


數控車輪車(chē)床的改進(jìn)設計
2015-2-20 來(lái)源: 青海華鼎重型機床有限責任公司 作者:張劍
摘要: 由於客運(yùn)的(de)高速(sù)化發展,加工(gōng)帶齒輪箱的車輪是必然趨勢,因(yīn)此改進設計千斤頂來滿足(zú)輪對加(jiā)工要求,新增設(shè)計齒輪箱定位裝置來解決輪對加工時齒輪箱定位問(wèn)題,改進是成功的。
筆者公司生產的CK8011 係列數控車輪車床主要用於加工(gōng)、維(wéi)修軌距為1 435 mm,輪對直徑為600 ~1 100 mm的鐵路(lù)車輛解體輪對的輪緣、踏麵及內側麵。適用於鐵路(lù)運輸部門的各個車輛生產、維修工(gōng)廠、車(chē)輛段等單位(wèi)。
近年來隨著高速鐵路的快速(sù)發展,市場對帶有齒輪箱輪對的(de)加工、維修需(xū)求量不斷增大。由於輪對齒輪箱的規格各有不(bú)同,數控車輪(lún)車床在(zài)加(jiā)工過程中難免會遇到機床主(zhǔ)要部件千斤頂與輪對齒輪箱發生幹涉的問題(tí)。以往(wǎng)的輪對(duì)有(yǒu)少量帶齒輪箱的,因為齒輪箱可以拆卸,所以數控車(chē)輪車床能保證輪對正常加工,但隨著客運的高速化發(fā)展,鐵路行業的(de)更新,現在高速客車用的輪對直徑較小,而且輪對上的(de)齒輪箱不允許拆卸,這就必須對原有數控車輪車床進行結(jié)構改進(jìn)。
1、 改進方案的確定
數控車(chē)輪車(chē)床必須能加工(gōng)帶齒輪箱的(de)輪對,而且要(yào)解決此類輪對上、下料及其加(jiā)工中齒輪箱的定位問題。
1. 1 輪對上、下料的實現
輪對的上料過程: 輪對由料庫滾至轉盤,經過轉盤後,沿車間軌道和機床(chuáng)輸入軌道(dào)滾(gǔn)入千斤頂,千(qiān)斤頂抬升輪對到位(wèi),然後進行裝卡。下料過程則與此相反(fǎn)。由於千(qiān)斤頂與大部分輪對齒輪箱發生幹涉(shè),導致機床無法進行正常的上、下料工作,現有機床(chuáng)在加工新型帶齒(chǐ)輪箱的(de)輪對時,隻能用(yòng)行車進行吊裝,再進行裝卡,加工(gōng)時輪對的齒輪箱部分由行車吊(diào)起固定。通過對現有車輪車床的結構分析,以及用戶現場的仔細調研,再綜合考慮通用性(xìng)、設計成本低和加工效率等因素,最(zuì)終確定改進設計千斤頂(dǐng)部件(jiàn),來(lái)實現輪(lún)對的上、下料要求,最(zuì)終(zhōng)保證(zhèng)輪對的車削加工。
1. 2 齒輪箱的定位
現(xiàn)有結構的齒輪箱大部分不允許拆卸,加工時多數用戶利用行車吊起固定齒(chǐ)輪箱,不然齒輪箱(xiāng)會在車軸上轉動,導致無法正常車削輪對。
針對(duì)該問題,決定設計齒輪箱定位裝置來解決輪對帶齒輪(lún)箱加工,而(ér)且在加工中不必用行車吊起固定。
2 、千斤頂部件的改進設計
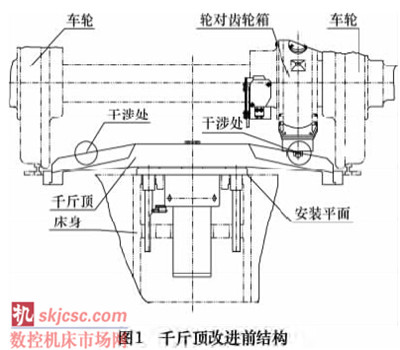
2. 1 改進前結構
改進前千(qiān)斤頂結構見圖1 所示。橫梁(liáng)左右兩側(cè)上頂麵與輪對齒輪箱發生幹涉。
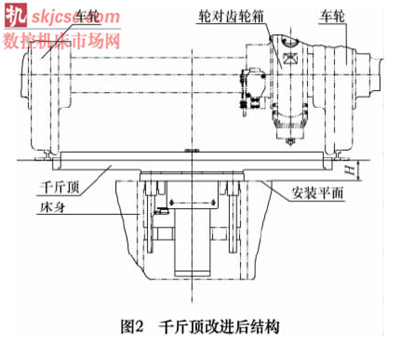
2. 2 改進後結構(gòu)
改進後千斤頂(dǐng)結構( 獲省級和國家級QC 優秀成果獎) 見圖2 所示。通過改變橫梁的結構形式來降低(dī)橫梁(liáng)左右兩側上頂麵的高(gāo)度,消除(chú)了與輪對齒輪箱發生幹涉。
2. 3 相關結構的改進設計
隻改(gǎi)進設計千斤頂橫梁結構形式,是不可能同時保(bǎo)證原機床中心高、床身高度和加工直徑(jìng)範圍三者不變(biàn)的。因為千(qiān)斤頂的行程必須大於(yú)最大輪對加工直徑(jìng)與最小輪對加工直徑差的1 /2,即( 1 100 - 600) /2 = 250mm,而改進設計使千斤頂橫梁上頂麵下(xià)降後,若千斤頂的行程不變,支撐直徑範圍一定會減小(xiǎo)。
最後局部改進設(shè)計床身部件,將千斤頂與床身的安裝基麵(miàn)下降(jiàng)H ( 圖2) ,同時增加(jiā)千斤頂的行程。這樣的結(jié)構處理,可以在(zài)提高(gāo)機床通用性的同時又保證低成(chéng)本改造。
3、 齒輪箱定位裝置的(de)設計
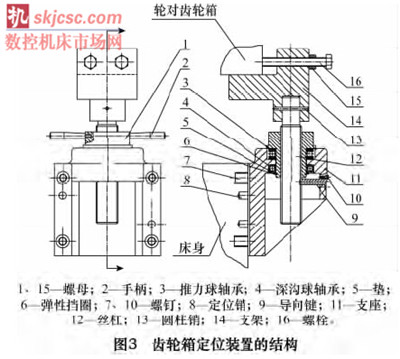
3. 1 齒輪箱定位裝置的結構
齒輪箱定位裝置( ZL201120528691. 4) 的結構見圖3 所示。本定位裝置由螺釘7、定位(wèi)銷8,將支座(zuò)11 固(gù)定(dìng)在床身上(shàng),絲杠12 擰入螺母1 中,再一同裝入支座11中,螺母(mǔ)1 與推力球軸承3 接觸,推力球軸承3 由支座(zuò)11 定位,螺母1 與(yǔ)深溝球軸承4 配合,裝配時調整墊5,裝配調(diào)整完由彈性擋圈(quān)6 定位。再將螺母15、螺栓(shuān)16 與支架(jià)14 裝配好,用(yòng)圓柱銷13 將支架14 與絲杠12 固定聯接,通過手柄2 使絲杠(gàng)12 旋轉,抬升(shēng)支架14到(dào)達定位位置。
3. 2 結(jié)構(gòu)特點
該定位機構為新(xīn)結構,具(jù)有安裝快捷、操作簡單方便,定位安全可靠等特(tè)點。輪對加工為批量生產,所以在加工前先利用手柄2 調整(zhěng)好垂直方向行程,將預調行(háng)程定在3 ~ 6 mm,絲杠2 旋轉1 ~ 2 圈即可達到(dào)最(zuì)終定位位(wèi)置,這樣可減少(shǎo)輔助工作時間。再利用螺栓16 水(shuǐ)平定位齒輪箱,通過螺(luó)母15 鎖緊,定位完成(chéng)。
4 、結語
改進後的數控車輪車床(chuáng)提高了機床的適用性,擴大了機床的加工範(fàn)圍,可(kě)完全(quán)滿足(zú)高速鐵路動車組輪對輪緣和(hé)踏麵的(de)加工修理需要(yào),同時大幅度縮短加工及修理(lǐ)時間(jiān),降低修理成本。投放市場後不(bú)僅得(dé)到用戶好評,而且獲得了省級(jí)和國家級QC 優秀成果(guǒ)獎,並(bìng)成功申(shēn)報國家實用新型專利一項( ZL201120528691. 4) 。隨著國內客、貨運輸的(de)提速(sù)及運輸量激增,該產品的市場前景(jǐng)非常看好。
投稿箱:
如果您有機床行(háng)業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博(bó)文選萃
| 更多