



數控車床主軸靜(jìng)動態特性研究
2020-6-20 來源:- 作(zuò)者:-
摘要:本文針對某公司生產的NL50係列車床SA和SC兩個型號的主(zhǔ)軸箱部件進行靜力學、模態及振動分析,對(duì)比SA和SC兩個型(xíng)號主軸箱部件的靜(jìng)態變形、動態剛(gāng)度、振型(xíng)和振動(dòng)特性。並通過頻響函數測試(shì),驗證(zhèng)了有限元分析結果,分析出振動(dòng)原(yuán)因。
目前某公司生(shēng)產批量較大的N L50係列車床(chuáng),其中的SA型號機床存在不同程度(dù)的振刀現象,而SC型號沒有振刀現象。機床振動的原因是非常複雜的,本(běn)文通(tōng)過對(duì)主軸箱部件(jiàn)進行靜力學、模態及振動分析,對比SA和SC兩個(gè)型號主軸箱部件自身靜態剛度、振動特性。同時也對機床進行振動測試、頻響函數測試,通過對比,分(fèn)析了產(chǎn)生振動的主(zhǔ)要原因。
1. 軸承剛度計算及(jí)分析
車床N L50標準機型內部構造(zào)為軸承聯接主(zhǔ)軸與外殼結構,如下圖(tú)1所示。SA與SC型號區別主(zhǔ)要是箱體結構不同。其中主軸前端軸承為(wéi)三列7022A5,中預(yù)緊,為DBD組合。後軸承為兩列(liè)NSK7020C,中預緊,為DB組合。前端DBD組合後 , 軸向剛度:Sa= 1.48×441= 661 . 56N/μm ; 徑向剛度 :S r =2×1.54×441=1 358N/μm。後端 D B 組合後 , 軸向剛度:Sa= 187N /μm ; 徑向剛度 :S r =5×Sa=935N/μm。
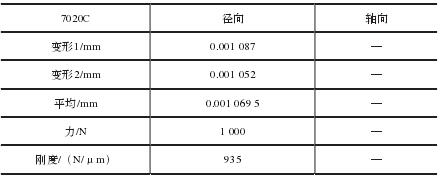
按照上述的計算(suàn)的剛度數值,在有限元軟件中對軸承材料進行調整模擬,前軸承(chéng)DBD組合後,最終得到的結果如表(biǎo)1所示,分析結果如圖(tú)2所示,最終使得(dé)該模型的剛度與實際相近。經過多次數據調整,前端(duān)軸承的模型剛度(徑向剛度和軸向剛度)與實際軸承的(de)剛度幾(jǐ)乎一致,達到了(le)軸承模擬的效果。
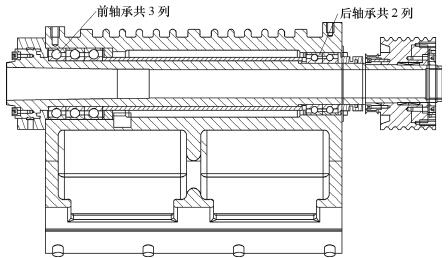
圖1 NL50係列機(jī)型(xíng)主軸部件軸(zhóu)承布置
表1 前軸承徑向剛(gāng)度和軸向剛度參數
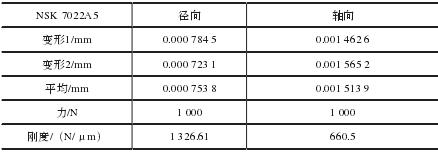
表1 前軸承徑向剛度和軸向剛度參數
圖2 前軸向剛度模擬(nǐ)數據
同樣,按照剛度計算方法進行材料調整(zhěng),後軸承DB組合後最終得(dé)到的結果如(rú)表2所示,分析結果如圖3示(shì)。因為後軸承NSK7020C不(bú)承受軸向力,所以軸向剛度暫時忽略。
2. 主軸箱部件的靜力學分析
按照實際箱體載荷及約束條件,利用(yòng)有限元軟件分別對N L502S A和N L502S C進(jìn)行靜力(lì)學分析,在距離卡盤端麵150mm處施加切削載荷,主(zhǔ)切削(xuē)力為1800 N ,徑(jìng)向力為 550N 。分別提取整體部件、主軸箱和工件端(duān)麵的分析(xī)結果,其中圖4、圖5為N L502SA 的結果,圖(tú) 6 、圖 7 為NL502SC的結果。
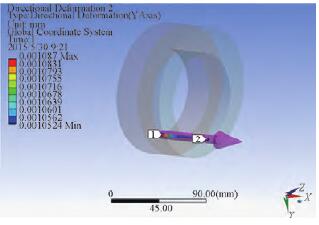
圖3 後(hòu)軸向(xiàng)剛度模擬數據
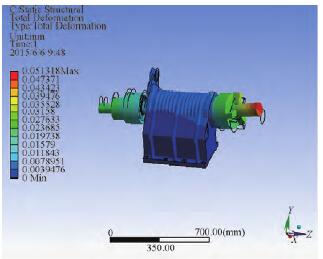
圖4 NL502SA主軸箱部(bù)件變形
表(biǎo)2後軸承徑向剛度和軸(zhóu)向剛度參數
從上麵的分析可以看出SA型號的主軸箱部件變形為0.051 3mm,主軸箱變形為 0.008 2m m。S C型(xíng)號的主軸箱(xiāng)部件變形為0.048mm,主軸箱變形(xíng)為0.006mm。靜(jìng)剛度(dù)對比如圖8所示,SC型號的(de)靜(jìng)剛度明顯(xiǎn)高於SA型號。
3. 主軸箱部件的模態分析
在相同約束條件下(約束(shù)螺栓孔),分別對N L502S A和N L502S C進行約(yuē)束模態(tài)分析,分別提取對切削振動影響較大的幾階固有頻率振型雲圖,其中圖9~圖11為NL502SA的結果,圖
12~圖14為NL502SC的結果(guǒ)。
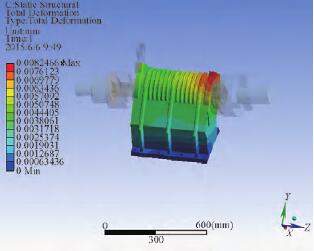
圖5 NL502SA 主軸箱變(biàn)形
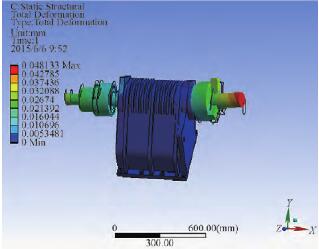
圖6 NL502SC主軸箱部件變形(xíng)
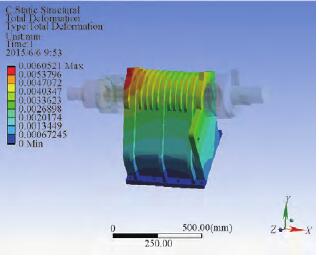
圖7 NL502SC主軸箱(xiāng)變形
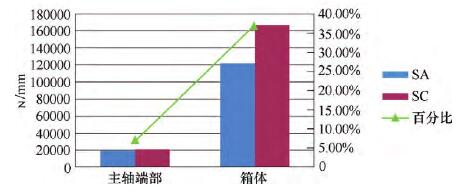
圖(tú)8 SA與SC型號的靜剛(gāng)度對(duì)比
從模態分析(xī)結果可以看出,SA主(zhǔ)軸箱部件(jiàn)固有頻率低於SC,振型類似。其中第(dì)1、第2階為帶輪擺(bǎi)動,對加工(gōng)振動影響較小,沒有列舉。第3~第5階振(zhèn)型為卡盤和工件的擺(bǎi)動,其中卡盤和(hé)工件的擺動對加工的振動影響(xiǎng)較大,對比如圖15所示。
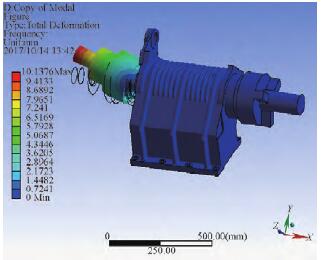
圖9 NL502SA第3階振型
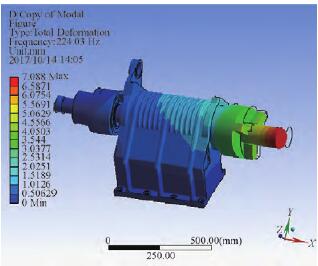
圖10 NL502SA第4階振型
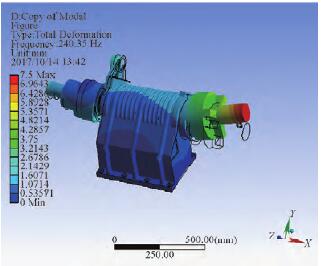
圖11 NL502SA第5階振型
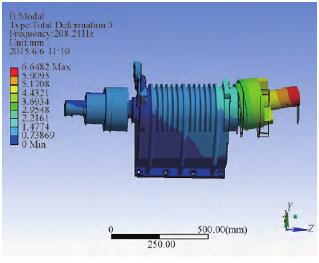
圖12 NL502SC第 3階振型(xíng)
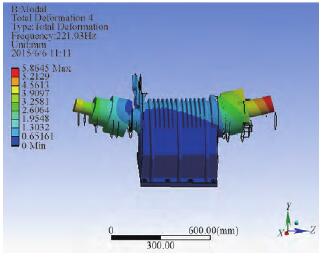
圖13 NL502SC第(dì)4階振型
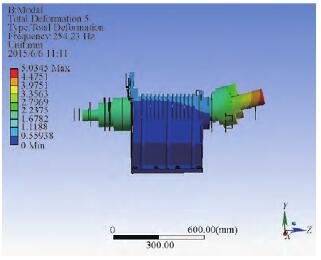
圖14 NL502SC第5階(jiē)振型
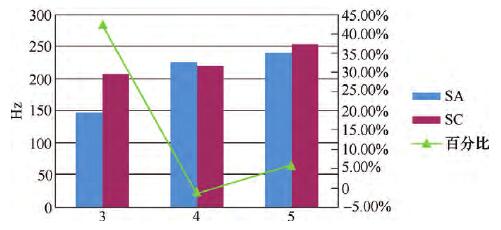
圖15 SA與SC型號模態對比
4. 主軸箱部件的動(dòng)態特性
分析在相同約束條件下(約束螺栓孔),在距離卡盤端麵150mm處施加切削載荷,主切削力為 1800 N ,徑向力為 5 5 0 N ,並且分別(bié)對NL502SA和NL502SC進行諧(xié)響應分析,頻率範圍為100
~300H z,頻率間隔為2H z,初始相位為0°。圖16為NL502SA主軸箱部件的(de)諧響應曲線,圖17為相位變化曲線。
從圖(tú)16曲線中(zhōng)可以看出 ,NL502SA主軸箱在215Hz、220H z、238H z和255H z時,振幅增大,並(bìng)且從圖17可以看出此時相位發生180°的變化,說明這些頻率是結構的一些(xiē)固有頻率(lǜ)。N L502S C
主軸箱部件的諧響(xiǎng)應曲線如圖18所示,相(xiàng)位變化曲線如圖19所示(shì)。
從上麵的圖18曲線中可以看出,NL502SC主軸箱在174Hz、214H z、222H z和254H z時,振(zhèn)幅增大,並且從圖19可以看出此時相位發生180°的變化。說明這些頻率是結構的一些固有頻率。
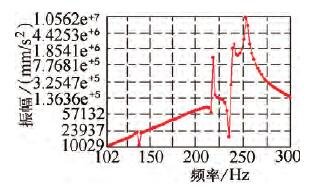
圖16 NL502SA諧響應(yīng)曲線
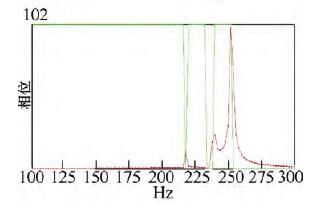
圖17NL502SA相位變化
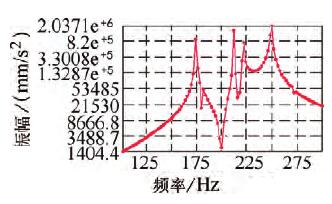
圖18 NL502SC諧響應曲線
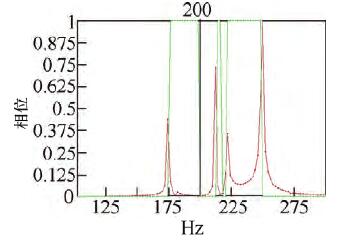
圖19 NL502SC相位變化
5. 機床切削振動測試
利用東方所DASP-V10振動(dòng)測試分析設備對N L50機床進行振動和動剛度(dù)測試如圖20所示。S A型號主(zhǔ)軸端(duān)振動(dòng)頻譜如圖21所示,從圖中(zhōng)可以看出振動特征頻率為238Hz。振動在主切削力方向的(de)動剛度曲線如圖22所示,從圖中可以看出在238Hz處有明(míng)顯的峰值,說明某一階固有頻率為238Hz。
S C 型號主軸端振動頻(pín)譜如圖(tú)23所示,從圖中可以看(kàn)出無明顯的振動特征頻率(lǜ)。振動在主切削(xuē)力方向的動剛(gāng)度曲線如圖24所示,從(cóng)圖中可(kě)以看出在195Hz、278Hz 處有明顯的峰值,說明195H z
、278H z分別是結構(gòu)的某階固有頻率(lǜ)。
從切削振(zhèn)動(dòng)測試(shì)和(hé)頻響函數測試發現,S A振動頻譜中有(yǒu)明顯的振動特征頻率238Hz,而S C 係列沒有;並且在 S A 係列(liè)的頻響曲線中看到明顯(xiǎn)的固有(yǒu)頻率238Hz,而SC係列固有頻率為195Hz、
278Hz。
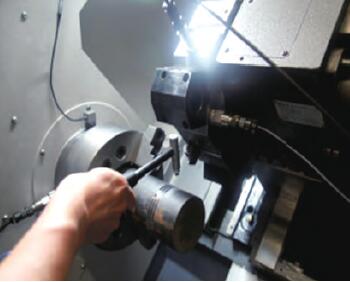
圖20 NL50機(jī)床進(jìn)行振動(dòng)和動剛度測(cè)試
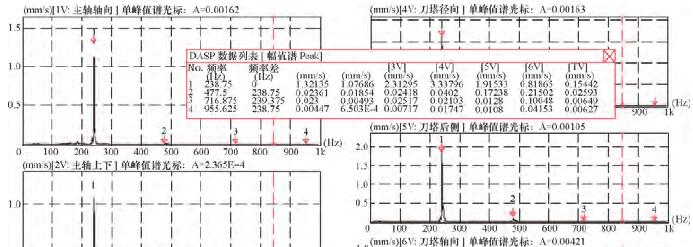
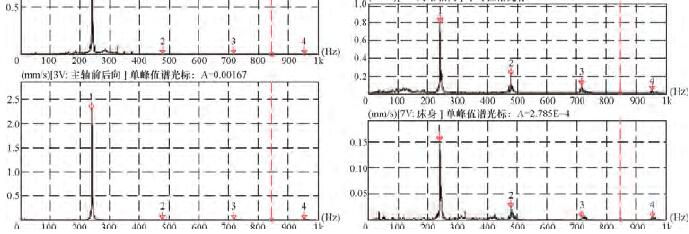
圖21 NL502SA振動頻譜圖
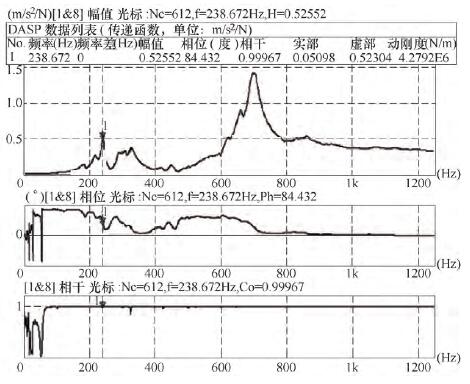
圖22 NL502SA頻響曲(qǔ)線
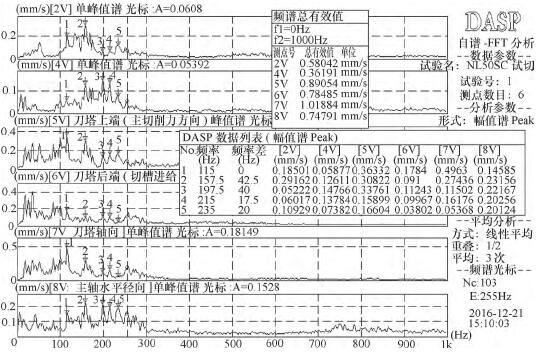
圖23 NL502SC振動頻譜圖

圖24 NL502SC頻(pín)響曲線
6. 結語(yǔ)
本文分別對NL50係列的SA和SC型號機床的主軸箱進行了靜力(lì)學分析、模態分(fèn)析和諧響應分析,並對機(jī)床進行了振動測試和頻(pín)響測試,主要結論:
來源:
紐威機床設計研究院 (江蘇蘇州 100007) 盧強
北方自動控製技術研究所 (山西太原 030006) 左鋒
紐威數控(kòng)裝備(蘇州)有限公司 (江蘇 100007) 朱軍
投(tóu)稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發(fā)表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發(fā)表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬(shǔ)切削機(jī)床產量數據
- 2024年11月 分(fèn)地區(qū)金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基(jī)本型(xíng)乘用(yòng)車(chē)(轎車(chē))產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能(néng)源汽車產量(liàng)數(shù)據
- 2024年10月 軸(zhóu)承出口(kǒu)情況
- 2024年10月 分地(dì)區金屬切(qiē)削(xuē)機床產量數據
- 2024年10月 金屬切(qiē)削(xuē)機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心(xīn)精度的(de)幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係(xì)統(tǒng)和數控機床(chuáng)何去何從?
- 中(zhōng)國的技術工(gōng)人都去哪裏了?
- 機械老板做了十多年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製(zhì)造
- 現實麵前(qián),國人沉默。製造業的(de)騰飛,要從機床
- 一(yī)文搞懂(dǒng)數(shù)控車床加工刀具補(bǔ)償(cháng)功能
- 車床鑽孔(kǒng)攻螺紋加工方(fāng)法及(jí)工裝設(shè)計
- 傳統(tǒng)鑽削與螺旋銑孔加工工(gōng)藝的(de)區別