


基於PLC 控製的(de)全流量補償(cháng)係統在大型立式車床中的應用
2016-8-25 來源:井岡山大學(xué)機電學院 作者:周燕輝 肖根福 夏翔
摘要: 結合機床的(de)具體(tǐ)參數, 闡述了全流量補償(cháng)數學模型的簡化過程。通過位移傳感器測量因負載、溫度變化導致的油膜厚度差(chà)異, 應用PLC 控製技術調整變頻器頻率, 修正伺(sì)服電機的轉速, 對大型立式車床靜壓導軌的油膜厚度進行精確補償, 提高其定位精度。
關鍵詞: 全流量補償係統; 變頻; 油膜厚度; 分段
大型立式車床是現代工業生產中不可或缺的一(yī)種(zhǒng)重(chóng)要生產設備, 主(zhǔ)要適用於盤類零件的加工, 具有承載能力大、裝夾工件方便及切(qiē)削扭矩大等特點[1] 。但是加工的工件質量太大, 導致導軌變形, 使得工(gōng)作台運轉不平穩(wěn)甚至出現卡住等(děng)現象。出現這些現(xiàn)象的重要原因是油膜厚度發生了變化, 極大地影響了車床的(de)加工精度。可見靜壓(yā)導(dǎo)軌[2] 保持一定的油膜(mó)厚度, 對提高大型立式車床的加工精度、運行平穩與安全生產具有重要(yào)意義。
1、理(lǐ)論基礎(chǔ)
靜壓導軌油膜容易受到載荷、溫度與壓力的綜合影響(xiǎng)。一般來說, 靜壓導軌中壓力遠遠小(xiǎo)於20 MPa,故壓力的影響忽略不計。公式(1) 為油膜厚度與流量、溫度的複合數學模型[3] :

式中: qw 為(wéi)單位寬度的流量(liàng), cm3 / s; δ 為縫隙高度(即油膜厚度), cm; l 為縫隙長度, cm; Δp 為兩端的壓差, Pa; B 為縫隙單位寬度, cm; u0 為壓力,為1 個大氣壓、溫度為t0 時的黏度, Pa·s; t 為工作(zuò)後的溫度,℃; t0 為(wéi)初始溫度,℃; λ 為油壓的黏溫係數。
2、供油方法
對於大(dà)型立式車床來說, 靜壓導(dǎo)軌的油膜厚度δ一般控(kòng)製(zhì)在0.03~0.06 mm[4] 。現預設油膜厚度為δ,在溫度、壓力與載(zǎi)荷的變化下(xià)油膜厚度發生(shēng)變化, 通過光柵位移傳感(gǎn)器檢測出油膜厚度為δ±Δδ。為了安全生產, 預留緩衝報警時間, 由PLC 控製油(yóu)膜的(de)厚(hòu)度在0.035~0.055 mm 之間, 采(cǎi)用分段在(zài)線控(kòng)製法[5]控製變頻器頻率, 調整電機轉速, 輸出相應流(liú)量。
3、案例應用
3.1 供油原理設(shè)計
某公司生產的CKX53125 數控單(dān)柱立式車銑複合加工中心, 最大加工直(zhí)徑12 500 mm, 最大承載工件質量160 t, 工作台直徑6 300 mm, 采用靜壓導軌,共有24 個(gè)靜壓腔。24 個靜壓(yā)腔需要同量供油(yóu), 油(yóu)液溫升不超過50 ℃, 不能(néng)出現低速“爬行”、卡盤[6]等現象。根據工作要求, 擬定原理圖(圖1)。
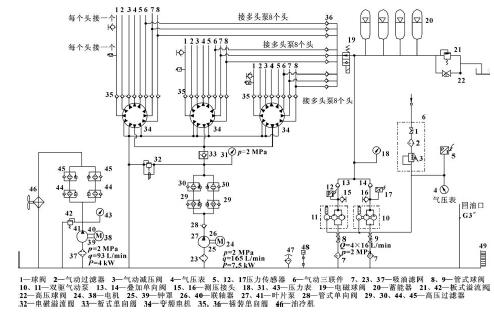
圖1 供油原理圖
從原理圖不難看出, 電(diàn)機24 驅(qū)動葉片泵27, 經過過濾器(qì)29、30, 再(zài)由3 個變頻電機帶(dài)動3 個8 頭的小流量多頭泵向24 個靜(jìng)壓腔供(gòng)油, 整個係統供油配備專門的(de)油冷機, 使得溫度升高控製在50 ℃ 以(yǐ)內。在突然停電時, 工(gōng)作台由於慣性作用繼續(xù)轉動1 ~ 2圈, 此時氣(qì)動泵的供油量不夠, 蓄能器就補充供油,確保(bǎo)工作(zuò)台有油, 避免刮傷, 係統壓力為2 MPa。
3.2 數學模型的簡化
控製過程的思路是: 位移傳感器→PLC 程序控(kòng)製, 輸出信號(hào)→變頻調速→修正小(xiǎo)流量多頭泵轉速,調整供油量。
現(xiàn)預設油膜厚度為(wéi)0.05 mm (油膜厚(hòu)度的上下限在0.035~0.055 mm 內, 超過即報警), 設加工質量160 t 的工件, 油膜厚度經過測量變為0.030 mm, 機床(chuáng)的(de)靜(jìng)壓腔尺寸如圖2 所(suǒ)示, 選用(yòng)46 號抗磨液壓油,係統初始油溫為20 ℃, 油溫升高控製在50 ℃ 之內,由於l、u0、λ、t、t0、B、Δp 為已知量(liàng), 故公式
(1) 改寫為(wéi):

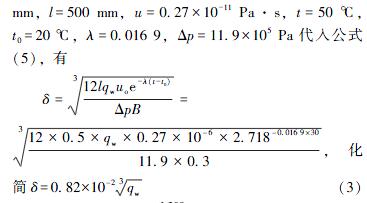
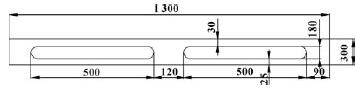
圖2 靜壓腔尺(chǐ)寸
3.3 PLC 程序控製
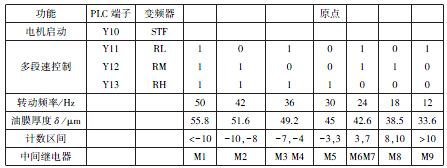
在工作台底座(zuò)上安裝2 個光(guāng)柵位移傳感器, 采用TTL 信號接入, 1 μm 分辨率, 用PLC 中的兩相高速計(jì)數器計算其距離, 高速(sù)計數器為C255, 45 μm 為油膜的最佳厚度, 以45 μm 油膜厚度對應位置為原點, 將光柵尺中心對準原點, 並設定此位置為光柵(shān)尺的“0” 點。變頻(pín)器[7] 采用多段控製, 選用排量為0.2 mL/ r 的小(xiǎo)流量(liàng)多(duō)頭泵, 依據公(gōng)式(shì)(3), 不難計算出不同頻率下靜壓導軌不同的油膜厚度, 編(biān)入程序。PLC 功能如表(biǎo)1 所(suǒ)示。
表1 PLC 功能表
PLC 控製程序(xù)如下:
LD M10
DZCP K-10 K-7 C255 M1 / / C255 和-7、-10 比較, 判定光柵尺位置(zhì)
DZCP K-3 K3 C255 M4 / / C255 和-3、3比較, 判定(dìng)光柵尺位置
DZCP K7 K10 C255 M7 / / C255 和-7、-10 比較, 判定光柵尺位置
LD M1
LD M3
AND M4
ORB
LD M6
AND M7
ORB
OR M9
OUT Y11/ / 輸出Y11 至變頻器RL 端(duān)
LD M1
OR M2
LD M6
AND M7
ORB
OR M8
OUT Y12 / / 輸出Y12 至變(biàn)頻器RM 端
LD M1
OR M2
LD M3
AND M4
ORB
OR M5
OUT Y13 / / 輸出Y13 至變頻器RH 端
LD M1
OUT Y21 / / 油膜厚度不大於35 μm 報(bào)警
LD M9
OUT Y22/ / 油膜厚度(dù)不小於(yú)55 μm 報警
END
4、結論
采用PLC 自動控製的分段油膜厚度法, 其基礎在於全流量數學模型的簡化, 去除溫度與壓力對流量的影響, 得出流量與油膜厚度的簡單(dān)關係。通過(guò)在線檢測現場油膜的厚度, 選擇適當的調頻電機, 不同的油膜厚度對應不同的頻率, 自動控製小流量多頭泵的(de)輸出流量(liàng), 調(diào)整靜壓導軌間的油膜厚度(即導軌間隙)。該方法簡便且成本低, 特別適合大型機床的低速重載[8] 的場合。
參考文獻:
[1] 劉克林.立式車床工作台靜壓的控製[J].機械研究與應用,2012(1):109-110.
[2] STANSFIELD F M.Hydrostatic Bearing for Machine Tool[M].Machinery Publishing Co.,Ltd.,1997.
[3] 周燕輝(huī),李東峰,康春蘭.一(yī)類新(xīn)型反饋式小(xiǎo)流(liú)量多(duō)頭泵係統的設計[J].機械設計,2012(11):87-89.
[4] 王華,陳學東.恒流量(liàng)靜壓導軌設(shè)計分析[J].裝備製造技術,2011(7):66-68.
[5] CHOWDHURY S K R. A Feed Back Control System forPlain Bearings Using Film Thickness Measurement[J].Tribology International,2000,33(1):29-37.
[6] 王東鋒(fēng).液體靜壓導軌及其在機床導軌設計中的應(yīng)用(yòng)研(yán)究[J].液壓氣動與密封,2003(5):26-28.
[7] 杜(dù)金(jīn)城.電氣變頻調(diào)速設計技術[M].北京:中國電力出版社(shè),2001.
[8] 李列.XK2125 床身工作台導軌(guǐ)副采用恒流供油式靜壓導軌的探討[J].機床與液壓,2006(10):64-66.
投稿(gǎo)箱:
如果(guǒ)您有機床行(háng)業(yè)、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行(háng)業(yè)、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量(liàng)數(shù)據(jù)
- 2024年(nián)10月 軸承出口(kǒu)情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎(jiào)車)產量數據(jù)
博文選(xuǎn)萃
| 更多
- 機械加工(gōng)過程(chéng)圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控(kòng)係統和數控機床何去何(hé)從?
- 中國的技術工(gōng)人都去哪裏(lǐ)了?
- 機(jī)械老板做了十(shí)多年(nián),為何還是小作坊?
- 機械行業最新自殺(shā)性營銷(xiāo),害人害己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時(shí)代(dài),少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要(yào)從機床
- 一文搞懂數控車床加工(gōng)刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔加工工藝的(de)區別