


超大模數齒輪(lún)齒(chǐ)形(xíng)加工技術應用
2019-11-20 來源:中信重工機械股(gǔ)份有限公(gōng)司等 作者:張萍 劉(liú)成 劉景(jǐng)蘭 郭鋒勃
中信重工機械股份公司需要加工製造1件回轉窯用大(dà)模數調質傳(chuán)動齒輪(lún),根據常規齒形加工原理,需要模數為50、齒(chǐ)形(xíng)角為(wéi)20°的齒輪(lún)滾刀或盤形(xíng)齒輪(lún)銑刀或數把指形齒輪銑刀。由於模(mó)數超大,公司刀具(jù)庫無庫(kù)存,采購如此超大模數(shù)的齒輪刀具,不但價格高、周期長、製作難(nán)度大,而且難以滿足工件周期要求。為(wéi)滿足(zú)用戶使用要求(qiú),采用非常規齒形加工方法,利用現有(yǒu)的模數40盤形齒輪銑刀粗銑齒 + 數控鏜銑床TK6513插補粗銑、半精銑齒形+數控成型磨齒機ZP50磨齒,來完成大模(mó)數調質傳動齒輪(lún)的加工。
1、非常規齒形(xíng)加(jiā)工
大模數、超大模數調質齒輪(lún)齒形的大致加工工藝流程(chéng)為:粗銑齒槽 → 調(diào)質熱處理 → 半精加工齒形 → 精加工齒形。由於粗銑齒槽時餘量比較(jiào)大,漸開線齒形遠不成型,再之大模數、超大(dà)模數粗銑(xǐ)齒槽多選用盤形齒(chǐ)輪銑刀,因此,可以用盡量鄰近目(mù)標模數的類似盤銑齒輪刀具(jù)進行粗銑齒槽,並控製餘量;由於盤形(xíng)齒輪銑刀(dāo)粗銑出的(de)齒槽齒形餘量不均勻,為(wéi)保證工件齒部熱處理性(xìng)能一(yī)致,粗銑齒後,再利用數控機床專用齒形程序控製插補銑齒麵及齒(chǐ)根部,以獲得均勻的齒形餘量,保(bǎo)證良好的齒部熱處理性能。熱處後,為減小磨齒餘量,提高(gāo)磨齒(chǐ)效率,可(kě)以利用數控機床半精加工齒麵及齒根部,最後使用數控磨齒機磨成齒形。
2、超大模數齒輪加工工藝流(liú)程
超大模(mó)數齒輪(lún)的具體加工工藝流程為:超大模數齒(chǐ)輪(lún)齒坯粗(cū)加工,按(àn)工藝(yì)標準預留熱處理餘量 → 齒(chǐ)坯超聲(shēng)波探傷 → 齒坯粗銑齒槽 → 齒坯熱處理 → 齒坯半精加工(gōng),按工藝標準預留精加工餘量 → 齒坯超聲(shēng)波探傷 → 齒坯精加工 → 齒輪齒形半精銑 → 齒輪齒形磨削精加工 → 齒輪螺孔、鍵槽等加工。
3、實例(lì)應用
3.1 粗銑(xǐ)齒(chǐ)
超大模數齒輪參數如表 1 所列。利用(yòng)高效數控滾齒(chǐ)機 P3000/ 4000,選用庫存同齒形角、模數為 40 的盤形齒輪銑刀進行粗銑(xǐ)齒,根據代用刀具(jù)的(de)齒形和(hé)超大模數的實際齒形,控製齒(chǐ)厚最小餘(yú)量。
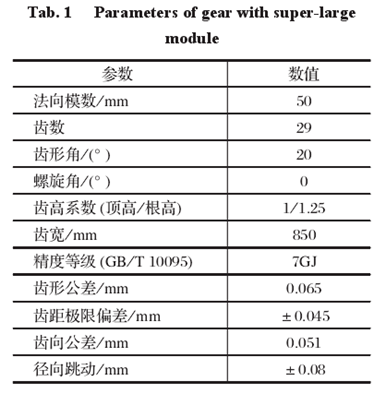
表 1 超大模數齒輪參數
3.1.1 粗銑齒槽
將滾齒機調整為最佳狀態,工作台、滾齒胎具及齒坯清理幹淨,將滾齒胎(tāi)具、齒坯依次調裝於工作台上,齒坯基準端麵與滾齒胎具端麵緊密(mì)貼合,按(àn)工藝規範找(zhǎo)正壓緊。將選取的盤形齒輪銑刀安置於滾齒機銑齒刀架(jià)上,將超(chāo)大模數參數通過操控麵板(bǎn)輸入到滾齒(chǐ)機,校正無誤(wù)後自(zì)編程序,粗銑齒槽(cáo),控製齒厚最小餘量。因盤形齒輪粗銑刀的近似有效齒(chǐ)高為 90 mm,而被加工零件全齒(chǐ)深為 112.5 mm。盤形齒(chǐ)輪(lún)銑刀粗銑齒(chǐ)如圖 1 所示。由圖 1 可知,齒輪漸(jiàn)開線齒(chǐ)形隨模數、齒數(shù)不同而不同,且在同一圓上盤形齒輪粗銑刀齒形(xíng)上(shàng)點曲(qǔ)率與所加工齒輪齒形上點曲率不同,所以加工後齒輪齒形各點餘量不均,從齒頂到齒根部(bù)餘量逐步增大。控製齒(chǐ)頂最小餘量不小於(yú) 6.5 mm。
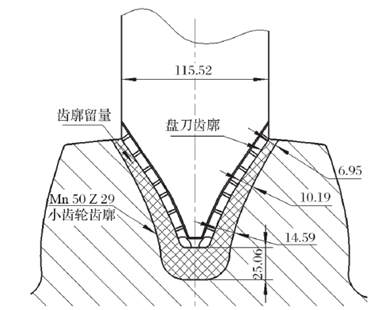
圖 1 盤形齒輪銑刀粗(cū)銑齒
3.1.2 插銑齒形餘量(liàng)
利(lì)用數控鏜銑床(chuáng) TK6513 插補(bǔ)銑超大模數齒輪齒形(xíng),以保證齒形餘量均勻,方便齒麵獲得相同的熱處理。數控鏜銑(xǐ)床 TK6513 根據齒形程序插補銑齒麵及齒根部,為後續熱處理打下良好的基(jī)礎。選取步進量 0.5 mm,齒形單麵留 6.0 mm 餘量,如圖 2 所示。
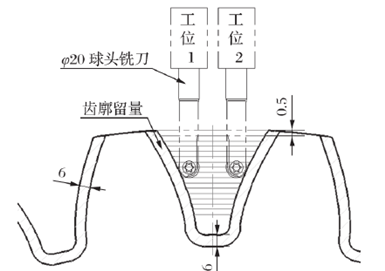
圖 2 數控鏜床粗銑齒廓
3.1.3 齒形半精(jīng)銑(xǐ)
齒形半精銑目的是(shì)修正齒形熱(rè)處理變形量,最大限度地去除齒形多餘餘量,以減小磨齒的磨削量(liàng),提高磨齒(chǐ)效率。熱處理合格後,重新(xīn)將齒(chǐ)坯裝卡於數控鏜銑床 TK6513上,半精銑,齒麵單邊留磨齒餘量 1.0 mm,齒深留磨齒餘量 0.5 mm。
3.1.4 齒形磨削精加工
采用大型成型數控磨齒機ZP50進行超大模數齒形磨削精加工,如圖3所示。由於模數50的齒輪齒槽最大寬度為131.04mm,超出ZP50磨齒機磨(mó)削砂輪寬度(磨削砂輪最大寬度為130mm),無法進行雙麵成型磨削,隻能進行單麵成型磨削;在安裝砂輪時增加調整墊片的方法,將(jiāng)砂輪中心向一側齒麵偏移(yí) σ 距離 (相當於增大砂輪寬度),σ 值為砂輪與齒槽最大(dà)寬度差值之半加 5~10 mm,機(jī)床本身自帶的修整砂輪器(qì)將砂輪單麵修整(zhěng)出完整齒廓曲線,磨削一側齒廓,同理磨削另一側齒廓(kuò)。
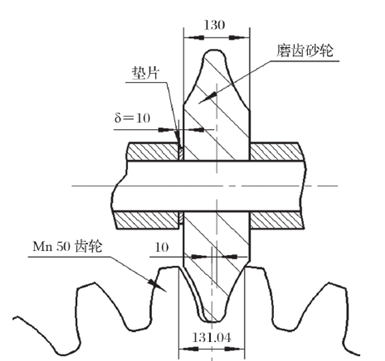
圖 3 磨削(xuē)齒(chǐ)槽齒(chǐ)麵
4、結(jié)語
利用大模數盤形齒輪銑刀加工超大模數齒輪的工藝技術,可以節約齒輪加工刀具,減少齒輪刀具庫存(cún),從而節約了加工成本,是一種很實用的齒輪(lún)齒形(xíng)加工方法。該技術不但適用於超大模數齒輪的齒形加工,而(ér)且對其他模(mó)數齒輪的齒形加工同樣適用;對單件、小批量生產方式的(de)齒輪加工製造(zào)企業,具有很好的應用價值
投稿箱(xiāng):
如果您(nín)有機(jī)床行業、企業相關新聞稿件(jiàn)發表,或進(jìn)行資(zī)訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機(jī)床行業、企業相關新聞稿件(jiàn)發表,或進(jìn)行資(zī)訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業(yè)界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產(chǎn)量數(shù)據
- 2024年11月(yuè) 分地區(qū)金屬切削機床產量(liàng)數據(jù)
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎(jiào)車(chē))產量數據
- 2024年11月(yuè) 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數(shù)據