



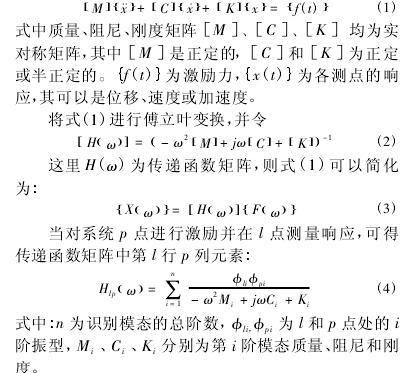
試(shì)論車刀幾何參數對數控車床加工精度的影響
2018-5-14 來(lái)源: 四(sì)川職業技術學院 作者:李進東 吳國明
【摘 要】隨著工業技術的發展,數控車床在工業加工中的(de)應用越來越廣泛。數控加工過(guò)程(chéng)中,一般(bān)對刀具刀尖的圓弧半徑 r、主偏角 kr、刀尖距離零件中心高的偏差尺寸等幾(jǐ)何參數進行重點探究,以提高工件表麵的光滑(huá)程度、減緩(huǎn)刀具磨損,便(biàn)於(yú)對刀具的切削力(lì)進行控製。刀具幾何(hé)參數(shù)對加工零件的軸向尺(chǐ)寸誤差和縱向尺(chǐ)寸誤差產生影響,加工零件的表麵形狀也會(huì)出現變(biàn)化。本文重點探究了數控車床刀具刀尖(jiān)圓弧半(bàn)徑對零件加工精度的影響,便(biàn)於零件加工過程中采取有效的措施。
【關鍵詞】刀具 幾何參數 零件(jiàn)加(jiā)工 精度影(yǐng)響
數控車床加工過程中,零件的質量會受到多種因素的影響,例如車刀刀具刀尖圓弧半徑、主(zhǔ)偏角等幾何(hé)參數,刀具使用過程中幾何參(cān)數將會出現(xiàn)變(biàn)化,影響零件的加工質量、尺寸精度和(hé)形狀精度,加快刀具的磨損程度(dù)。因(yīn)此在零件加工的過程中,必須結合實際零件的尺寸,合理選(xuǎn)擇刀具刀尖的圓弧半徑,應用(yòng)有效的方法(fǎ)提高(gāo)零件的(de)加工精度和加工質(zhì)量。
1 、刀尖圓弧半徑影響圓柱類零件尺寸精度
車(chē)刀(dāo)與被(bèi)加工零件表麵的接觸切點運動形成完(wán)整的表麵,圖1 是幾種常見的零件加工方式。
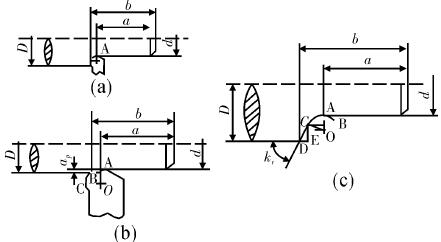
圖(tú) 1 典型零件加工方式
圖中 A 為刀尖圓弧頂點(diǎn),當主偏角 kr= 90° 時,刀尖圓弧頂點(diǎn)A 可以滿足被加工零件軸向尺寸的精度要求。如( a) 所示(shì),如果( D - d) /2 = ap> r,加(jiā)工過程中刀尖圓(yuán)弧半徑將會導致被加工零件的軸向尺寸出現變化,將變化量記為△a,則△a = b - a = r,其中 a 表示刀具的(de)實際(jì)軸向位移尺寸,b 表示(shì)被加(jiā)工零件的軸向尺寸,r 表示車刀(dāo)刀具刀尖的圓(yuán)弧半徑。
此時的 a即為刀具實際軸向位移尺寸,其值為 a = b - △a = b - r。
圖中 A 為刀尖圓弧(hú)頂點,當主(zhǔ)偏角 kr= 90° 時,刀尖圓(yuán)弧頂點A 可以滿足(zú)被加工零件軸向尺寸的精度(dù)要求。如( a) 所示,如果(guǒ)( D - d) /2 = ap> r,加工過程(chéng)中刀尖圓弧半徑將會導致(zhì)被加工零件的軸向尺寸出現變化,將變化量記為△a,則(zé)△a = b - a = r,其中 a 表示刀(dāo)具的實際軸向位移尺(chǐ)寸,b 表示被加工零件的軸向尺寸,r 表示車刀刀具刀(dāo)尖的圓弧半徑。此時的 a即為刀(dāo)具實際軸向位移尺寸,其值為 a = b - △a = b - r。
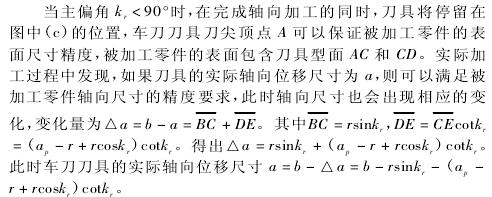
如果( D - d) /2 = ap< r,刀尖的圓弧(hú)部分(fèn)將承擔全部的切削力,軸向尺寸變化量△a 和車刀刀具的實際位移長度 a 和(hé)前(qián)述計算方法相同。總之,在加(jiā)工圓柱類零件的過程中,車刀刀具刀尖圓弧(hú)半徑和車(chē)刀的主偏角將會對被加(jiā)工零件的(de)軸向尺寸產生較大的影響,在刀尖圓弧(hú)半徑不斷增大(dà)的過(guò)程中,軸向尺寸的變化量也會越大,反之亦然。
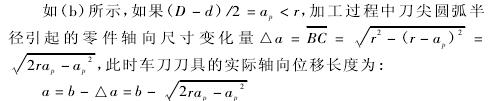
因此在(zài)編製零件加工(gōng)程序的同時,必須注(zhù)重軸向位(wèi)移尺(chǐ)寸的改變,但是刀尖圓弧(hú)半徑和主偏角對圓柱類零件的徑(jìng)向尺寸精(jīng)度不會產生影響。2 刀(dāo)尖圓弧半徑影響單段錐體類零件尺寸精度圖 2 是單段錐體類零件的加工示意圖。
圖 2 單段錐體類零件的加工示意
加工單段錐體(tǐ)類零件的過程中,如果車刀刀具位於初始加工(gōng)店,即Ⅰ位置時(shí),刀尖圓弧上的 B'點將與椎體類零件的小端(duān)起(qǐ)點(diǎn)相切(qiē)。軟件編程時也會(huì)以車刀刀具刀尖圓弧(hú)的中心點為(wéi)基準,將錐(zhuī)體類零件小端部分的軸向尺寸變化量記為。零件加工結束後,車刀將(jiāng)會停止在Ⅱ位置,刀具刀尖圓弧半徑與錐體類零件相切於B 點。因此(cǐ),如果刀具的(de)實際位移寸為 a,椎體類零件的軸向長
因此,在加工(gōng)單段錐體(tǐ)類(lèi)零件的過(guò)程中,必須重點考慮車刀刀尖圓環半徑的尺寸影響,在(zài)椎體軸向尺寸、徑向尺(chǐ)寸發生變化的過程中,刀尖圓弧半(bàn)徑增大(dà),被加工零件的軸向尺寸也會增大,而徑向尺寸減小,刀尖圓弧半徑減小,被加工零件的軸向尺寸減(jiǎn)小(xiǎo),徑向尺寸增大; 椎(zhuī)體零件(jiàn)的錐角增大,軸向尺寸的變化量增大,徑向尺寸減小,椎體零件的錐角減小,軸向尺寸減小,徑向尺寸增大。
3 、刀(dāo)尖圓弧半徑影響雙段外錐麵零(líng)件表麵尺寸
加工雙段外錐麵零件的(de)過程(chéng)中,車刀刀具(jù)和零件的相對(duì)位置如圖 3 所示。
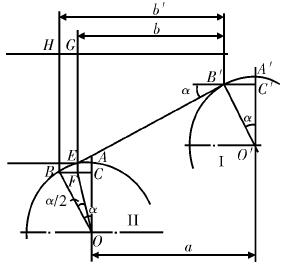
圖 3 雙段外錐麵零件加工
如果刀具(jù)位於初始加工(gōng)位置,此時可以看(kàn)作單椎體(tǐ)零件加工,軸(zhóu)向尺寸(cùn)的變化與前述類似,如(rú)果刀具位於圖 3 位置,處於第一段單段椎(zhuī)體加工的(de)結束(shù)階(jiē)段,也位(wèi)於第二段椎體的(de)初始加工位置。這種情況下的刀(dāo)尖圓弧和第一段(duàn)單段椎體零件和第二段椎體零件分別相(xiàng)切於點 B 和點 E。圖中 DBLEF 即為理論(lùn)要(yào)求軌跡,被加工零件受到圓弧半徑尺寸的(de)影響,實際軌跡會(huì)變化為 DBL'EF,其中圓弧主要由車刀刀具刀尖圓弧(hú)形成(chéng)。
在刀尖圓弧半(bàn)徑的影響下,被(bèi)加工(gōng)兩段椎體零件的軸向(xiàng)尺寸和徑向(xiàng)尺(chǐ)寸都會受到影響,其中第一段椎體(tǐ)的軸向尺寸變化量△a1= b1- a1= LC,由於 ∠BOH= α,∠EOH = β,因此∠BOE = β - α,刀尖圓弧與兩段椎體零件分別相切於 B、E 兩點,由幾(jǐ)何 關 係 可 知(zhī) EL = BL,因 此 ∠BOL =∠EOL = ( β - α) /2。在∠BOL 中有 BL = rtg[( β - α) /2],在∠BCL中(zhōng)有 LC = BLcosα = rcosαtg[( β - α) /2],此時車刀刀(dāo)具的實際軸向位(wèi)移尺寸為 a1= b1- △a1= b1- rcosαtg [( β - α) /2 ],其中(zhōng)
α、β分別表示第一段和第二段椎體的斜度,同時也可以直接得(dé)出第二段椎體零件的軸向尺寸變化(huà)大小△a2= EG = rcosβtg[( β - α) /2 ],零件的實際軸向位移尺寸 a
2= b2- △a2= b2- rcosβtg [( β - α) /2]。
此時第(dì)一段椎體的(de)最大直徑尺(chǐ)寸為(wéi) dmax= d1- △d1= d1-2rsinαtg[( β - α) /2],第二段椎體(tǐ)的小端徑向尺寸變化量 △d2=2LG = 2rsinβtg[( β - α /2 ],第二段椎體的最小直徑(jìng)為 dmin= d2+△d2= d2+ 2rsinβtg[( β - α) /2]。
由以上分析可知,在加工雙段外椎體零件的過程中,受到刀尖圓弧尺寸的變化,零件的軸向尺寸也會出現變化,刀尖圓弧半徑增(zēng)大的同(tóng)時,零件軸向尺寸增大,軸向尺(chǐ)寸的變化會受到兩椎體錐角的(de)差值影響(xiǎng),兩椎體錐角增(zēng)大時軸向尺寸也會增大。分析徑向尺寸的過程中發(fā)現(xiàn),刀尖圓弧增大時,第一(yī)段椎體大端的徑向尺寸減小,第二段椎體小端徑向尺(chǐ)寸(cùn)增大,兩椎體(tǐ)錐(zhuī)角差值增大時(shí),第一段椎體大端(duān)的徑向尺寸減小,第二段椎體小端徑向尺寸增大。4 刀尖圓弧半徑影響球麵類零件(jiàn)表麵加工尺寸加工過程中,車(chē)刀和被加工零件的相對位置如圖 4 所示。
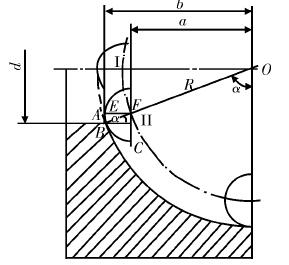
圖 4 球麵(miàn)類零件加工示意(yì)
如果加工過程中由內向外(wài)走刀,刀具處於位(wèi)置Ⅰ時,此時零件(jiàn)的軸向尺寸變化為△a = b - a = r,在將非整半球麵時,刀具處於位置Ⅱ,此時刀尖圓弧 B 點與(yǔ)球麵類零件相切,這種情(qíng)況下(xià)零件的軸線尺寸變(biàn)化(huà)量(liàng)為△a = b - a = EF = rsinα,其中 α 表示(shì)刀(dāo)具和(hé)球麵類零件的夾角(jiǎo),此時刀具的實際軸向位移尺寸可以表示為 a = b -△a =
( R - r) sinα,在加工外球麵的過程中△a 取負值。
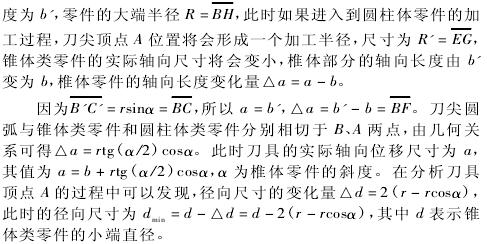
球麵(miàn)零件加工過程中,刀具圓弧 BC 上的不(bú)同(tóng)點依次進行切削,零(líng)件的軸向尺寸變化量(liàng)為△a = EF,球麵加(jiā)工結束後進行大端評價加工時,刀(dāo)尖圓弧頂點和(hé)零件的端麵相切,零件的軸向尺寸變為 EF + AE,此時的徑向尺寸變化量△d = 2BE = 2rcosα,此時球(qiú)麵的最大(dà)直徑變為 Dmax= D - △d = D - 2rcosα,零件的軸向尺寸由原來的 b 變為b' = b - AE。由以上分析可(kě)知,加工內球麵零件的過(guò)程中,刀(dāo)尖圓弧半徑影響零件的軸向尺寸變化,刀尖圓弧半徑增大的同時,軸向尺寸減小,球麵夾角增大時,軸向尺寸也(yě)會減(jiǎn)小。
5 、結語
車刀刀具刀尖圓弧半徑影響零件的加工精度,在不同形狀(zhuàng)零件的加(jiā)工過程中,需要重視對零件加工精度的控製。例如在軟件編程過程轉給你可以對(duì)刀具刀尖的軌(guǐ)跡進行調整,保證刀尖的實際加工(gōng)軌跡和理想軌跡相(xiàng)符合(hé),可以借助幾何計(jì)算的方法將刀尖軌跡(jì)轉換為理(lǐ)想刀尖軌(guǐ)跡,編(biān)程過程中嚴格(gé)遵守草圖繪製、軌跡模擬、編程的(de)步(bù)驟。
另外在實際加工(gōng)過程中需要及時檢查所應用刀具的圓弧半徑 r,對(duì)刀過程中充分考慮刀具刀尖圓弧半徑的(de)影響,可以借(jiè)助數控車床係統(tǒng)刀具補償功能進(jìn)行尺寸優化。
投稿箱(xiāng):
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信(xìn)息
馬")
業界視點
| 更多
")
行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切(qiē)削機(jī)床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本(běn)型乘用車(轎車)產(chǎn)量數據