爪 8 擺動到取料狀(zhuàng)態,右主軸迎(yíng)上,氣動手爪 8 抓緊加工完畢的工件,右主軸退回,氣(qì)缸 2 氣壓換向,擺臂擺動(dòng)到下料(liào)狀態氣動手爪 8 鬆開工(gōng)件,工件(jiàn)落在輸送帶 5 上被傳送出機床。本裝置節省工(gōng)件下料時間,效率提高。
3 、機床總體結構布局
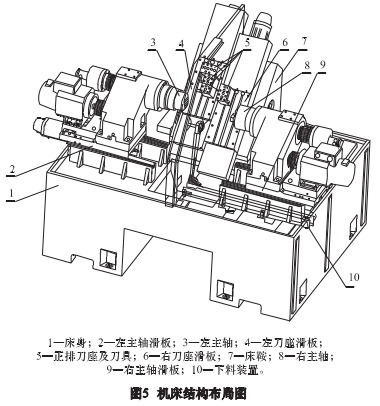
該機床總體結構布局如圖 5,機(jī)床為左右對稱,傳送裝置位於機床右(yòu)側,機床采用平床身以及與水平夾角45°刀座滑(huá)板結(jié)構,落屑口位於床(chuáng)身中間前部,加工工藝性好(hǎo),利於排屑和操作者(zhě)觀(guān)察; 左主軸 3、右主軸 8 及其主軸電動(dòng)機等分別安(ān)裝於左(zuǒ)主軸滑板(bǎn) 2、右主軸(zhóu)滑板 9上,左主軸滑板 2 和右主軸滑(huá)板 9 分別安裝在床(chuáng)身(shēn)的導軌上,左右 Z 向伺服電動機通過聯軸器連接滾珠絲杠帶動左主軸滑板 2 和右主軸滑板(bǎn) 9,使左主軸 3、右主軸(zhóu) 8完成(chéng) Z1 向、Z2 向移(yí)動; 左右 45°斜床鞍固定在床身上,左刀座滑板 4 和右刀座滑板 6 安裝於左右(yòu)斜床(chuáng)鞍的導軌上,通(tōng)過 X 向伺服電動機、
聯軸器、滾珠絲杠帶動左刀座滑板 4 和右刀座滑板 6,實現刀(dāo)座滑板(bǎn) X1 向和 X2 向橫向移(yí)動; 本機床上隻用正排刀,以便於滑板讓出空間使左右主軸對接。
固(gù)定床鞍、並排雙滑板(bǎn)及可移動雙主軸的布置結構是本機床又一創新點,這(zhè)種布置結構(gòu)緊湊,節(jiē)省空間、材料,降低設備成本。
4 、主要工作流程
該機床主要工作流程是,工藝員編製數控加工程(chéng)序,操作者給左主軸裝上被加工工件,啟動機床,左滑板(bǎn)上刀具加工工件第一序,第(dì)一序加(jiā)工完成,兩滑板讓出空間,兩(liǎng)個主軸定位,左右主軸移動對接,右主軸夾緊工件,左主軸鬆開工件,右(yòu)邊滑板上刀具加工工件第二序,第二序加工完畢後(hòu),下(xià)料裝置(zhì)接下加工完畢(bì)的工件,並將其輸(shū)送出機床外(wài)。操作者給左主軸裝上下一個工件(jiàn),依次循環。
5 、結語
針對(duì)帶偏心結構的工(gōng)件加工,設計了雙主軸數控車床。采用固定床鞍、並排雙滑板及可移動雙主軸的(de)布局結構。設(shè)計(jì)了主軸(zhóu)偏心距調整(zhěng)結構,可使兩主軸在水平方向上(shàng)有精確偏心(xīn)距,更換(huàn)不同的加(jiā)工工(gōng)件,偏心距調整方便,該機床特別適合偏心結構工件的加工。已為用戶提供了相關機床,用戶加工效率和精度大幅提(tí)高,使用(yòng)效果(guǒ)良好。按用戶要求提供料倉和上料裝(zhuāng)置,實(shí)現全自動生產(chǎn),滿足用戶的不(bú)同需求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係(xì)本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係(xì)本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月(yuè) 分(fèn)地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月(yuè) 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工(gōng)過程(chéng)圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走(zǒu)絲線切割機床(chuáng)的發(fā)展趨勢
- 國產數控係統(tǒng)和(hé)數控機床何去何從(cóng)?
- 中國(guó)的技(jì)術工人都去哪裏了?
- 機械老板做了十(shí)多年,為何還(hái)是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現實(shí)麵前,國(guó)人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補(bǔ)償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳(chuán)統鑽削(xuē)與螺旋銑孔加工工藝的區別