


TC4 鈦合(hé)金深孔鑽(zuàn)削試驗研究與機理(lǐ)分析
2020-6-12 來源: 上海海交(jiāo)通大學 上(shàng)海航天精密機械 作者:陳傑 胡蒙 郭國強 孫(sūn)程成 明偉偉 等
摘要 :TC4 鈦(tài)合金深孔鑽削過程中鑽削溫度(dù)高、排屑路徑長,加劇刀具磨損,影響深孔加工質量和精度(dù)。為製(zhì)定可用於實際(jì)生產的(de)鈦合金深孔鑽削加工參數,開展 TC4 鈦(tài)合(hé)金深孔槍鑽加工試驗。試驗結果表明,鑽削(xuē)溫度受鑽削速度影響較大,進給量的影響不顯著;孔徑和(hé)圓度隨著鑽削速度的(de)增加而增大,同軸度隨著切削速(sù)度增加而(ér)先增大後減小;孔的表麵粗糙度隨著鑽(zuàn)削參數的(de)增加而增大,且大參數下深孔(kǒng)表麵質量進一步(bù)惡化;各(gè)組試驗加工硬化層在30μm 左右,且隨著鑽削速度增加,切屑擠壓變形(xíng)嚴重。綜合分析後製定的(de)幹切削(xuē)條件下 TC4 鈦合金深孔槍鑽的鑽削速度為 20m/min,進給量為 0.08mm/r。
關鍵詞: 槍鑽;深孔;鑽削機理;加工質量;TC4 鈦(tài)合金
鈦(tài)合金比(bǐ)強度高、比剛度高、耐腐蝕、抗疲勞性(xìng)能好,能在超低溫和超高溫、高應力、強腐蝕環(huán)境下穩定工作,廣泛應用於航空航天領域[1]。在航空、航天器(qì)中的儀(yí)器儀表、傳感器、舵骨架、航空發動機(jī)等部件製造過(guò)程中,常要(yào)求(qiú)加工高精度和高質量的複雜(zá)深孔結(jié)構[2-3]。深孔長徑(jìng)比大,加工時處於封閉或(huò)半封閉狀(zhuàng)態,刀具切削情況無法直接觀(guān)察,難以準確監控刀具狀態;排屑路徑長且(qiě)不易排出,易造成已加工表麵劃傷及刀具崩刃;切削散熱困難,熱量累積產生高溫(wēn);加工工藝係統剛性差,易產生振動[4]。因此與普通孔(kǒng)相(xiàng)比,深孔加工難度(dù)大。目前國內外(wài)一些學者進行了相關研究。
Zhang 等[5]研究了鑄鐵深孔加工表麵質(zhì)量(liàng)、亞表層變形與加工條件之間的關係,以及 BTA 深孔鑽削機理,提(tí)出(chū)鑽削參數和鑽削機理共同(tóng)決定表麵完整性(xìng)。Zhang等[6]通過試驗和有(yǒu)限元仿真,提出了鉻鎳鐵合(hé)金槍(qiāng)鑽過程中槍鑽鑽尖偏移不(bú)一致對(duì)深孔直線(xiàn)度偏差(chà)影響的理論原(yuán)因。Kuzu 等(děng)[7]利用有限元和反傳熱法建立了微量潤滑條件下的(de)蠕墨鑄鐵深孔鑽(zuàn)削熱模(mó)型,並通過試驗驗
證了模型的可(kě)靠性。
槍鑽是一種單刃切削(xuē)自導向外排屑(xiè)深孔(kǒng)鑽頭[8]。深孔加工時高壓冷卻液通過鑽杆 V 形通道液體將熱(rè)量帶走(zǒu),並利(lì)用冷卻液壓力排屑,且在鑽頭外徑安裝有導向條(tiáo),從而保證刀具的正確(què)導向[9]。槍鑽係統有效提高深孔鑽削的斷屑排屑性(xìng)能、冷卻潤滑(huá)效果、製孔精度和質量,廣泛應用於小直徑孔加工[10-11]。由(yóu)於(yú) TC4 鈦合金彈性模量(liàng)和熱(rè)導率較低,鑽削過程產(chǎn)生大量的(de)熱[12],且深孔鑽削的封閉環境(jìng)限製熱量散發,導致鑽削溫度隨鑽削(xuē)深度的增加持續增大。過(guò)高的溫度會加速刀具(jù)磨損,降(jiàng)低孔加工精度,產生加工(gōng)變質層,生(shēng)成殘餘應力。因此需要(yào)了解 TC4 鈦合金槍鑽過程中加工(gōng)參數對鑽削溫(wēn)度的影響(xiǎng)規律和加工機理,為工藝參數製定提供可靠依據。
因此,為製定滿足(zú)精度和質量要求的 TC4 鈦合金深孔加工(gōng)工(gōng)藝,開展了 TC4 鈦合金深孔槍鑽試驗,研究鈦合金深孔鑽削成屑機理,分析鑽削速度(dù)和進給(gěi)量對(duì)鑽削溫度、深(shēn)孔尺(chǐ)寸精度和表麵質(zhì)量的影響規律,綜(zōng)合分析之後給出一組應用於實際生產(chǎn)過程的加工參數。
1、槍鑽深孔鑽削試驗
1.1 工件材料與刀具
試驗采用鍛(duàn) TC4 鈦合金,工件尺寸為500mm×200mm×30mm,材(cái) 料 常 溫 下 的 抗(kàng) 拉 強 度為 1000MPa,400℃下(xià)的抗拉強度(dù)為 550MPa,硬度(dù)為360HV,彈性模量為 120GPa。圖 1 所示為 TC4 鈦合金的金相組織和元素成分。其中白色的為密排(pái)六方結構的 α 相(xiàng),黑色的(de)為體心立方結構的 β 相。
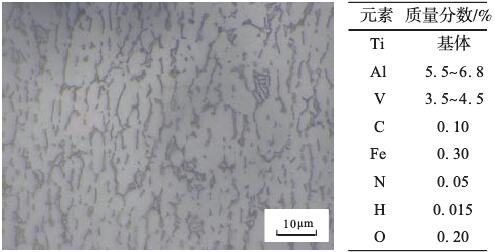
圖1 TC4鈦合金的金(jīn)相(xiàng)組織和元素成分
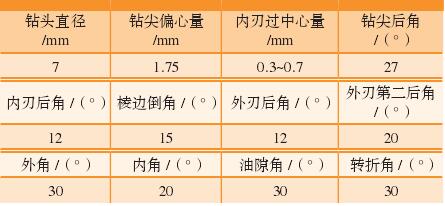
使用德國鈷領公司的 EB80-5641 型(xíng)槍鑽。槍鑽的刀(dāo)尖材料(liào)為硬質合金(jīn),塗層為 CVD-TiCN,刀(dāo)杆材料為高速鋼,刀杆(gǎn)和刀尖之(zhī)間采用焊接連接。槍鑽直徑為7mm,鑽尖長度為 48mm,鑽尖加刀杆長度為(wéi) 370mm,最深可加(jiā)工長徑比(bǐ)為 40 的深孔。鑽尖幾何參數如表 1 所示(shì)。為了(le)減小深孔鑽削時的軸向跳動,提高加工係(xì)統的剛度,在加工深孔之前先加工引導孔。使用山特維克(kè)可樂滿公司(sī)的 R846-0700-30-A1A 1220 型硬質合(hé)金麻花鑽加工引導孔,塗層為 PVD-(Ti, Al)N,直徑為 7mm,頂尖角為 140°。
1.2 試驗設備
試(shì)驗在 HAAS 公司的 EC-1600 臥式加工(gōng)中心上進行(háng)。該機床工作台範圍為 1626mm×1270mm×813mm;最大(dà)轉速為(wéi) 6000r/min;定位(wèi)精度為 0.01mm。深孔加工(gōng)過程中溫度對(duì)刀具的影響至(zhì)關重要。
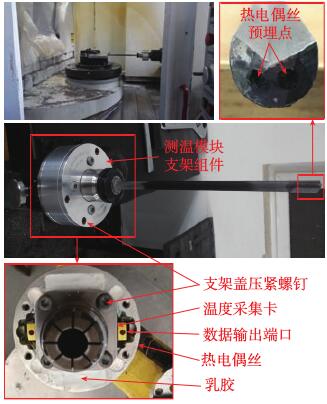
圖2 槍鑽試驗裝置及在線測溫係統
表1 鑽尖幾何參數
本次試驗采用槍鑽內冷孔埋熱電偶絲的方式在線測量深孔鑽削過程中的溫度。在線測溫係統如圖 2 所(suǒ)示,包括測溫模塊支架組件和溫度監測係統。測溫模塊支(zhī)架組件設置於鑽削刀柄上,溫度監測係統(tǒng) ( 包含溫度采集(jí)卡 ) 安裝在該測溫模塊支架組件(jiàn)之中。熱電偶絲線連(lián)接到測溫模塊支架組件中的采集係統,溫度采集(jí)卡對溫度進(jìn)行實時監測,試(shì)驗結束後,打開支架組件,通過數據線將采集係(xì)統中的數據傳輸到計算機中完(wán)成數據的輸出與可視化。深孔鑽削過程中共有兩個(gè)熱電(diàn)偶絲同時采集溫(wēn)度信號,保證結果的準確性和(hé)可重複性。測溫模塊支架組件的結構 ( 包括溫度采集卡、支架蓋壓緊螺釘等 ) 呈對稱分布,且整體采用高強度鋁合金材料製(zhì)作(zuò),以盡可能減小偏心質量。在線測量係統搭建完成後,進行動平衡測試,根據試驗結果通過增減某一位置的乳膠來平衡微小的偏心,以(yǐ)保(bǎo)證鑽頭高速(sù)旋(xuán)轉時的動平衡(héng)。
1.3 試驗方案
在加工深孔之前先加工引導孔,引導孔直徑為(wéi)7mm,鑽削深度為 10mm,轉速為(wéi) 1800r/min,進給量為(wéi)0.08mm/r。
表2 槍鑽試驗參數
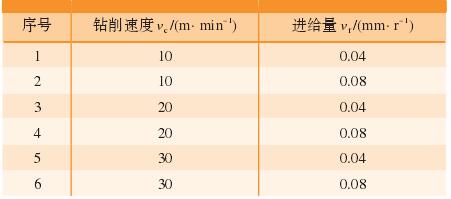
槍鑽深孔鑽削試驗采用全因素試驗,鑽削參數如表(biǎo) 2 所示。鑽削深度(dù)為 94mm,為 12 倍徑。由(yóu)於槍鑽內冷孔預埋熱電偶絲,無法進行內冷,因此采(cǎi)用壓力為20bar 的外(wài)冷。試驗過程中,對槍鑽鑽尖的鑽削溫度進行(háng)實時測量。試驗結束(shù)後,采用航天精密機械研究所的C10TA0101DH/TP 型三坐標儀檢測孔的(de)加工精度。之(zhī)後將深孔剖開,在距孔口 30mm、60mm 和 90mm 3 處進行製樣,對孔的表麵加工質量(liàng)進行(háng)分析。並對已加工表(biǎo)麵和切(qiē)屑進行金相分析和掃描電鏡分析。
2 、試驗結果分析
2.1 槍鑽深孔鑽削溫度
如圖 3 所示,在各組參數(shù)下,鑽(zuàn)尖溫度隨著鑽孔深度的增加都逐漸上(shàng)升。隨著鑽削速度增加,鑽尖溫度顯著(zhe)上升。鑽削速度的提高導致(zhì)材料的去除率提高,而鑽削速度的提高又使鑽削力減少(shǎo),鑽削過程中產生的(de)能量大量轉移到鑽削熱上,從而使鑽尖溫度顯著(zhe)上(shàng)升。鈦合金加工過程中,刀具溫度過高會降低刀具的強度,加快刀具的(de)磨損,特別是在深(shēn)孔加工中,過高的溫度很容易(yì)導(dǎo)致刀具的失效。為保證硬質合金刀具的耐用度,應當將鑽削速度控(kòng)製在 20m/min 以下。同時,隨著(zhe)進(jìn)給量的(de)增加(jiā),鑽尖溫度略(luè)有上升,但(dàn)不顯著。因此,在實際鑽削(xuē)過程中,可以采取低鑽削速度,高進給量的方式提高鑽削(xuē)效率。
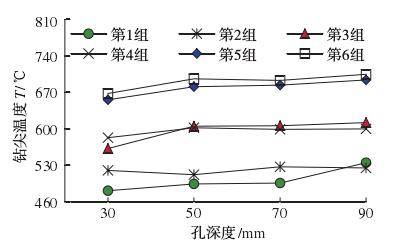
圖3 鑽尖(jiān)溫度(dù)變化圖
2.2 深孔加(jiā)工精度
深孔直徑是工藝過程(chéng)最(zuì)需要控製的指標,影響到軸孔之間(jiān)的配合。使用三(sān)坐標測量儀分別測(cè)量距孔(kǒng)口30mm、50mm、70mm 和 90mm 位置處的直徑。如圖 4所示,所有孔徑(jìng)都偏大,這(zhè)是由於深孔加工剛性(xìng)較弱,槍鑽徑向跳動引起的(de)。在同一(yī)個孔內,深孔(kǒng)直徑呈現出先增大後減小的趨勢,深孔加工過程中的整體剛性隨著鑽(zuàn)削深度加深而逐漸增大,因此孔(kǒng)徑有一定的減少,但區別不大。從圖 4 中數(shù)據可以看出,隨著鑽削(xuē)速(sù)度的增大,孔(kǒng)徑有明顯的增大的(de)趨勢,這(zhè)與加工(gōng)溫度有關,溫度的升(shēng)高導致(zhì)鑽尖強度降低,跳動增大。而進給量的變化對(duì)孔徑的影響不大。圖 4 還給出了各組參數下的(de)深孔(kǒng)圓度(dù)變化規律。孔的圓度隨孔深(shēn)度的增加而增加。隨著鑽削速度的增加,孔的圓度相應增加,進給量對圓(yuán)度影響不(bú)大,但在 20m/min 的鑽削速度下,0.08mm/r 的進給比 0.04mm/r 產生的圓度更大(dà)。
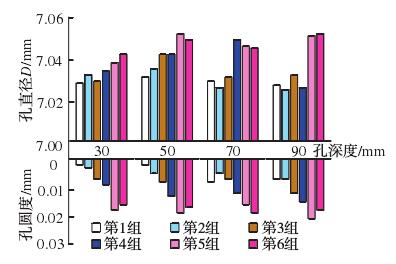
圖4 深孔直徑和圓度變化規律(lǜ)圖
圖 5 為各(gè)組參數(shù)下深孔同軸(zhóu)度 ( 以引導孔為基準(zhǔn) )的變(biàn)化規律。各組試驗的同(tóng)軸度均處於 0.01~0.02mm之間(jiān)。加工(gōng)參數對同軸度的影響並不明顯,但參數增大,同軸度還是有(yǒu)一定(dìng)程度的(de)升高。第 3 組試驗的同軸度結果最為理想。因此,從加工精度分析,鑽削速(sù)度為20m/min 下的(de)試驗結果較為理想。
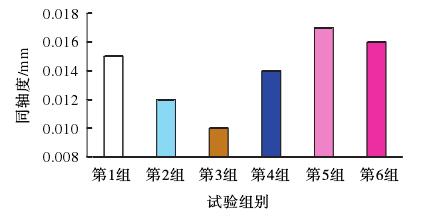
圖(tú)5 深孔同軸度變(biàn)化規律圖
2.3 深孔加工表(biǎo)麵質量
圖 6 所示為(wéi)各組試驗的粗糙度變化規律圖。前 3組試驗(yàn)粗糙度都比較小,處於 0.4~0.5μm 之(zhī)間。後 3 組試驗由於(yú)加工參(cān)數的增大(dà),粗糙度明顯增加,這與加工過程中刀具的狀態有著(zhe)密切的聯係。從圖 3 中可以看出,後 3 組數據刀(dāo)尖溫度較高,較高的溫度影響刀具的韌性,加劇刀具的磨損,因此加工後的(de)粗糙度越來越大。同一個孔內,粗糙度也越來越大,這(zhè)是由於槍鑽深(shēn)孔加工時排屑不暢,切屑沒有及(jí)時排出,會對加工(gōng)表麵有劃(huá)傷和破壞,從而導(dǎo)致粗糙度的增(zēng)大。
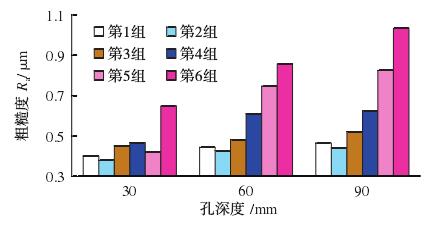
圖6 深孔粗(cū)糙度(dù)變化規律
圖 7 是第 2 組(zǔ)試驗在孔深 30mm 和 90mm 處的(de)掃描電鏡(放(fàng)大 200 倍)和能譜分析圖。孔深 30mm 處,加工表麵較為平整(zhěng),無明顯的缺陷。孔深 90mm 處,加工表麵存在一些粘結物和切屑的劃(huá)痕。對(duì)黏結物 A 點進行(háng)能譜分析,檢測出 Ti、Al、V 元素和(hé)少(shǎo)量的 O 元素。從(cóng)能譜分析可以看出切削過程中有少量的鈦合金黏結在(zài)已加(jiā)工表麵,並(bìng)有一定(dìng)程度的氧化,這說明在加工到90mm 處時,刀尖的溫度已經非常高,達到鈦合金氧(yǎng)化(huà)的條件(jiàn)。加工表麵幾處切屑的劃痕也(yě)說(shuō)明,當加工深度(dù)較大時,槍鑽的排屑不夠流暢,未能及時排出的切屑對(duì)已加工表麵形成了一定的劃傷。可見,隨著深孔加工深度的增加,切削溫(wēn)度升高,加工難度增加,加工(gōng)表麵質量也(yě)逐漸惡化。
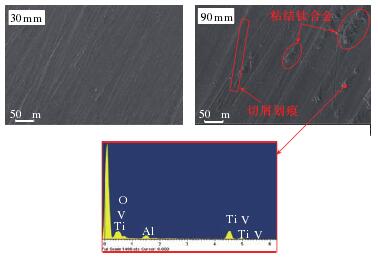
圖7 第2組試驗已加工表麵形貌及能譜分析
2.4 深孔加工表麵硬化
圖 8 所示為第 1 組和第 6 組試驗在孔深 90mm 處的金相圖。兩組加工(gōng)表麵的晶粒都發生沿鑽削(xuē)進給方向的扭曲延伸,造成加工硬化。表明鈦合金(jīn)深孔鑽削(xuē)表(biǎo)麵塑(sù)性變(biàn)形非常明顯。第 6 組的孔加工表麵還有 1 層厚度為 5μm 左右的白色相變(biàn)層。說明該組鑽削參數下的鑽削溫度達到了鈦(tài)合金的相變溫度,α 相已經轉變為 β 相。
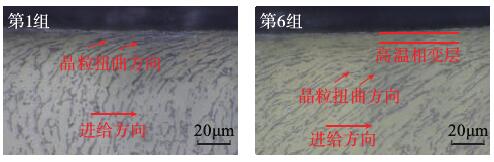
圖8 孔深90mm處金相組織
在孔深(shēn) 90mm 處,距離已加工表麵(miàn) 5μm、15μm、25μm、35μm、50μm、70μm 處檢測硬度。圖 9 為各組試驗距離已加工表麵不同距離的(de)硬度變化曲(qǔ)線。其中未加(jiā)工工(gōng)件硬度為(wéi) 360HV。可以看出每組試驗條件下的深孔表(biǎo)麵都有不同程度的加工硬化。隨(suí)著鑽削速度的提高,加工硬化(huà)更明(míng)顯。由於第 5 組和第 6 組的試(shì)驗參數大,鑽削溫(wēn)度高,深孔已加工表麵的晶粒扭曲延伸最顯著,所以加工硬化最嚴重。從圖 8 第 6 組孔深90mm 處的金相(xiàng)組(zǔ)織可以看出,第 6 組試驗(yàn)參數下的深孔(kǒng)已加工表麵發生相變,產(chǎn)生的 β 相的硬度比 α 相小,所以在距(jù)離加工表麵(miàn) 5μm 處,第 6 組試驗參數下的表(biǎo)麵硬度反而略低。曲線圖表(biǎo)明,各組試驗在孔深 90mm處(chù)的表麵硬(yìng)化層厚度為 30μm 左右,超過 30μm 後硬度趨於工件材料原本的硬度值。
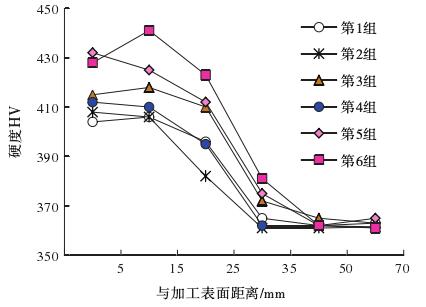
圖(tú)9 各組試驗加工硬化曲線
2.5 深孔加工切屑形態
圖 10 為進給量 0.04mm/r 時不同鑽削(xuē)速度下的切屑形態。隨著鑽削速度增加,切(qiē)屑由長螺(luó)旋(xuán)卷曲狀變化為短帶狀,且切屑中擠壓部分越來越多,材料的去除由剪切轉換為擠壓,並且在 30m/min 下(xià),切屑由崩碎狀排出。在鑽削速度較低時,容易形(xíng)成螺旋卷曲狀切屑(xiè),屑係數大,隨著鑽削速度提高,切屑轉變為短帶狀和錐狀切屑,當速度進(jìn)一步提高時,切屑斷裂(liè)容易,形成崩碎狀切屑,同時也說明在加(jiā)工過程(chéng)中刀具衝擊頻率高(gāo),刀尖發生嚴重的(de)磨損,影響加工過程的穩定性。

圖(tú)10 不同切削速(sù)度下的切屑形態(進給量為0.04mm/r)
圖 11 為第 6 組試驗沿厚度方向的切屑金相圖(tú)。由於熱軟化作用超過應變硬化,形成絕熱剪切帶,進而形成鋸齒狀切屑。圖中絕(jué)熱(rè)剪切(qiē)帶從(cóng)鋸齒的齒穀一直延伸(shēn)到切屑和刀具接(jiē)觸麵。在與刀具(jù)接觸麵表層,可以看到晶粒有一(yī)定程度的扭(niǔ)曲,圖(tú)中標出(chū)了扭(niǔ)曲方向,即切屑流動(dòng)方向,說明切(qiē)削區溫(wēn)度較高,導致晶粒扭曲,發生塑性流動滑移,最終形成了加工硬化。

圖(tú)11 第6組試驗切屑金相
圖 12 所示為第 6 組試驗切屑的(de)微觀(guān)形貌圖(tú)。因為高溫、高(gāo)應變率下切屑受到刀具和工件的嚴重(chóng)擠壓,所以切屑沒有卷曲規律,擠壓嚴重,卷(juàn)曲半徑極(jí)小。將局部區域放大 200 倍後,能清楚看(kàn)到在切屑的自由麵有溝壑狀的鋸(jù)齒,這也與圖 11 相對應。
圖12 第6組試驗切屑微觀形(xíng)貌圖
通過(guò) TC4 深(shēn)孔鑽削機理分析,當鑽削速度為 20m/min 時,加工表麵硬化在可接(jiē)受範圍,切屑(xiè)擠壓變形(xíng)程度適中(zhōng),在排屑過程中對已加工表(biǎo)麵損(sǔn)傷小(xiǎo),適合深(shēn)孔鑽削加工。進給量對鑽削溫度的影響(xiǎng)較小,比較不同(tóng)進給量(liàng)對應的深孔加工(gōng)精度,兼顧加工效率,在滿足設計要求的(de)前提下,選擇進給量為 0.08mm/r。
3 、 結論
本文通過 TC4 鈦合金深孔槍鑽全因素試驗,研究了鈦(tài)合金深孔鑽削成屑機理,分析鑽削速度和進給量對鑽削溫度和深孔質量的影響規律。試驗結果表明(míng):
(1)鑽削速度對 TC4 鈦合金深孔鑽削溫(wēn)度影響較大(dà),對進給量的影響不明顯(xiǎn)。
(2)孔直徑隨著鑽削(xuē)深度的增加而先增大後減(jiǎn)小,隨(suí)著鑽削速度的增(zēng)加(jiā)而增大。
(3)孔的表(biǎo)麵粗糙度隨著鑽削速度和進給量的增加而增(zēng)大(dà),在(zài)大鑽削參數條件下,深孔已加工表麵有鈦合金黏結物且有切(qiē)屑劃(huá)傷痕跡。
(4)每組試驗都存在不同程度的加工硬化,加工硬化層厚度在 30μm 左右(yòu)。
(5)隨著鑽削參數的增加,切屑(xiè)擠(jǐ)壓變形趨於嚴重。
綜合(hé)分析試驗結果,在幹切削條件下,鑽(zuàn)削(xuē)速度為20m/min、進給量為 0.08mm/r 的深孔質(zhì)量最優,滿足實(shí)際加工需求。
投稿箱:
如果您有機床行業、企業(yè)相(xiàng)關新聞稿件發(fā)表,或進行資訊(xùn)合(hé)作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相(xiàng)關新聞稿件發(fā)表,或進行資訊(xùn)合(hé)作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
州金馬")
業界視點
| 更多

行業數據
| 更(gèng)多
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產數控係統(tǒng)和數控(kòng)機床何去何從?
- 中國(guó)的技術工人都去(qù)哪(nǎ)裏了?
- 機械(xiè)老板(bǎn)做(zuò)了十多年,為何還是(shì)小作坊?
- 機械行業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造業(yè)大逃(táo)亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要從機床
- 一文(wén)搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設(shè)計
- 傳統鑽削與螺旋(xuán)銑孔加(jiā)工工(gōng)藝的區別