


新型數控車床拔料器的設計
2017-2-24 來源:東方汽輪機有限公司 作者:謝敏 崔誌國
摘(zhāi)要:詳細介紹了一種新型(xíng)車床棒料拔料器的設計(jì),實現了一次裝夾完成一根棒料的加工(gōng),省去了大量的輔助時(shí)間,提高了生產效率。
關鍵詞:拔料器;一次裝夾;提高效率
1.前言
我(wǒ)公司中(zhōng)小件生產(chǎn)中,很多的螺(luó)栓,螺釘等小(xiǎo)型回轉類零件(jiàn)都是多件下料的。每加工完一件產品(pǐn)工人都要進行“開門—鬆卡爪—拔料—測尺寸—鎖緊卡爪—關門—調用程序”的操作,工件件數越多,輔助時間就越多,很不利(lì)於提高數控車床的利(lì)用率。隻有解決了如何高效的備送料這(zhè)個問題,才能充分發(fā)揮數控車床高精度、高(gāo)效率的特點,使用數控車床自動棒料拔料器可以解決這個問題。
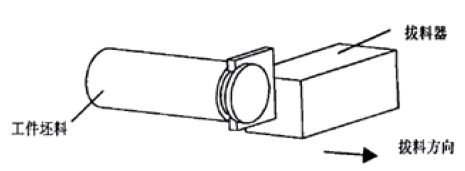
圖1 拔料器工作圖
2.兩種設計方案的分析
棒料拔料器的結構有(yǒu)很多種,結合我公司實際,現對已(yǐ)有(yǒu)的幾(jǐ)種(zhǒng)拔料器進行比較。第一(yī)種,結構如圖1所示,這種拔(bá)料器的結構簡單,加工方便,但每次拔料時都要(yào)先用切槽刀切處一個預定尺寸的槽。該拔料器開口的尺寸固定(dìng),我公司生(shēng)產的(de)小型回(huí)轉類零件均屬小批量生產,產品的直徑尺寸變化較(jiào)多。如果選用這種拔料器就需(xū)要備有很多不同開口尺寸的,使用和保存起來都很不方便。第二種(zhǒng),結(jié)構如圖2所示,這種結構實現了開口(kǒu)大小(xiǎo)可調,僅需旋轉中(zhōng)間的一根螺杆就可調節。中間螺杆螺紋旋向(xiàng)不(bú)同可實現兩加緊塊同(tóng)步調節,但要(yào)求兩夾緊塊對中性較好,要保證同步調節,且對中性好就要使得螺杆和夾緊塊相配合的螺紋(wén)精度(dù)很高,加工難度大,總體的造價很高,不太經濟。兩夾緊塊夾緊毛坯時(shí)時純剛性的,這樣會使拔(bá)

圖(tú)2 拔料(liào)器機構示意圖(tú)
料器各處均有很大的應力,使(shǐ)用壽命會比較短。比較上述兩種拔料器且結(jié)合我公司實際可以得(dé)出新型的拔料(liào)器應具備以下特點,拔料器的開口大小可調,加工(gōng)簡單方便,對中性好,夾緊塊加緊時有一定的彈性(xìng),使(shǐ)用(yòng)方便,堅固耐用。
3.新型數控車床棒料拔料器的設計
根據(jù)我公司加工小型回轉類零件棒料(liào)毛坯多件下料,產品種類多,毛坯尺(chǐ)寸變(biàn)化多,產品均屬小批量的特點,還有上述(shù)兩種設計方案的分析,現在的(de)設計方案如圖3所示。這種結構能(néng)夠滿足我公司需求具備上述兩種設計的優點。
3.1刀柄的設計:該拔料器是安裝在數控(kòng)車(chē)床轉塔的(de)一個到位上的,刀體刀柄截麵必須(xū)符(fú)合標準(zhǔn),由於拔料時所需的力不是很(hěn)大所以選擇25mm×25mm的刀柄。
3.2刀體和滑塊配合導軌形式的選擇:滑動導軌的形式有很多種。導軌(guǐ)形式的選擇很大程度上決定了加工的難度和整個拔料器的造價。最常見的導軌組合形式有雙(shuāng)矩形、雙燕(yàn)尾、矩形和燕尾根據《機械設計(jì)手冊》常見的導軌組合形(xíng)式、特點及應用,現選擇雙燕尾型導軌。這種結構導向性較好,完(wán)全能(néng)夠滿足滑塊導向(xiàng)的需要。各個配合麵的粗(cū)糙度均為Ra3.2,完全(quán)可以用數控線切割割出,成本較低,加工質量容易保證。刀體尺寸的確(què)定。刀體尺寸決定了拔料器開口的調節範圍。根據棒(bàng)料直徑變化範圍確定拔料器開口的調節範圍,然後確定(dìng)刀體(tǐ)的長度為180mm。最(zuì)終可得該拔料器(qì)的的開口調節(jiē)範圍是(shì)3.16mm~85mm。為使整個裝置比(bǐ)較小巧,確定刀體橫截麵尺寸為30mm×40mm。開口尺寸(cùn)靠螺紋調節,這種調節(jiē)方式確保了開口尺寸連(lián)續可調,為降低(dī)製造成本采用的是兩個短螺柱調節,這就使得螺柱的製(zhì)造(zào)精度不必和圖2方案中的螺柱精度那樣高。兩短螺柱分別調節保證開口尺寸也帶來了一些不便,兩夾(jiá)緊(jǐn)塊不能同(tóng)步調節對中性就會較差。為了(le)解決這一問(wèn)題可以在刀體的一(yī)側刻線,這樣在調節開口大小時對中性可以保證(zhèng),而且開口尺寸大小一目了然,方(fāng)便使用。
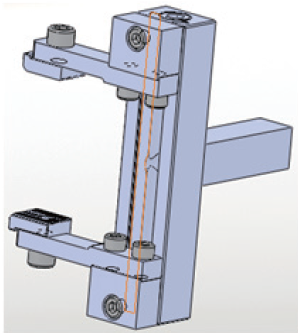
圖3 新(xīn)型拔料器結構圖
3.3彈簧板(bǎn)設計:彈簧板采用60Si2MnA彈簧鋼製造,查材料手冊知該材(cái)料熱軋條鋼的屈服強(qiáng)度b=1275MPa。根據棒料直徑確定(dìng)拔料器開口尺寸。一般情況下,開口尺寸要比棒料直徑小1~2mm,可以根據實際情況(kuàng)調節。取棒料毛坯為(wéi)d,巴黎(lí)傲氣開口大小為a,計算彈簧板的夾緊力(lì)。由於棒料材料的不(bú)同,被兩(liǎng)墊塊卡進的深度也不同,計算中取棒(bàng)料被兩墊塊各卡進Xmm,計算中取0.6mm。彈簧板的形變(biàn)量為(wéi)(2-X)/2mm(參見圖4)。相對於長度尺寸,彈簧(huáng)板的形(xíng)變量很小,可以忽略不計。因此隻需校核該拔料器能拉(lā)拔棒料的最大重量即可。在拉拔(bá)棒料的過程(chéng)中,螺紋所受的是純剪切。最
4.使用及驗證
4.1棒料長度的確(què)定:由於在棒料毛坯的後端無支撐(chēng),因此棒料不能太長,否則會引起棒料的震顫,從而影響(xiǎng)車床車削零件的(de)精度。棒料長度與棒(bàng)料的直徑和材料的密(mì)度有關,一般情況下棒料的長度應(yīng)該小於5 0 0 m m。當棒料的直徑較大時可以(yǐ)取較長的棒料,棒料的材料密度(dù)較小(xiǎo)時也(yě)可以取較長的棒料;當棒(bàng)料的(de)直徑較小時應該取較短的棒料,太長會使棒料後端下垂(chuí),增(zēng)大震顫,棒料的密度較大時應該取較短的棒料。棒料的最佳長度已根(gēn)據實際情況試切確定。
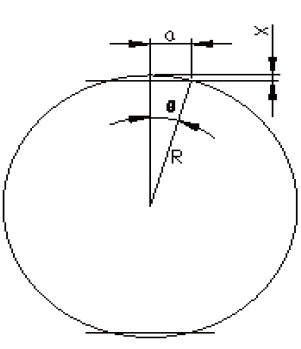
圖4 簡化圖
4.2使用方法(fǎ):先將(jiāng)開口尺寸按棒(bàng)料的直徑調節好,注意按刀體刻線對中,將拔料器(qì)安裝在車床的一個刀位上,使用(yòng)時按調用刀具(jù)來調用拔料器使用。
4 .3驗證:在CAK6136數控臥式車床上加工M20×45的內六角螺釘,該機床主軸孔徑是Φ52mm,係統是FANUC-0T,控(kòng)製(zhì)車床卡抓夾緊/鬆(sōng)開的指令是M10/M11。使用毛坯為(wéi)φ45的棒料5件一(yī)起下料,工人隻需在一次裝夾棒料,調整好棒料的伸出長度、對刀並且按實測拔料長(zhǎng)度修訂(dìng)程序,使拔(bá)料長度誤差在0.5mm以內(nèi),啟動程序即可。每加工完一件產品機床自動進行“鬆卡爪—拔料— 鎖緊卡爪—調用程序”的操作。該拔料器滿足了連續加工的要求,單件(jiàn)零件的加工的輔(fǔ)助時(shí)間比以前(qián)減少(shǎo)了2~3分鍾。
5.結論
該拔料器的使用節省了大量(liàng)的機床輔助時間,而且減輕了工人的勞動強度,實現了工人一次裝(zhuāng)夾完成一(yī)根棒料的加(jiā)工,在批量生(shēng)產(chǎn)中很大幅度的提高了生產效率。拔料器的開口大小可調,使用方便(biàn),可以適用於(yú)多種不同直徑的棒料的(de)加工。組成拔料器(qì)的各零件均製造簡單,加工成本很低,易磨損的零件墊塊更換(huàn)方便。該(gāi)拔料器的設計思想和(hé)應用為其它數控機床(chuáng)工具的研製確定了指導思想,可(kě)以為其他NC工具的研製所借鑒。
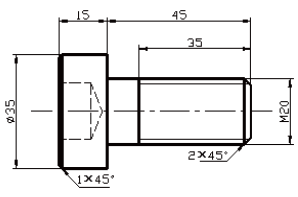
圖5 加工零(líng)件圖
投稿箱:
如果您有機床行業、企業(yè)相關新聞(wén)稿件(jiàn)發(fā)表,或(huò)進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞(wén)稿件(jiàn)發(fā)表,或(huò)進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數(shù)據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據