


基於 PLC 的數控鑽(zuàn)床控製器設計研究
2021-5-21 來源:江蘇省(shěng)宿城中等專業學校 作者(zhě):梁猛猛
摘要:數控機床是采用數字(zì)控製技術對機床切削運動進行控製的一種機電一體化產(chǎn)品,隨著軟件技術和信息技術的發展,其在(zài)工業領域(yù)中得到了廣泛的應(yīng)用。在數控機床中(zhōng),鑽床主要用(yòng)於對鑽(zuàn)孔、擴孔、鉸孔等多種形式的孔加工,其加工精度和效率直接影響加工零件的質量。
關鍵(jiàn)詞: 數控鑽(zuàn)床;PLC 技術;控製器設計
一、引言
數控鑽床是一種孔加工機床,主要用於進行鑽孔、擴孔、鉸孔等多種(zhǒng)形式的零件加工。近年來(lái),隨著信息技術和數控技術的發展,促進(jìn)了數控切削技術的同步發展。目前,在數控加工過程中,主要采用麻花鑽頭對零件進行深孔加工(gōng),與其他類型切削刀具相比(bǐ),麻花(huā)鑽頭在鑽孔時,為避免損壞鑽(zuàn)頭,需頻繁地進退刀,且其主切削刃過長,不利於分屑和斷屑,這(zhè)些問(wèn)題的存在使得麻花鑽頭磨(mó)損較(jiào)快,嚴重時容易影響零件加工表麵和鑽(zuàn)孔效率。因此,為了確保深加工的效率和精度,基於 PLC 的數控鑽(zuàn)床控製器應運而生,其操作方便、靈活,使用範圍廣。
二、基(jī)於 PLC 的數控鑽床控製器設計方(fāng)案
(一)數控鑽床結(jié)構及工(gōng)作原理
鑽床結構簡(jiǎn)單,加(jiā)工精(jīng)度較低,主要用鑽(zuàn)頭(tóu)在工件上加工孔。在各(gè)類鑽床中,搖臂鑽床比較適用於單件(jiàn)或批量生產中帶有多孔大(dà)型工件的孔加工,主要由工作台主軸(zhóu)、搖(yáo)臂、底座、內/外立柱等部分組成。主軸箱安裝在搖臂水平導軌上跟隨搖臂繞立柱進(jìn)行移動(dòng),搖臂可沿著立柱進行上下移動,以便可以加工不同高度的零件。在進(jìn)行鑽削加工時,工件不動,刀具移動,鑽頭(tóu)邊旋轉、邊切削、邊縱向進給。
(二)數(shù)控(kòng)鑽床運動(dòng)方(fāng)式
1.主(zhǔ)軸運動:鑽床鑽削時,主軸運(yùn)動包括(kuò)主軸旋轉運(yùn)動(主軸帶(dài)著(zhe)鑽頭的旋轉(zhuǎn)運動)和主(zhǔ)軸縱(zòng)向進給(主軸(zhóu)的垂直運動)。2.輔助運動:主軸箱沿搖臂進行水平(píng)運動(dòng),搖臂(bì)沿外(wài)立柱進行垂直移動。
(三)方案設計
本文研究的數(shù)控(kòng)鑽床主要用於鋼製環模深孔加工(gōng),其加工後成品(pǐn)如圖(tú) 1 所示。
圖 1 加工後的工件
PLC 是一類以順序控製為主、回路調節為輔的通用型自動控製裝置,克服了傳統繼電器可靠性差、體積龐大(dà)等弊端,目前成為數控機床中實現(xiàn)順序控(kòng)製的首要選擇。基於此,本文用 PLC設(shè)計數控鑽床控製(zhì)器(qì)係統,如圖 2 所示。
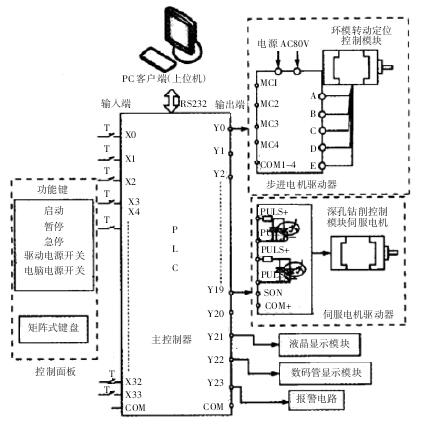
圖 2 基於 PLC 的數控鑽床控製係統
控製係統由以下幾個部分(fèn)組成(chéng):PC 客戶端(duān)(上位機(jī))、控製麵(miàn)板、主控製器(PLC)、深孔鑽削控製模塊(kuài)伺服電機、環模轉動定位控製模塊(kuài)、液晶顯示模塊、數碼管顯示模塊(kuài)和報警電路(lù)等。其中,PC 客戶端與 PLC 通過 RS232 進行通信,控製係統輸入端主要用(yòng)於接收控製麵板信號,輸出端信號對伺服電機和步進電機進行驅動。環模轉動定位控製模塊(kuài)實(shí)現對深孔(kǒng)的定位,深孔鑽(zuàn)削控製模塊伺服(fú)電機模塊實現對深孔的(de)鑽削。液晶顯示模塊用於顯示鑽孔速度、鑽孔次數及鑽孔(kǒng)深度,可對鑽床加工(gōng)中的鑽孔(kǒng)參數進
行實(shí)時監控、顯示及修改。
三、基於 PLC 的數控鑽床控製器係統硬件設計
數控鑽床控製器係統的核心部件是 PLC,由於它易於編程、具有良好的自我診斷功能和高可靠性,被廣泛地運用於各種工業控製中。PLC 中的各個部件包(bāo)括 CPU、I/0 和(hé)電源等均采用模塊設計,同時,具有豐富的 I/0 接(jiē)口,用戶(hù)可以自己的實際需求自(zì)行組合。在本(běn)設計中,利(lì)用 PLC 主要實現的功能有開關量的邏輯控製(定時控製、順序邏輯控製與組合邏輯(jí)控製)、鑽床運動控製、鑽床現場數據采集(jí)處(chù)理、位置控製(zhì)(通過(guò)控製步進電機和伺服電機來控製鑽機的鑽削位置、方向、速度)。
(一)主(zhǔ)控製器設計
控製器是數控鑽床的重(chóng)要組成部分,而 PLC 是控製(zhì)器的核心部(bù)件(jiàn)。在眾多 51 係列單片(piàn)機中,STC 係(xì)列單片機對開發設備要求很(hěn)低且開發時間較短,十(shí)分符合工業領域實際生產環境。
(二)直流開關量輸入模塊設計
PLC 采用(yòng)嚴格的生(shēng)產規模與先進的抗幹擾技術,因此,高可靠性(xìng)是基(jī)於 PLC 數控設備的關鍵(jiàn)性能。在通常情況下,不需要采取任何(hé)措施就能直接在工業環境中使用。雖然如此,但是當生產環境過於惡劣時,安裝不當或受到強烈電磁(cí)幹擾,就會導致運算錯誤或程序錯誤,從而產生錯誤輸入和輸出,在這種(zhǒng)情況下就難以(yǐ)保障 PLC 正常運行(háng)。因此,在本設計中(zhōng),為了提高基(jī)於(yú) PLC 的數控鑽床控(kòng)製(zhì)器的抗幹擾性和可靠性,在輸入電路中利用光電耦合器來增加抗幹擾設計,如圖 3 所示。
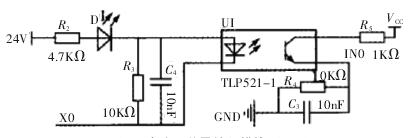
圖 3 直流開關量輸入模塊(kuài)原理圖
其中,TLP521-1 為光電耦合器,其作用(yòng)主(zhǔ)要是(shì)輸入(rù)信號與單片機隔開,同時(shí)對其信號(hào)進(jìn)行(háng)濾波(bō)處理;在電路輸入端,將操作麵板上的開關信號轉化(huà)為(wéi)單片機正常運行(háng)的低電壓信號,當開關閉合時,TLP521-1 的發光二極管發光(guāng)、三極管導(dǎo)通,發送動作信號到相應繼電器,並向輸出端發送控製信號。
(三)繼電器輸出模塊設計
繼電器輸出模塊(kuài)原(yuán)理圖如圖 4 所示,主要作用是將單片機內部的低壓信號(hào)轉換成能為可以驅動外部輸出設備的開關信(xìn)號。
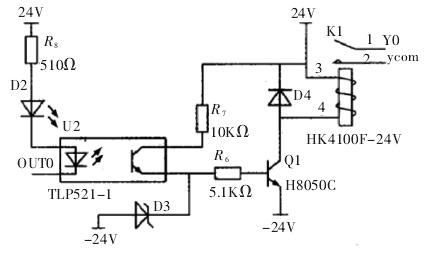
圖 4 繼電器輸出模塊原(yuán)理圖
在圖中,繼電器既是開關(guān)器件,也是隔離器件。其中,光電耦合器 TLP521-1 的作用是將輸出信號與單片機隔開,實現 PLC 內外部信號的(de)隔(gé)離。當開關量 OUT0 的輸出(chū)為低電平時,TLP521-1使得晶體管 Q1 導通,繼而使得繼電器 K1 的線圈通電,繼電器得電吸合,發光二極管 D2 發光。反(fǎn)之,當開關量 OUT0 輸出高電平時,TLP521-1 使繼(jì)電器(qì) K1 觸點斷(duàn)開,發光二極管 D2 熄滅。D4的作用主要是用於保護晶體管 Q1。當繼電器斷開時,由於繼電器線圈電感的存在,因而儲存有電能,這時(shí)晶體管 Q1 截止,在線圈兩(liǎng)端形成感應電壓,晶體管容易被擊穿而遭到損壞,加入二極管可鉗製住集電極電壓,保護晶體管。繼電器輸出模塊的負載回路無須分辨極性,既能驅(qū)動直流負載,也可以驅動交流負載,其(qí)承受過流與過壓能力較(jiào)強。外界電源及(jí)負載電源的大小由繼電器
觸點容量所決定。
(四)串口通信(xìn)模塊設計
串口通信模塊在 PLC 係統中占據了非常重要的作用。如圖 5所示,在本設計中(zhōng),采用 RS232 串口(kǒu)通信實現對 PLC 的編程(chéng)及數據的交換功能。
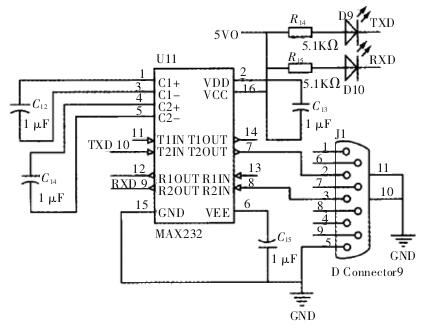
圖 5 串口(kǒu)通信模塊原理圖(tú)
其(qí)中,MAX232 是專門用於 RS232 標準串口中,進行單電源電平轉換的(de)芯片。這是(shì)由(yóu)於單片機串口為 TTL 電平,而 PC 串口為 RS232 電平,在進行串口通信時,必須進行電平(píng)的轉換。MAX232 芯片使用+5V 單電源供(gòng)電。在(zài)串口通信過程中,利用單片機 STC12C5A60S2 的(de)引腳 RXD 和 TXD 分別實現對信號的發送與接收。
四、基於 PLC 的(de)數控(kòng)鑽(zuàn)床控製器(qì)係統軟件設計
在本(běn)設計中采用(yòng) Keil u Vision4 單片機開發工(gōng)具和 C 語(yǔ)言進行程序編寫,主要實現以下三個模塊(kuài)功能:控製麵板功能、定位控製功能及深孔鑽削功能。在係統初始化(huà)後,選擇(zé)鑽孔(kǒng)類型,輸入鑽孔深度、擴孔深度、鑽孔速度、鑽孔個數(shù)等(děng)參(cān)數,步進電機帶動環模進行轉動、伺服電機控製鑽頭上下運動,在整個過程(chéng)中,利用數碼管顯(xiǎn)示鑽孔深(shēn)度、鑽孔次數、鑽孔速度等參數變(biàn)化。
在電路焊接結束後,利用萬用表對係統精確度進行驗證。將(jiāng)單片機 STC12C5A60S2 的引腳(jiǎo) CLK 連接到示(shì)波(bō)器上(shàng),當示波器上顯(xiǎn)示正弦波波形時,則說明單片機處於正常工作狀態。將引腳PWM 連接到示波器(qì)上,檢測結果顯示,單(dān)片機輸出 PWM 波形正(zhèng)
常,達到預期設計效果。
五、結束語
本文基(jī)於 PLC 設計(jì)了一種能夠對鑽孔參數進行實(shí)時監控、顯示(shì)及(jí)修改的(de)數(shù)控鑽床控製器,通過改變控製參數,可以實現對鑽孔的定位和切削,克服了(le)傳統人工鑽孔的弊端,使得鑽(zuàn)孔定位和切削更加精確,且(qiě)加工(gōng)精(jīng)度(dù)更高,加工成本較低,比較適合環
境比較惡劣的加工環境,具有廣泛(fàn)的(de)應用(yòng)前(qián)景。
投稿箱(xiāng):
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年(nián)9月 新能源汽車銷量情(qíng)況
- 2024年(nián)8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車(chē))產量數據
博文選萃
| 更多