


淺析宏程序在數控加工中的應(yīng)用
2018-5-24 來源: 建湖縣高級技工學(xué)校 作者:卜(bo)偉
摘要:通過一個典型零件的兩種不同的宏程(chéng)序編程實例,分析每種方法的優缺點,歸納出手工編程(chéng)中應用宏(hóng)程序解決複雜零件的數控加工編程問題的作用和技巧。
關鍵詞:數控 教學 應用 程序 車床
數控加工程序編製的關鍵是刀具相對(duì)於工件運動軌跡的計算,即計算加工輪廓的基點和節點坐標或刀具中心的(de)基點和節點坐(zuò)標。 數控機(jī)床一般(bān)隻提供平麵直線和圓弧(hú)插補功能(néng),對於非圓的平麵曲線 y=f(x),采用的加工方(fāng)法是按編程(chéng)允許誤差,將平麵輪廓曲(qǔ)線分割成許多小段。 然(rán)後用數學計算的方(fāng)法求逼近直(zhí)線或圓弧(hú)輪(lún)廓(kuò)曲線(xiàn)的(de)交點和切點的坐標。 隨著(zhe)計算機數(shù)控係統(CNC)的不斷發展,CNC 不僅能通過數字量去控製多個軸的機械(xiè)運動,而且具有強大的數據(jù)計算和處理(lǐ)功能。 編程時隻要建立加工輪廓(kuò)的基點和節點的數學模型, 按加工(gōng)的先後順序,由數控係統即時計算出加工節點的坐標數據,進而控(kòng)製(zhì)加工,這就是數(shù)控係統提供的宏編程。 宏指(zhǐ)令編程像高級語言一樣,可以使(shǐ)用變(biàn)量進行算術(shù)運算邏輯運算和函數混合運算進行編程。 在宏程序形式中,一般都提供循環(huán)判斷分支和子程序調用的方法。 可編製各種(zhǒng)複雜的零件加工程序。 熟練應用宏程序(xù)指令進行編程,可大大精簡(jiǎn)程序(xù)量,還可(kě)以增強機床的加工適(shì)應能(néng)力。 比如可以將拋物線(xiàn)、橢圓等非(fēi)圓曲線的算法標準化(huà)後做成內部宏程(chéng)序,以後就可以(yǐ)像圓弧插補一樣按標準(zhǔn)格式編程調用(yòng),相當於增加了係(xì)統的插補功能。
隨著數控(kòng)係統的不(bú)斷更新,宏指(zhǐ)令(lìng)應用越(yuè)來越廣泛。 以日本 FANUC-Oi 係統為例,Oi 係統使(shǐ)用(yòng) B 類(lèi)宏指令,在 O 係列的早期版本中,曾使用 A 類宏指令(lìng),主要特征為使用 G65 代碼為宏指令專用代碼,包括(kuò)宏變量的賦值、運(yùn)算、條件調用等。B 類宏指令功能相對A類而言 ,其功能更強大(dà),編程更直觀 。 在FANUC-Oi 係統(tǒng)的固定循環(huán)指令中 ,毛坯切削循環 G73 指令內部可以使用宏(hóng)程序進行編程。
宏指令編程雖然(rán)屬於手工編程的範疇(chóu),但它不是直接算出輪廓各個節點的具體坐標(biāo)數據, 而是給出數學公式和算(suàn)法,由CNC 來即時計算節點坐標 ,因此對於對於簡單直觀的零件輪廓不具有優勢。 若(ruò)零件結構不能用常規插補指令可以(yǐ)完成編程的,則可采用編製宏(hóng)程序的方(fāng)法,將計算複(fù)雜數據的任務交由數控(kòng)係統來完成。 對於加工方(fāng)法和加工方式,零(líng)件的加工步驟,走刀路線及對刀點起刀點的位置,以及切入、切出方式的設計還是遵循一般手(shǒu)工編程的規則。 編製(zhì)宏程序時,首先應從零件的結構特點出發, 分析零件上各加工表麵之間的幾何(hé)關係,據此推倒出各參數之間的數量關係,建立(lì)準確的數(shù)學模型。 為此,必須注意正確選擇變量參(cān)數(shù)並列出正確的參數方程,同時設定合理有效的循環變量。 若采用主子程序調用的(de)編程模式,還注意局部變量和(hé)全(quán)部變量的設定,了解變量傳值關係。 特別值(zhí)得注意的是,為提高(gāo)程序的(de)通用性,尺寸參數盡可能地用宏(hóng)變量表(biǎo)示,運行程序前先進行賦值。
宏(hóng)程序編程實例:如下圖所示零件
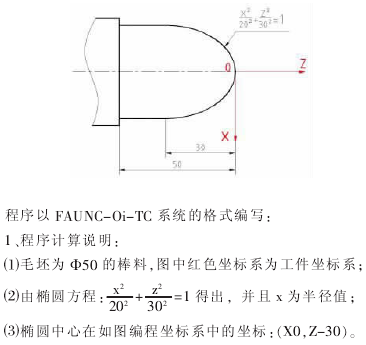
2、用仿形車削(xuē)循環指令 G73 編程 ,加工程(chéng)序如下 :
O0001;
G99 M03 S600 T0101 F0.2;
G0 X52 Z2;
G73 U25 R20
G73 P10 Q20 U0.5;
N10 G0 X0;
G1 Z0;
#3=30; (賦橢圓(yuán) Z 軸初始值 )
N12 #4=20*SQRT[1-#3*#3/30*30];
G1 X[#4*2] Z[#3-30];
#3=#3-0.2;
IF[#3GE 0]GOTO12;
G1 Z-50;
N20 X52;
G00 X100 Z100;
M05;
M00;
M03 S1000 T0101F0.1;
G0 X52 Z2;
G70 P10 Q20;
G0 X100 Z100;
M30
3、子程(chéng)序調(diào)用(yòng) M99 M98 指(zhǐ)令編程(chéng)
O0002;
G99 M03 S600 T0101F0.2;
G0 X42 Z2;
#100=40;
N30 M98 P0011;
#100=#100-2;
IF[#100GE0.5]GOTO30;
S1000F0.1 T0101;
#100=0;
M98 P0011;
M30;
O0011; (子程序 )
#3=30; (賦(fù)橢圓 Z 軸初始值 )
N10 #4=20*SQRT[1-#3*#3/30*30];
G1 X[#4*2+#100] Z[#3-30];
#3=#3-0.2;
IF[#3GE 0]GOTO10;
N20 U2;
G00 Z2;
M99;
綜上所(suǒ)述,用仿形切削循環 G73 指令編寫宏指令時,可以在精車程序中給變量賦值、進(jìn)行數學運算、條件轉移等(děng),編寫時更直觀、簡(jiǎn)便,精簡了程序內容,大(dà)大提高了編程效率。在程序編製(zhì)過程(chéng)中,當遇見許多形狀相同或相近的,但尺寸不同的零件結構特征,每次(cì)都重新編製程(chéng)序就很繁瑣,這時可以使用變量、算術和邏輯運算及條件轉移指令在子程序中體現零件的走刀過程,充分體現留了子程序調用的優勢。 編(biān)寫宏指令程(chéng)序,當零件的圖形沒(méi)有相同的地方, 用仿形切削循環 G73 指令(lìng)編寫更快捷、簡便。 當然子程序調用指令 M98、M99 也有它的優勢(shì)。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關(guān)信息

業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年(nián)10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
博文選萃
| 更多(duō)