


摘要:基於我公司活(huó)塞杆和部分(fèn)活(huó)柱加工深孔需要,經過科學論證(zhèng)、設(shè)計及計算,將公司一台普通臥式車床改造成雙伸縮立柱中活柱加工φ20 深孔的專用機床。使用該機床完成活(huó)柱(zhù)深孔加工工序為公司節省了可觀的加工費用。
近年來,隨著綜采設備(bèi)在煤炭開采行(háng)業(yè)中的普及,液壓支架(jià)逐漸(jiàn)成為綜采設備中不可或缺的組成部分。
我(wǒ)公司主要產品為液壓支架, 立柱及千斤頂是液(yè)壓(yā)支架的重要組成部分。其中絕大多(duō)數側推千(qiān)斤頂(dǐng)、抬底千斤頂、底調(diào)千斤頂及部分雙(shuāng)伸縮立柱中的活(huó)柱往(wǎng)往需要打深孔, 並且需要打深孔的(de)油缸占整(zhěng)套液壓(yā)支架(jià)所有油缸的一半左右。
由(yóu)於(yú)目前公司還(hái)沒有相應的深孔鑽設備, 需要打深孔(kǒng)的(de)工件全部由外協單位加工, 而一根活塞杆打深孔的費用最低(dī)也在一百元以上, 對公司來說外協打深孔這一工序的(de)成本太高。所以(yǐ)為降低工件(jiàn)加工費用,公司(sī)迫切需要數套深孔加工設備。
目前市麵上常見的(de)數控深孔鑽床的價格(gé)普遍在(zài)20萬元以上(shàng),價格較高,而普通臥式(shì)車床改造的深孔鑽床費用要低很多。所以綜合考(kǎo)慮加工精度、維護費用等(děng)因素,對普通車(chē)床進行改造(zào)更符合公司的意願。
1 、總體改造方案(àn)
該方案是(shì)將普通車床改成φ20 深孔鑽加工車床。需要(yào)打其他孔徑的深孔,可以在此基礎上更換部分零部件。改造前,綜合對比了山特(tè)維克可樂滿的BTA 深孔鑽及槍鑽的特點。BTA 深孔鑽雖有很高的加工精度,但鑽頭費用、改造成本較高, 並且隻能加工φ15.6mm 以上的深孔。而槍(qiāng)鑽(zuàn)則有較大的加工孔徑範圍, 從φ0.98mm 到φ40.5mm,鑽孔深度可達直徑(jìng)的100 倍以上,且有較高的表麵(miàn)質量、尺寸及形位精度。我公司需要打深(shēn)孔的(de)活塞杆(gǎn)或活柱深孔直徑有φ8、φ10、φ20、φ25.4mm 等, 所以槍鑽(zuàn)完全能(néng)滿足活塞杆打深孔的需要。
考慮(lǜ)到改造成本及活塞杆深孔直線度(dù)要(yào)求不是太高,采用刀具旋轉的結構(gòu)。將(jiāng)普通臥式車床(chuáng)改造為深孔鑽床需要以下設備:普通臥式車床,托座,旋轉(zhuǎn)夾具,變徑套,托架,槍鑽,高壓霧化(huà)冷卻係統。
2、 普通臥式車床選型及改造
我公司活塞杆常用的材質為27SiMn 和40Cr,調製硬度為HB240-280。綜合山特維克可樂滿428.9 槍鑽推薦的(de)切(qiē)削參數及外協單位加(jiā)工深孔時(shí)選用的切削(xuē)參數, 要改造(zào)的臥式車床應滿足:床身長度不小於2000mm,進給量(liàng)fn 大於等於(yú)0.1mm/r,最高轉速n 不小於1000r/min。根據車(chē)床選定條件及公司現有車床選(xuǎn)定要改造的臥式(shì)車床型號為CW6163B。
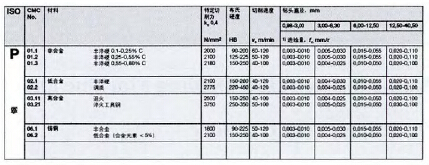
圖1 山特維克可樂滿428.9 槍鑽推(tuī)薦(jiàn)的切削(xuē)參數
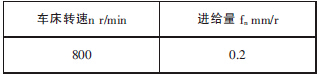
表1 外協單位加工深孔時(shí)采用的切削(xuē)參數
CW6163B車床改(gǎi)造時應拆除中心架(jià)、尾座和縱向(xiàng)溜板。
3 、 托座
托座主要作(zuò)用是:①引導槍鑽;②將排出的鐵(tiě)屑及冷卻水(shuǐ)霧排到車床下麵(miàn)的鐵(tiě)屑箱裏, 以免傷人; ③夾緊工件,並帶動工件完成進給運動。
與(yǔ)托板連接(jiē)的各件全部由螺釘及圓錐銷連接, 以保證重新安裝各(gè)件後仍(réng)保持原有位置。集屑箱上的導(dǎo)向孔為保證與槍鑽和主軸的同軸度, 應在托板各件安裝完成後在車床上自鏜。
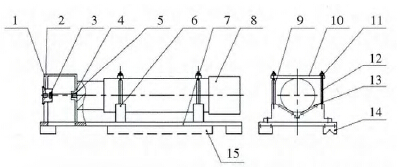
圖2 托座
1.集屑箱;2.減震套;3.密封圈;4.O 型密封圈;5.鑽套;6.V 鐵;7.托板;8.活塞杆;9.距離套;10.壓板;11.螺母;12.螺柱;13.墊(diàn)塊;14.導軌座;15.溜板箱
4 、旋(xuán)轉夾具

圖(tú)3 旋轉夾具
旋轉夾具(jù)用於將軸扭矩傳遞給槍鑽, 同時將冷卻水霧導入(rù)槍(qiāng)鑽。
5 、變徑套
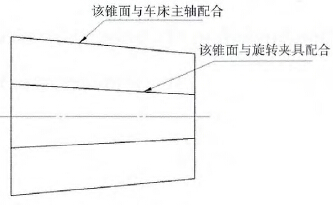
圖4 變徑套
變徑套用於(yú)連接主軸和旋轉夾具,並傳遞扭矩。
6 、托架
托架放在集屑箱前部, 用於減小槍鑽進入托座減震套之前產(chǎn)生的震動(dòng)。為提高槍鑽與主軸的同軸度,應(yīng)在托架各件安裝之前在車床上自鏜內孔,然後(hòu)再裝入軸承(chéng)套(tào)、軸承及減(jiǎn)震套。為增加減震效果,可以根據槍鑽長度增加托架數量。
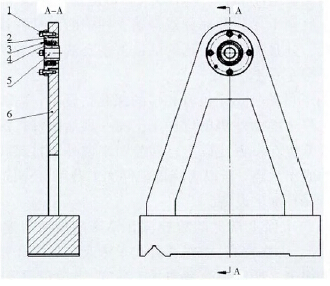
圖5 托架
1.螺釘;2.軸承套;3.擋圈;4.軸承;5.減震套;6.托架
7 、槍鑽
根據山特維(wéi)克可(kě)樂滿的深孔鑽樣本, 選(xuǎn)擇(zé)428.9-20000-1800-036 整體硬質合金鑽頭(tóu),036 號驅動器。
8、 高壓霧化冷卻係統(tǒng)
高壓霧化冷卻係統是一種冷卻刀(dāo)具的比較特殊的裝置。加工過程中可以根據鑽削尺寸的(de)不同,調整冷卻液壓力與流量, 冷卻液和高壓空氣在氣液混合閥內呈霧化狀態。霧化(huà)的冷卻液通過(guò)旋轉夾具和(hé)槍鑽上的冷卻液(yè)孔,被強製輸送至切削區域,以達到冷(lěng)卻切(qiē)削刃、潤滑(huá)導向部位的效果, 並將切屑強製帶出工作區域 。
這一係統跟傳統的冷卻係統有較大區別: 通常的冷卻係統采用的冷卻液是切屑專用油、水或(huò)乳化液。機床采用這種冷(lěng)卻方式需要有專用(yòng)的冷卻液回收裝置, 並且機床必須(xū)有比較(jiào)良好的密封性能, 否則會造成嚴重浪費, 導致加工成本過(guò)高並汙染環境。而這種高壓(yā)霧(wù)化冷卻係(xì)統的冷卻介質主要是壓(yā)縮氣(qì)體, 消耗的冷卻液非常少。冷卻液(yè)在加工時會跟壓縮氣體充分混合,最大限度地保護刀具,而且排出的冷卻液不必回收,對機床的密封性沒有太高的要求。
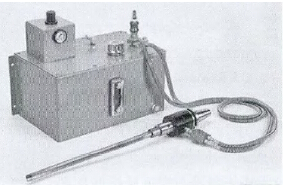
圖6 高壓霧(wù)化冷卻係統
9 、槍鑽的重(chóng)磨
槍鑽使用一段(duàn)時間後(hòu),刃部會磨損,進而造成加工麵(miàn)質量下降,直線度(dù)降低,生產效率降低,機床負載(zǎi)加大(dà),嚴重時會導致工件或(huò)設備損(sǔn)毀。所以,槍鑽必(bì)須定時重磨。活塞杆加工深孔時,一般在每次重磨後,連續加工20 米左右時進行重磨 。
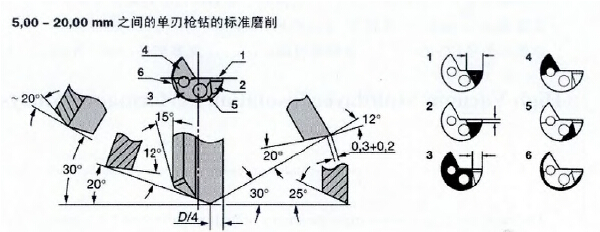
圖7 槍鑽重磨時切削刃幾何參數
10 、結語
深孔鑽削在油缸(gāng)加工過程中是一道必不可少的工序。槍鑽加工深孔因具有很高(gāo)的加工效率、較高的表麵(miàn)質量、較高的尺寸精(jīng)度及直線度(dù),在煤炭(tàn)機械行業和其他行業迅速發展。
將其他機床改造成深孔鑽床用於生(shēng)產具有加工質量較高,改造成(chéng)本較低的優點,逐漸(jiàn)受到很多企業的青睞,也有力推動了深孔鑽削技術在我國各領域的發展。
如果您有機床行(háng)業(yè)、企(qǐ)業相關新(xīn)聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區(qū)金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車(chē)銷量(liàng)情況
- 2024年8月 新能(néng)源汽(qì)車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
- 機械加(jiā)工(gōng)過程圖示
- 判(pàn)斷一台加工中心精度(dù)的幾種辦法(fǎ)
- 中走絲線切割(gē)機(jī)床的發展趨勢(shì)
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都(dōu)去哪裏了?
- 機械老板做了十多年,為何(hé)還是小作坊?
- 機械行業(yè)最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代,少談點智造,多(duō)談點(diǎn)製造
- 現實麵前,國人沉默(mò)。製造業(yè)的騰飛,要從機床
- 一(yī)文搞懂(dǒng)數控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與(yǔ)螺旋銑孔加工(gōng)工(gōng)藝的區別