


一種數控車削簡易脹緊夾具的設計與應(yīng)用(yòng)
2020-10-9 來源:湖北工業職業技術學院機電工程學院 作者:潘強 薛嘉鑫
摘要:本文主要介紹了一種用於車削(xuē)加工(gōng)非回轉體上的孔內卡(kǎ)簧槽的加(jiā)工解決方案,重點闡述了該工裝的主(zhǔ)要結構、使用方法、主要原理、主(zhǔ)要優點等等內容。對於一些特殊零件卡簧槽在車床上加工有一定的借鑒作用(yòng),為充分(fèn)挖掘數控車床的(de)加工(gōng)能力,提高試(shì)製(zhì)零件的加工效率有重要意義。
關鍵詞:車削;定位;脹緊;卡簧槽加工
1 、問題的(de)提(tí)出
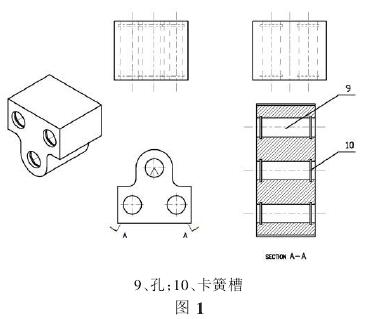
在現實生產加工中,我們會遇到如圖 1 所示(shì)的非標單(dān)件或小批量的支座零件,該類零件的特點為:垂直於安裝底麵的側麵設有不均布的通(tōng)孔;通(tōng)孔的兩端靠近孔口的位(wèi)置均設有卡簧槽。
我們(men)一般(bān)采用鉗工劃線—鑽削加工—鉸削加工或直接采(cǎi)用(yòng)數(shù)控銑床鑽削(xuē)加工—鉸削(鏜削)加工(gōng)出該零件的底孔,然而如何(hé)快速、經濟的加工出孔兩端各設的 1 個卡簧槽卻成了比(bǐ)較棘手而難解決的技術問題。運用現代數控加工工藝加工該類零件卡簧槽的一(yī)般方法如(rú)表 1。綜上:上述 1-2 項加工方案裝夾(jiá)次數少,但(dàn)設備及刀具成本(běn)高;3-4 項裝夾(jiá)次數(shù)多,但切削效率(lǜ)高,槽底質量好(hǎo);因此結合機床、刀具、切削的(de)效率(lǜ)等方麵的成本來講(jiǎng),利用普通數控車(chē)床加工該類零件還(hái)是比較經濟合理的,但是利用四爪卡(kǎ)盤進行(háng)裝夾定位,比較繁瑣(suǒ)、且容易定位不準。那麽能不能應用自定心的三爪(zhǎo)卡盤來解(jiě)決(jué)上述零件定位及裝夾問(wèn)題,以便進一步提高效率、同時(shí)也(yě)降低定位裝夾占機(jī)成本呢?
2 、問題的解決方案
2.1 工裝(zhuāng)的主要結構
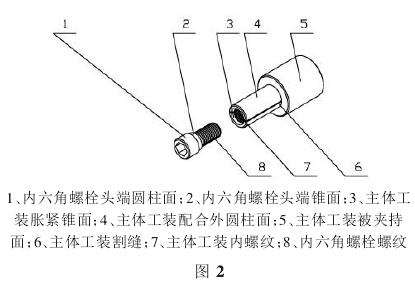
所述的該種數控車削簡易脹緊工裝,其特征在於:它由一個處理(lǐ)後(hòu)的(de)內六角螺栓和一個主體脹緊體構成;所(suǒ)述的處理後的內六角螺栓的特征在於:在靠近螺紋(wén)端的頭端圓柱 1 側設有一配合錐麵 2;所述主體脹緊體的(de)特征在於(yú):一端設有三爪(zhǎo)卡盤夾持麵 5,另一端設有與零件(jiàn)孔間隙配合的圓柱麵 4;所述(shù)圓柱麵 4 端頭設有與內六(liù)角螺栓聯結緊固的內螺紋 7,在內螺紋的(de)端頭設有與錐麵 2 配合的錐麵 2,所述割(gē)縫 6 把與孔配合的圓柱體均勻分割為三等(děng)份。
2.2 工(gōng)裝的使用方法(fǎ)
①三爪卡盤夾持主體工裝被夾持麵 5;②主體工裝(zhuāng)配合外圓柱麵 4 穿入零件被加工(gōng)空中(zhōng);③緊固內六角螺栓,使(shǐ)錐麵 2 與(yǔ)錐(zhuī)麵 3 貼合旋緊螺栓(shuān)即可完(wán)成裝夾。
2.3 工裝的主要原理
當(dāng)旋入內六(liù)角螺栓時,隨著錐(zhuī)麵 2 與錐麵 3 的貼合(錐麵 3 口徑略小於錐麵 2 口徑),錐麵 2 迫使錐麵 3 張口變形,從(cóng)而使主體工裝配合外圓柱麵 4 端頭膨脹脹大,以此約束(shù)零件孔的徑向旋轉與軸向移動。
表 1
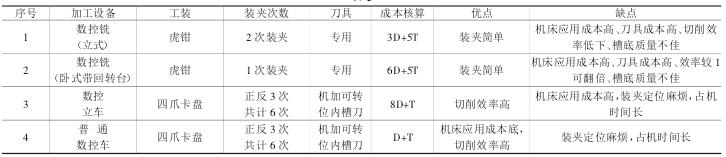
注:以 1 台普通數控車床單價為一個基(jī)本單位 D, 以 1 台普通數控車床用刀單價為一個基本(běn)單位 T.
2.4 工裝的主要優點
①工裝設計結構簡單、使用方便、製造成本低廉;②工(gōng)裝對孔的中心定(dìng)位精度高,不用像四爪卡盤那樣來回調節卡(kǎ)爪位置以便定位(wèi)到合適的回轉(zhuǎn)中心;③通(tōng)過端(duān)麵貼合控製零件沿孔(kǒng)方向的(de)軸向移動,可以有(yǒu)效地(dì)控製加工卡簧槽的位置度。
3 、結束語
本人在加(jiā)工(gōng)該(gāi)產品過程中,綜合考慮(lǜ)了初始的 4 種加工方案(àn),並做了詳細的成本核算與技術對比。隻有此種工裝夾具配合普通數(shù)控車床使用才是最經濟、最合理的、效率最(zuì)高、加工出的產品質量也是最穩定的(de)。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
州金馬(mǎ)")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新(xīn)能源(yuán)汽車產(chǎn)量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據