")



梯(tī)形螺紋數控車削編程與加工研究
2018-4-17 來源: 南京航(háng)空航(háng)天大(dà)學 作(zuò)者(zhě):王恒(héng)廠 劉 源 王(wáng)萬裏
摘 要:對(duì)比普通車(chē)床加工梯形螺紋的工藝方法和數(shù)控車宏程(chéng)序編程特(tè)點,應用宏程序中的變量運算、邏輯運(yùn)算和條件轉移,用分層切削方(fāng)法,分粗車和(hé)精車對(duì)梯形螺紋分別編程,解決現有梯形螺紋宏程(chéng)序粗車、精車不分的編程方式,與現有編程方法相比,此方法(fǎ)為達到高效、穩定地車削梯形螺紋提供參考。
關鍵詞:梯形螺紋;數控加工;分層(céng)法;精(jīng)加工
1 、梯形螺紋加(jiā)工工藝分析
常用梯形螺紋車削方法如圖 1 所示,a 直(zhí)進法適合用螺(luó)紋加工指令 G32、G92 編程,該方法梯形螺紋車(chē)刀的前、左、右三麵切削(xuē),刀頭部分切(qiē)削力受力較大,而且排(pái)屑困難,刀尖磨(mó)損嚴重,產生“紮刀(dāo)”現象,適(shì)合(hé)小螺距螺紋加工;b 斜進式方法螺紋(wén)車刀沿牙型角方向斜向、間歇進給至牙底,車刀單刃切削,G76 指令編程使(shǐ)用較多;c 交錯式車削加工是最(zuì)常用的方法,該方法刀具左右(yòu)兩切削刃磨損、受力均勻,牙形正確,牙根清。此法適用於加工螺距較大的螺紋。
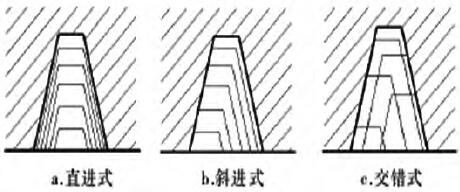
圖(tú) 1 梯形螺紋車削方(fāng)式
2 、梯形螺紋宏程序編程
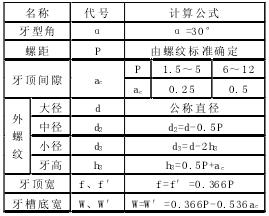
表 1 梯形螺紋各部分計算公式
如圖 2 所示梯形(xíng)螺紋加工(gōng)圖,查閱(yuè)現資料中,無論用螺紋加(jiā)工指令(G92、G32、G76)編程還是宏程(chéng)序編程,都極少用粗加工和精(jīng)加工分開編程,因為螺紋加工指令不(bú)能單獨實現精加工,宏程(chéng)序編程計算比較麻煩,但是(shì)梯形(xíng)螺紋加(jiā)工不可能(néng)一次精車就能夠達到(dào)尺寸(cùn)要求,往往需要(yào) 3-5 次精加工才能達到合格要求,因此每次精車都要重(chóng)複執行粗車的指令或語句,增加了輔助時間。
現以交錯式分層切(qiē)削方式,以粗車和精車(chē)分別對圖 2 編程。
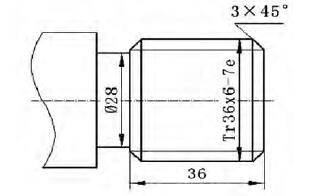
圖 2 梯形螺紋零件圖
首先計算梯形螺紋各部分尺寸,依據表 1,計算如下:
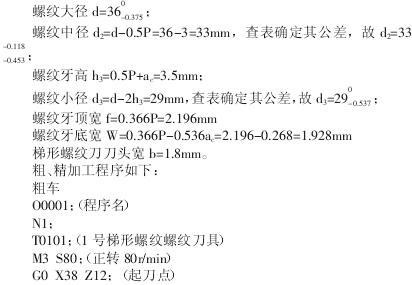
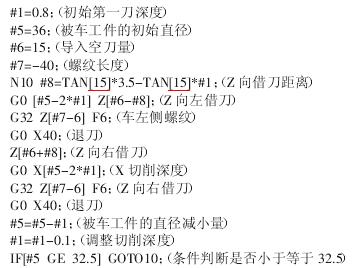
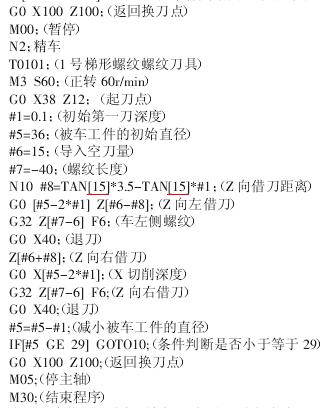
上述程序執行一次粗、精車(chē)後,螺(luó)紋尺寸仍有餘量,可以從(cóng)程(chéng)序N2 開始執行,隻執(zhí)行精車加工。
3 、結束語
采用(yòng)粗加工和精加(jiā)工分別(bié)編程,使得梯形螺紋車削時(shí),粗加工吃刀深,走刀快,去除材料餘量大,節省時間。精加工從粗加工後的精加工餘量(liàng)開始,可以頻繁多次重複精車,避免二次精車再次重複粗車路徑,這樣一次粗車,完成多餘材料去除,提(tí)高生產效率,降低刀具磨損。
投稿箱:
如果您有機(jī)床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或(huò)進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或(huò)進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數(shù)據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月(yuè) 基本型(xíng)乘用車(轎車)產量數據