


輔助花鍵在(zài)工程機械齒(chǐ)輪加工中的(de)應用
2019-10-31 來源:臨沂恒躍齒輪有限公司 作者:薛振威
摘要:針對工程機械齒輪加工過程中,部分齒(chǐ)輪總長設計內花鍵較(jiào)短且位置偏(piān)向一端,企業沒有立(lì)式拉床而采用(yòng)臥式拉床加工時(shí)精度達不到要求的問題,采用增加輔助花鍵(jiàn)的方法,確保了加工精度。
1. 齒輪結構
在工程機械齒輪加工過(guò)程中,部分齒(chǐ)輪總長設計內花鍵較短且位置偏向一端(見圖1),如果加工企業沒(méi)有立式拉床,采用臥式拉床加(jiā)工時,齒坯拉削及心(xīn)軸定位容易偏(piān)斜,後(hòu)麵工(gōng)序(xù)精度達不到要求,進而影響整個零(líng)件精度。
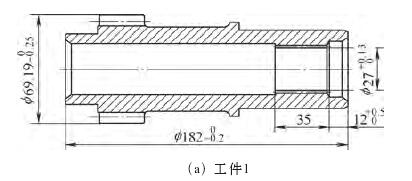
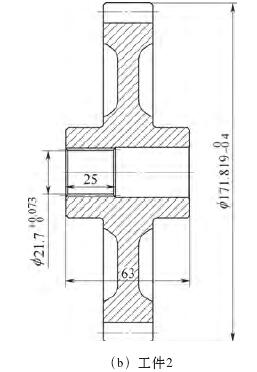
圖1
2. 不加輔助(zhù)花鍵(jiàn)對精度的影響
齒輪熱處理之前的加工工藝過程為:粗車→鏜孔車基準→拉花鍵(jiàn)→精車(chē)→車輔助花鍵→滾齒。如果在(zài)鏜孔工序將孔鏜到最終尺寸,即不加輔助花鍵時,在後麵兩步工序中會對精度產生如下影響:
(1)在拉花鍵工序(xù),因花鍵本身尺寸較短,而工件(jiàn)尺寸較長,拉花鍵時,齒坯在拉刀上因自重原因,無花鍵一端易傾斜,齒坯軸線跟拉刀軸線成一定夾角,這樣拉成的齒(chǐ)坯實際上內花鍵的軸線(xiàn)跟齒坯的(de)軸線已經偏斜,零件裝上心軸,檢查外(wài)圓和遠離花鍵孔(kǒng)一端跳動,滿足不了工(gōng)藝要求。
(2)在精車工序,即使花鍵軸線(xiàn)跟齒坯軸線重合,拉完花鍵之後,零件裝(zhuāng)上車用心軸精(jīng)車,由(yóu)於(yú)定位花鍵(jiàn)尺寸(cùn)較短(duǎn),很可能工件上心軸之後,齒(chǐ)坯軸線跟心軸軸線偏(piān)斜,從而影響精車外圓與花鍵大徑的同軸度、端麵(miàn)與花鍵基(jī)準(zhǔn)的垂直度,對後續的(de)滾齒、磨削及磨齒都將產生(shēng)嚴(yán)重影響,導(dǎo)致整個齒輪達(dá)不到精度要(yào)求而報廢。
3. 增加(jiā)輔助花鍵的好處
增加輔(fǔ)助花鍵可以有效解決上述(shù)問題,鏜孔時距離端麵(miàn)5mm處(因孔口(kǒu)都有錐度基(jī)準(zhǔn))留出10mm長度輔助內孔,內孔尺寸和花鍵小徑(jìng)鏜孔(kǒng)尺寸(cùn)一致,拉花鍵時輔助定位,拉成輔助花鍵,精車時輔助定(dìng)位。兩種(zhǒng)工件添加輔助花鍵後的效果(guǒ)如圖2所示。
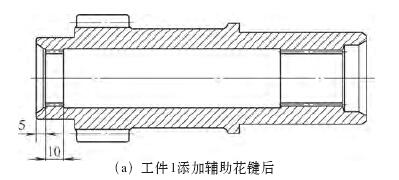
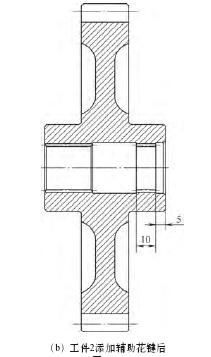
圖 2
精車之後就可以把輔助花鍵車掉,熱處理之後磨外圓(yuán)已不需(xū)要心軸(zhóu),而是用(yòng)車好的中心孔與頂(dǐng)尖配合即可。磨齒用外(wài)圓與(yǔ)端麵作為定位基準,所以熱處理(lǐ)前把(bǎ)輔助花鍵車掉(diào)即可(kě),避(bì)免了熱處理後(hòu)加工硬度高、加工難度大。
4. 結語
工程(chéng)機械(xiè)中類似結構的齒輪很多,此方法適合沒有立式拉床的企業,可保證齒輪精度。當然這樣增(zēng)加了工序,增加了少量的(de)製造成本,但是為(wéi)了提升產品質量,增加的這點兒成本(běn)微不足道。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件(jiàn)發表,或進行資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件(jiàn)發表,或進行資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界(jiè)視點(diǎn)
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機(jī)床產量數(shù)據(jù)
- 2024年11月 軸承(chéng)出口(kǒu)情(qíng)況
- 2024年11月 基本型乘用車(chē)(轎(jiào)車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能(néng)源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據