


淺談 CA6140 型車床 PLC 控製係統設計
2020-6-2 來源:大連農業科學職業技術學校 作者(zhě):喬明亞
摘要: 本文介(jiè)紹了 CA6140 型普通車床的主要(yào)結構及工作(zuò)原理,詳細分析了其電氣控製(zhì)線(xiàn)路,針對接觸器-繼電器控製係統的諸多缺點,提出了(le)基於歐姆龍 CP1E 型 PLC 對原控製係統升級(jí)、改造的設計方案,對(duì)設計中要遵循的原則、設計方法、注意事項進行了闡述。
關鍵詞: CA6140 型(xíng)車床; 電氣(qì)控(kòng)製; PLC; 設計
1 、CA6140 車床概況
CA6140 型車床是(shì)我國自行設計製造的普通車床(chuáng),是(shì)一種功(gōng)能多、使用麵廣的金屬切削機床,能夠(gòu)車削外圓、內圓、端麵、螺紋、切斷及割槽等,是機械加工業和學校學生(shēng)實(shí)習常用機床。
1. 1 CA6140 型車床(chuáng)主要結構及工作(zuò)原理
CA6140 型車床的結構主(zhǔ)要由床身、主軸變速箱、掛輪箱、進給箱、溜板箱、溜板與(yǔ)刀架、尾架、光杠和絲杠等(děng)部分組成,車床的主運(yùn)動是工件的旋轉運動,它是由(yóu)主軸通(tōng)過卡盤或頂(dǐng)尖帶動工件旋轉。電動機的動力通過主軸箱傳(chuán)給主軸,主軸一般隻要單方向的旋轉運動,隻有在車螺(luó)紋時(shí)才需要用反轉來(lái)退刀。主軸電動機的正反轉不是通過(guò)電氣(qì)方(fāng)法實現,而是采用多片摩擦(cā)離合器的機械(xiè)方法實(shí)現(xiàn)。
1. 2 CA6140 型車床接觸器-繼電器控製電路缺點
CA6140 型車床電(diàn)氣(qì)控製采用傳統的(de)接觸器(qì)-繼電器有觸點控製方式,由於接(jiē)觸器頻繁動(dòng)作導致下列問題(tí):
( 1) 邏輯控製通過機械觸(chù)點開關實現,反應速(sù)度(dù)慢。
( 2) 觸點易被電弧(hú)燒壞而導致接觸不良。
( 3) 接觸器的控製被固定在線路中,功(gōng)能(néng)單一、靈(líng)活(huó)性(xìng)差。
1. 3 PLC 應用於車床控製電路優點
( 1) 可靠性高及柔性強。
( 2) 通(tōng)用性、適應性強(qiáng)。
( 3) 完善的故障自診斷能力且維(wéi)修方便。
2、 CA6140 型車床 PLC 控製(zhì)係統設計(jì)
在設計 PLC 控製方案時應滿足(zú)以下三個(gè)要求(qiú): 一是要保證(zhèng)設備的可靠運行; 二是要達到(dào)最佳的性價比; 三是在(zài)滿(mǎn)足前兩項的前提下,具(jù)有一定的先(xiān)進性,能根據生產工藝的(de)變化擴展部分功能。基於 PLC 對 CA6140 車床(chuáng)進行電氣改造要保持(chí)原車床的基本操作功能不變。車床原配的按鈕、限位開關(guān)、變壓器、指示燈(dēng)、熱繼電器(qì)、接觸器等電器均可保留再利用(yòng)。
2. 1 CA6140 型(xíng)車床電氣控製原(yuán)理分析
CA6140 型車床的電氣控製原理圖如圖 1 所(suǒ)示,我們對(duì)原理圖進行分析:
( 1) 主回路: 主回路共有三台電動機: M1 為主軸電動(dòng)機(jī),帶動主軸旋轉和刀架作進給運動; M2 為冷卻泵電動機,用以輸送切削液; M3 為刀架(jià)快速移動電動機。將(jiāng)鑰匙開關(guān)向右旋轉(zhuǎn),再扳動斷路器 QF 將三相電源引入。接觸器 KM1、KM2、KM3 分別控製主軸電動機 M1、冷卻泵電動機 M2、刀架快速移動電動機 M3。熱繼電器 FR1、FR2 作為主軸電動機和冷卻泵電動機過載保護,刀架快速移動電動機因是點動控製短時工作的小(xiǎo)功(gōng)率(lǜ)電動機,所以未設(shè)置過(guò)載保護。FU ~ FU6 作為相關回路的短路保護。
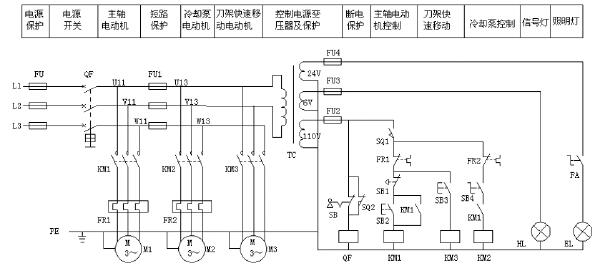
圖 1 CA6140 型車床電氣控製原(yuán)理圖
( 2) 控(kòng)製回(huí)路: a. 主軸(zhóu)電動機 M1 的控製: 啟(qǐ)動,按下 SB2,KM1 線圈得(dé)電吸合主觸(chù)點閉合,主軸電 M1 起動同時輔助常(cháng)開觸點閉(bì)合實現自鎖; 停止,按下停止(zhǐ)按鈕 SB1,接觸器 KM1 線圈失電 ,其(qí)主觸點和輔(fǔ)助觸點均斷(duàn)開 ,主軸電動機停轉。b. 冷卻泵電動機的控製: 當接觸器 KM1 吸合,主軸電動機 M1 起動後,旋轉(zhuǎn)開(kāi)關 SB4 閉合,接觸器 KM2 得電吸合(hé),冷卻(què)泵電動機M2 起動; 旋轉(zhuǎn)開關(guān) SB4 斷開,接觸器 KM2 失(shī)電,冷卻泵電動機M2 即停轉(zhuǎn)。同時 M2 與 M1 是聯鎖的,M1 停轉(zhuǎn)後 M2 也會停止運轉。c. 刀架快速移動電動機(jī)的控製: M3 的控製由 SB3 點動控製實(shí)現。按下 SB3,KM3 線圈得電,主觸點閉合,M3 起動; 鬆開 SB3,KM3 線圈失電,KM3 主(zhǔ)觸點複位,M3 停轉。
2. 2 PLC 選型
選擇 PLC 的(de)基本原則是在(zài)滿足控製要(yào)求的前(qián)提下力求最高的性價比,並有一定的先進性和良好的售後服務。根據以(yǐ)上的分(fèn)析我們了解到: 係統的輸入/輸(shū)出點數不多且全部為開關量控製(zhì); 係統對(duì)控製的(de)響應速度(dù)、存(cún)儲容量等沒有特別(bié)的要求;I / O 點數按照實際 I / O 點數再加 20% ~ 30% 的冗餘量來確(què)定,選擇歐姆龍 CP1E-E14DR-A 小型一體式 PLC,該型號 PLC 將(jiāng)電源、CPU、I/O 點及通信端口整合為一體,具有功能集成、結構(gòu)緊湊(còu)、易於使用、性價比突出(chū)的特點,其具體記號含義如下:
( 1) E : E 型 CPU 程序容量(liàng) 2K 步。( 2) 14: 輸入點 8/輸(shū)出點 6 共(gòng)計 14 點。( 3) R: 繼電器輸出。( 4) A: 交(jiāo)流(liú) 100 ~ 240V,50/60Hz 供電(diàn)。
2. 3 輸(shū)入 / 輸出點的選定與分配
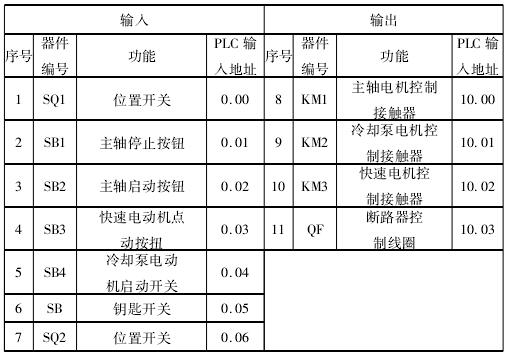
根據 CA6140 型車床控製電(diàn)路中的輸入器件和執行器件(jiàn)列出用 PLC 控製 CA6140 的 I/O 分配表,如下表所示。
PLC I / O 分配表
2. 4 PLC 輸入 / 輸(shū)出(chū)電路及梯形圖設計
PLC 外部接線圖如圖 2 所示,梯(tī)形圖如圖 3 所示,在設(shè)計I /0 電路時要注意(yì)以下兩點:
( 1) 輸入元(yuán)件的接(jiē)線方式。所有(yǒu)開關、按鈕均采用常開觸點,這樣做的好處是可以避免 PLC 的輸入電路長期通電增加能耗,縮短電氣(qì)設備(bèi)的使用壽命。
( 2) 熱繼電器的接(jiē)線。熱繼電器的觸點有接入 PLC 輸入點和輸出點(diǎn)兩種處理方案。采用接入輸入點方案時需(xū)將熱繼電器的常開觸點接入輸入點,且編程實現熱繼電器的過載保護功能; 本例中為了節(jiē)省 I/O 點,采用將熱繼電(diàn)器的常閉觸點和接觸器的線圈串聯後接入 PLC 的輸(shū)出端(duān)口的方式實現電動機的過載保(bǎo)護。
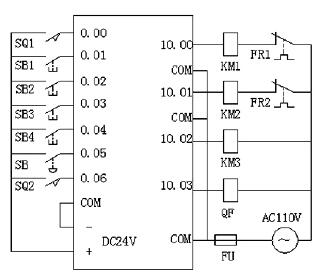
圖 2 PLC 外部(bù)接(jiē)線圖
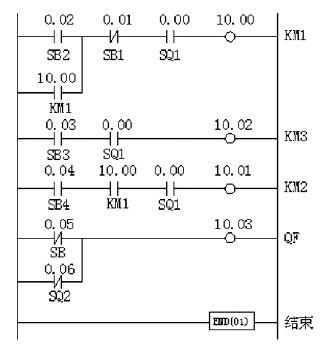
圖 3 梯形圖
3、結語
利用 PLC 對 CA6140 型普通車床控製(zhì)係統升級改(gǎi)造,可以提高機床電路的穩定度,簡化(huà)控製(zhì)電路,降低(dī)故障率,便於維修。本文闡述了 CA6140 型(xíng)車床 PLC 控製係統設計過程中應注意的要點,對今後的設計(jì)選型提供了參考。
投稿箱:
如果您有機(jī)床(chuáng)行業、企業相關新聞(wén)稿件發表(biǎo),或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床(chuáng)行業、企業相關新聞(wén)稿件發表(biǎo),或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床(chuáng)產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車(chē)產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數(shù)據(jù)
- 2028年8月 基(jī)本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多
- 機械(xiè)加工過程(chéng)圖示
- 判斷一台加工中心精度的幾(jǐ)種辦(bàn)法
- 中走絲線切割機(jī)床的發展趨勢
- 國產數控係統和數(shù)控機床何去(qù)何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為(wéi)何(hé)還是小作坊(fāng)?
- 機械行業最(zuì)新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機(jī)床
- 一文搞(gǎo)懂數控車床加工刀具補償(cháng)功能
- 車床(chuáng)鑽孔攻螺紋加工方法及(jí)工裝(zhuāng)設計
- 傳統鑽削與螺旋(xuán)銑孔(kǒng)加工工藝的區別