


提高Y54插齒機加(jiā)工範(fàn)圍的方法(fǎ)
2019-5-28 來源:威海(hǎi)天(tiān)諾(nuò)數控機械有限公司 作者: 王浩 林龍 黃式程 周興
摘(zhāi)要:通過調整裝刀位置(zhì),成功地擴大了插齒機的加工範圍,提高了該設備的加工能力。
插齒機是內齒輪加工的重要(yào)機床之一。其原理是依據內齒輪(lún)齧合原理,插齒刀代替小齒輪做無間隙(xì)的齧合運動。目前我廠使用的Y54插齒機加工範圍:最(zuì)大模數(shù)m=6,最(zuì)大齒寬75m m(內(nèi)齒)。但在實踐(jiàn)中,有些分度圓直徑較小的內齒輪最大加(jiā)工齒寬為40mm,我們通過調(diào)整裝刀位置(zhì),成功地擴大(dà)了加工範圍,提高了該設備的加工能力。
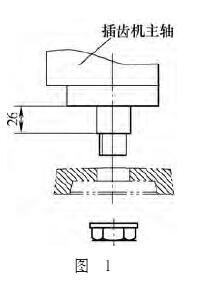
我廠新開(kāi)發的產(chǎn)品中 ,有一模數m=3、齒數z=35、齒麵寬L=78mm的內齒輪套。要加工此零件,插齒刀行程至少需要8 8 m m ,插齒機的行(háng)程可以滿足它的要求,但插齒機主軸肩麵至插齒刀之間的距離(lí)就大大超出(chū)了Y54插齒(chǐ)機(jī)的加工範圍。為解決此難題 , 我們把裝刀(dāo)位置進行了調整。具體方法是在Y54插齒機(jī)裝刀(dāo)處加了一個接杆(見圖1、圖2)。
接杆在製造過程中要注意上端的φ 31.75mm內孔與下端φ 31.75mm圓同(tóng)軸度不(bú)得大於
0.005mm,對端麵垂直度不得大於0.005mm。通過接杆的內螺紋將接杆擰緊在機床(chuáng)主軸上,啟動(dòng)機床主軸保(bǎo)證接杆(gǎn)隨機床主軸旋轉時外圓(yuán)、端麵跳(tiào)動在0.008mm以內;然後關(guān)機,將插齒刀通過螺釘安裝(zhuāng)在接杆下端(見圖2)。
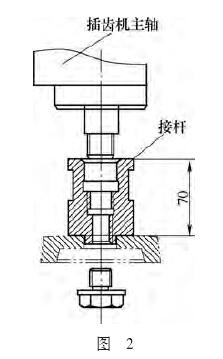
通過圖1、圖2相比較(jiào),我們很直觀地看到,插齒刀(dāo)與(yǔ)機(jī)床主軸端麵(miàn)之(zhī)間的距離加大(dà)44mm ;再通過調整插齒(chǐ)刀的移動位置就可順利地完成我們所需零件的加工。當所加工的內(nèi)齒輪(lún)分度圓直徑較小,需要用較小分度圓直徑(75mm)的(de)插齒刀插削時,機床所(suǒ)能加工內齒輪齒麵寬就更小(不超(chāo)過40mm),我們所(suǒ)做的接杆就更能發揮它的作用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年(nián)11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產(chǎn)量數據
- 2024年10月 金屬(shǔ)切(qiē)削機床產量數據
- 2024年9月(yuè) 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基(jī)本(běn)型乘(chéng)用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產數控係統和(hé)數控機床何去(qù)何(hé)從?
- 中國的技(jì)術工(gōng)人都去哪裏了?
- 機械老板做了十多年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談(tán)點製造
- 現實麵(miàn)前,國人沉默。製造業的(de)騰飛,要(yào)從機床(chuáng)
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻(gōng)螺紋加(jiā)工方法及工裝設計
- 傳統鑽(zuàn)削(xuē)與螺旋銑孔加工工藝的區別(bié)